Простой бюджетный 3D принтер Tronxy X1 — что можно получить за $130
Приветствую друзья.
В процессе своего работы над своим проектом умного дома я не раз приходил к мысли о покупке 3Д принтера — это здорово бы облегчило различные задачи — например распечатка держателей, корпусов, переделка вилок питания и многое другое.
Каких-либо жестких требований у меня не было, хотелось просто посмотреть, что такое 3Д печать в домашних условиях, научиться работать с 3Д моделями и решить ряд прикладных задач по распечатке. В качестве своего первого 3Д принтера я выбрал бюджетную модель Tronxy X1, с областью печати 15*15*15 сантиметров, поддержкой PLA и ABS пластика и толщиной слоя печати от 0.1 мм.
Куплен здесь — GearBest на момент написания обзора цена - $129.99
Banggood ($188.88) Aliexpress ($145.20)
Поставка
Приезжает принтер в довольно объемной коробке, при заказе смотрите стоимость доставки — при таком весе и объеме она уже не будет бесплатной.

Упаковано все неплохо, проложено противоударной пенкой. Ящик — оригинальный, заводской, просто вывернутый наизнанку — чтобы не было видно надписей.

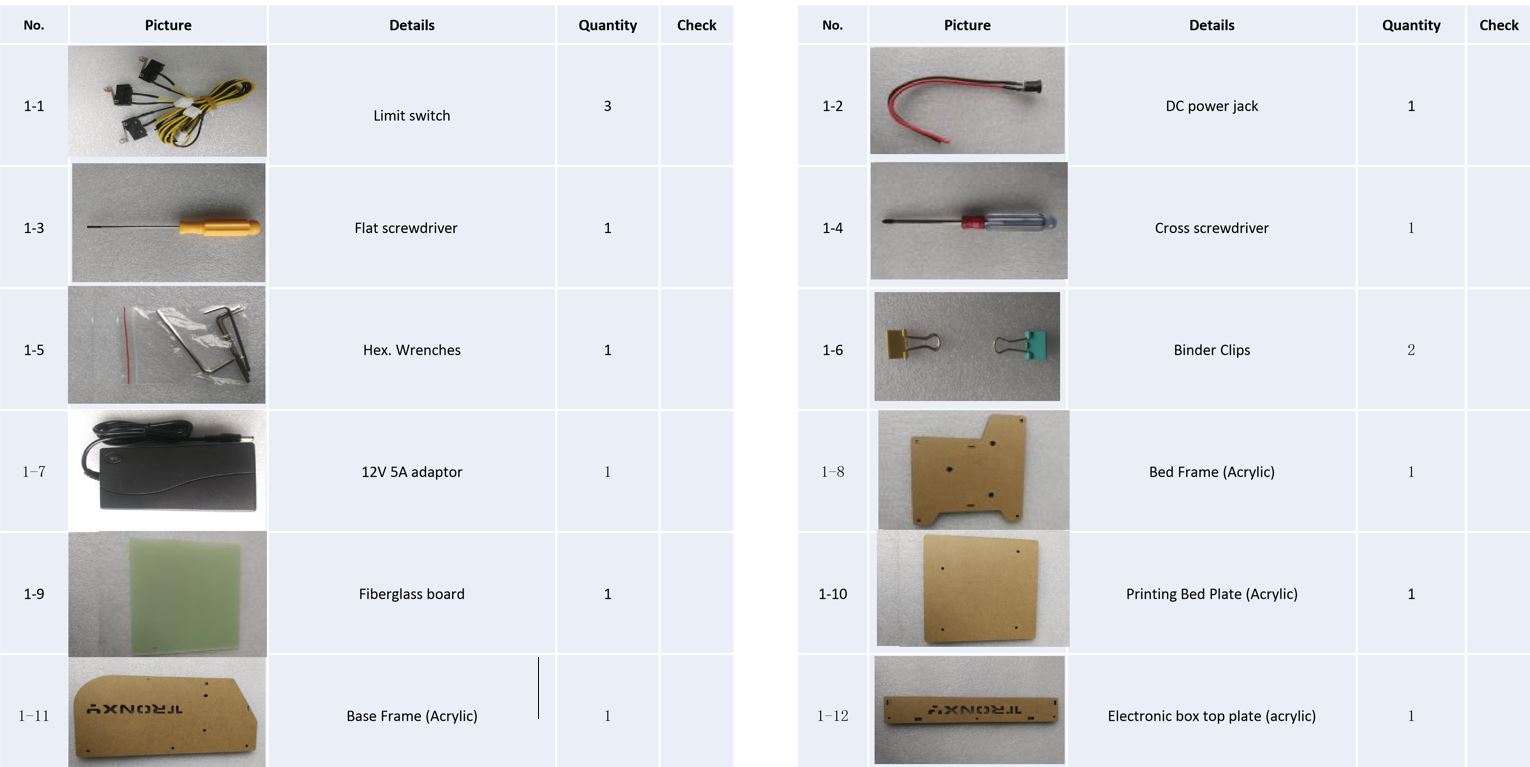
Принтер поставляется в виде конструктора, детали которого разложены в отделения из той же противоударной пенки.
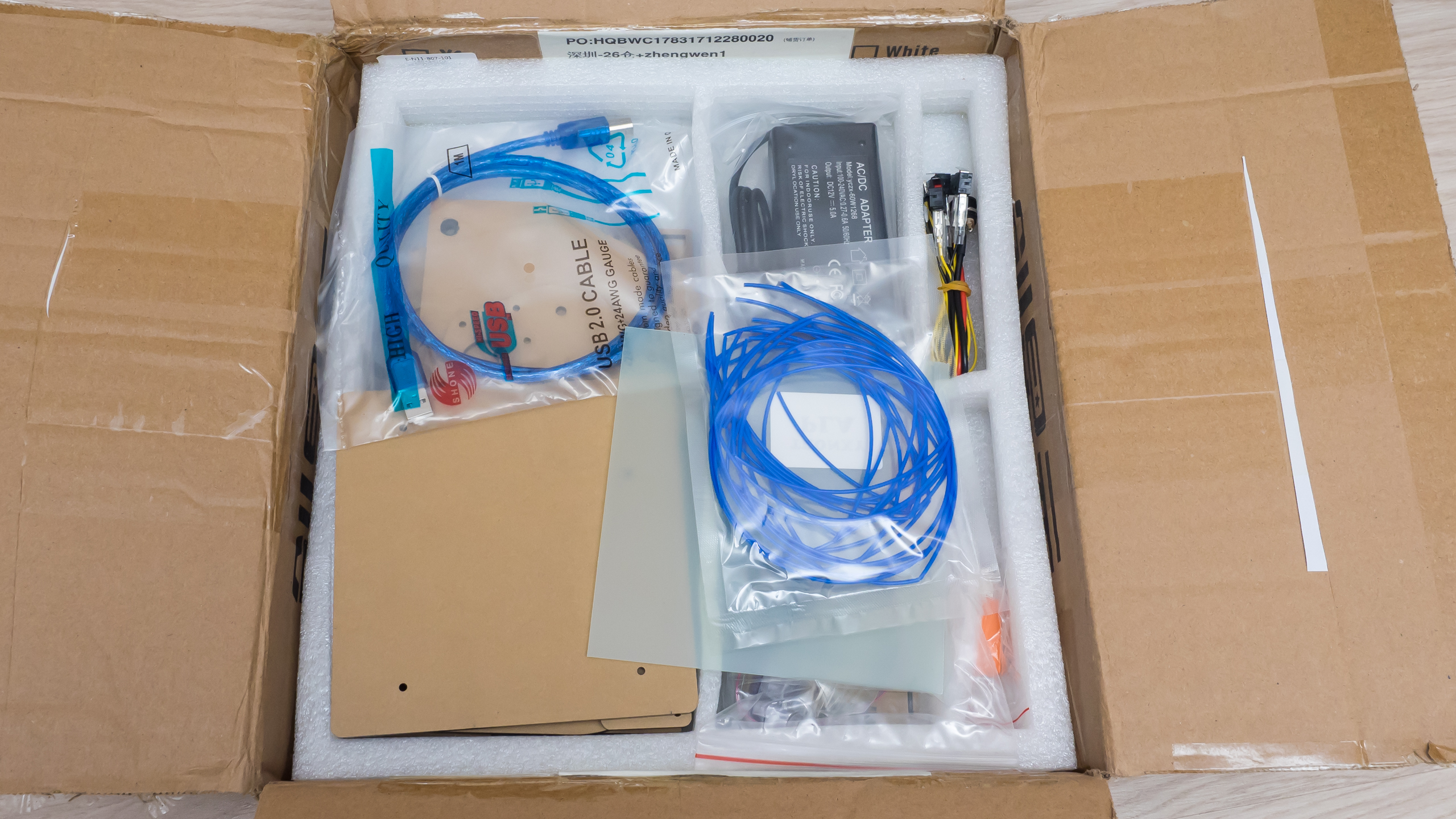
Все разложено в два “этажа”, акриловые и алюминиевые детали корпуса, крепеж, двигатели, ремни, электроника, провода и все остальное.

Есть даже пара отверток и гаечный ключ в комплекте, в принципе, принтер можно собрать прямо из ящика, без привлечения дополнительных инструментов.

Пакеты с крепежом — подписаны по диаметру и длине винтов, типу и диаметру гаек.

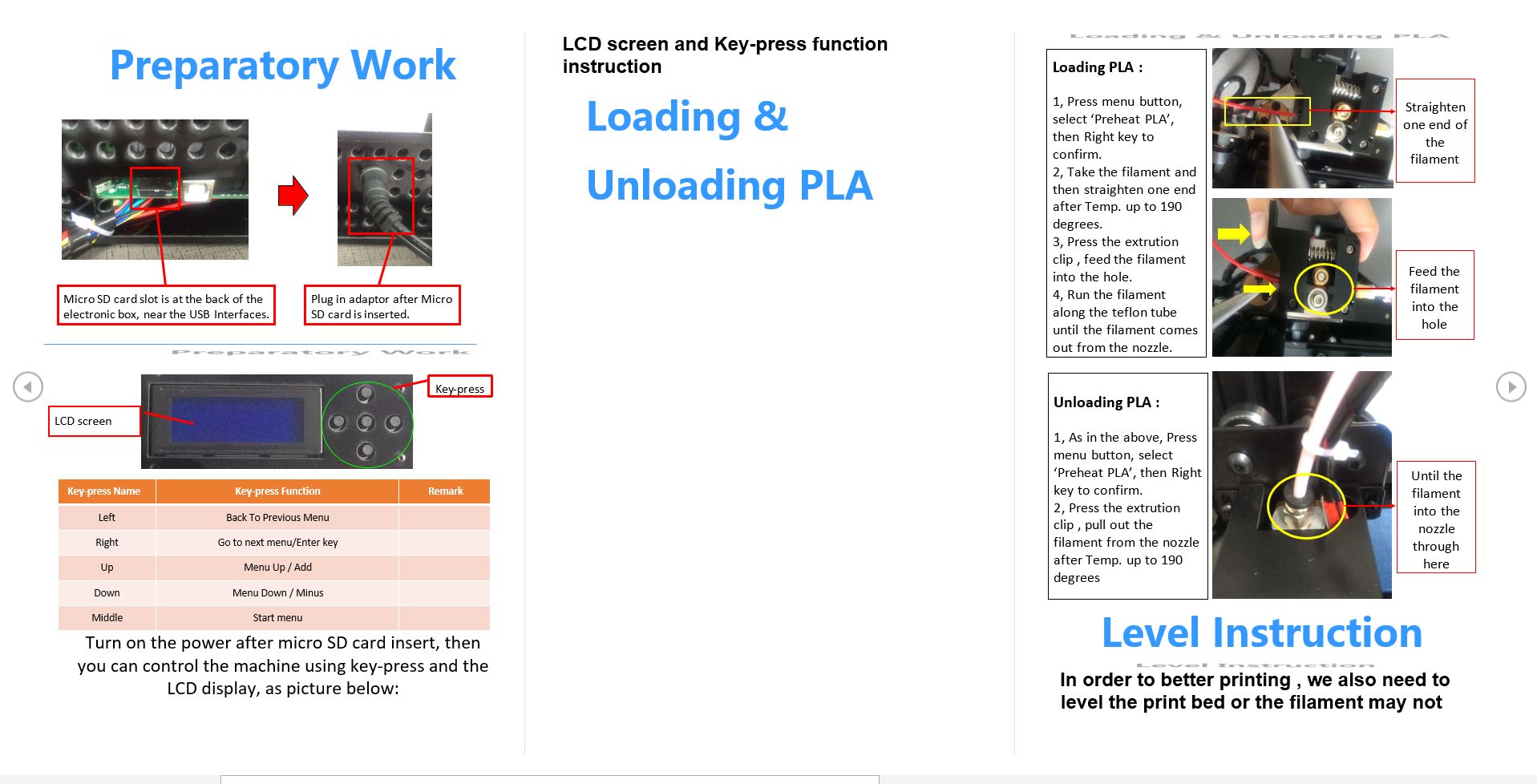
Еще в комплекте идет USB картридер с установленной в него 8 ГБ MicroSD картой, на которой находятся вся необходимая документация и софт.

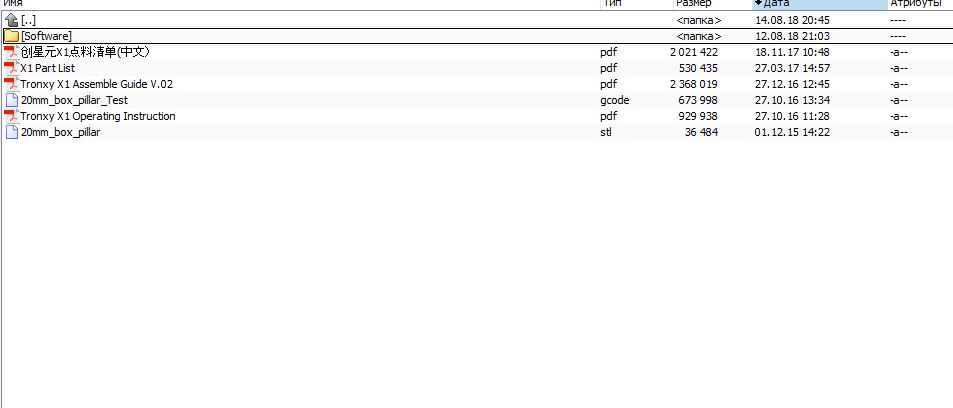
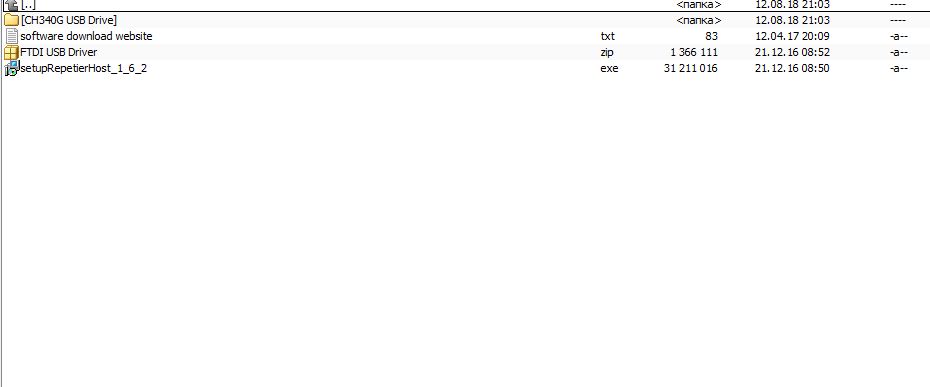
Содержимое флешки — инструкции по сборке и работе, список деталей, готовые модели для пробной 3Д печати. В папке Software — драйвера для принтера, редактор Repetier — Host для слайсинга и печати 3Д моделей и ссылка на сайт для скачивания последней версии редактора.
 |  |
Сборка
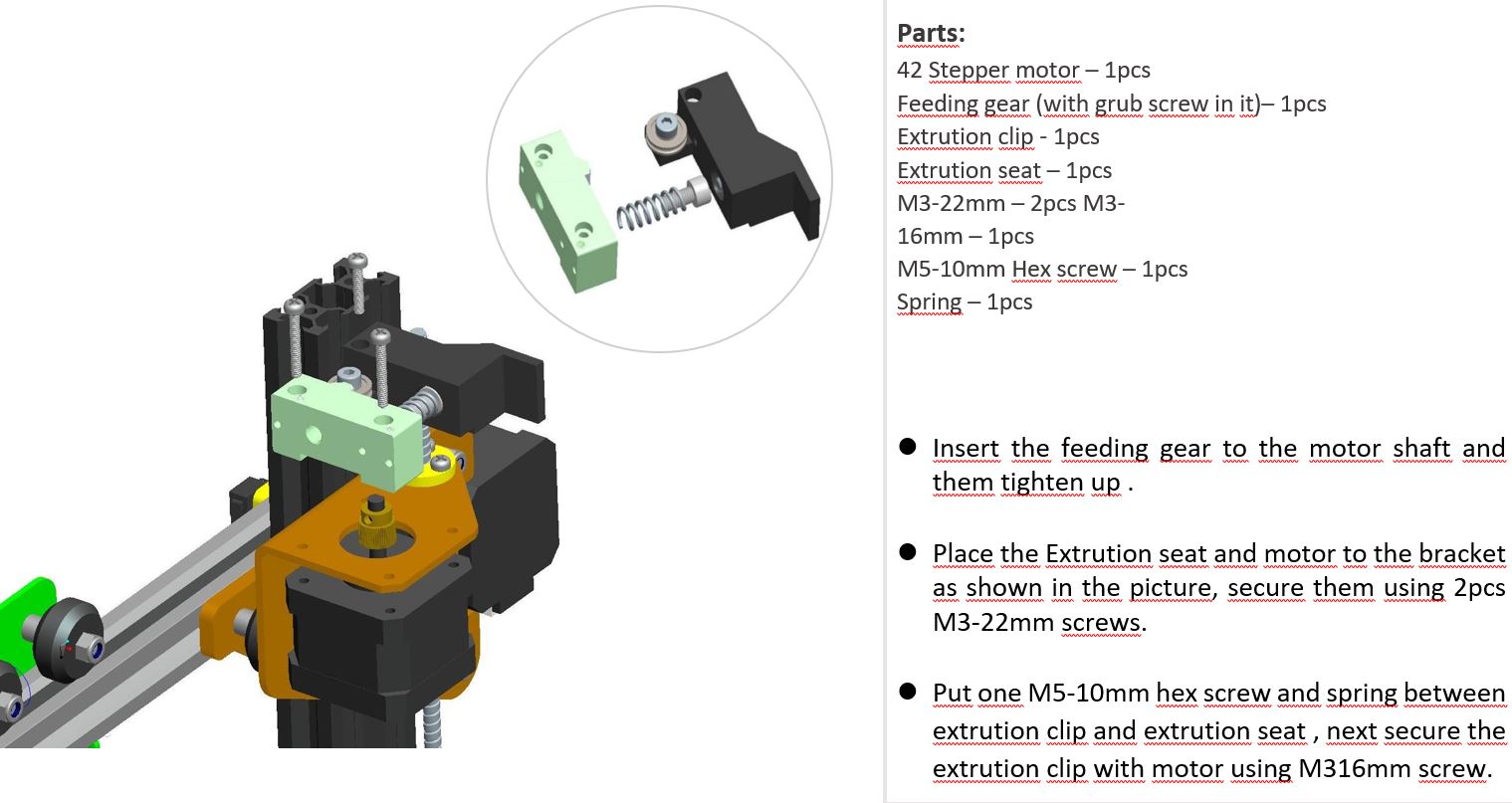
Собирается принтер, даже при отсутствии опыта, за 3-4 часа без спешки. Инструкция на английском языке, с картинками, все понятно и доходчиво.
 | 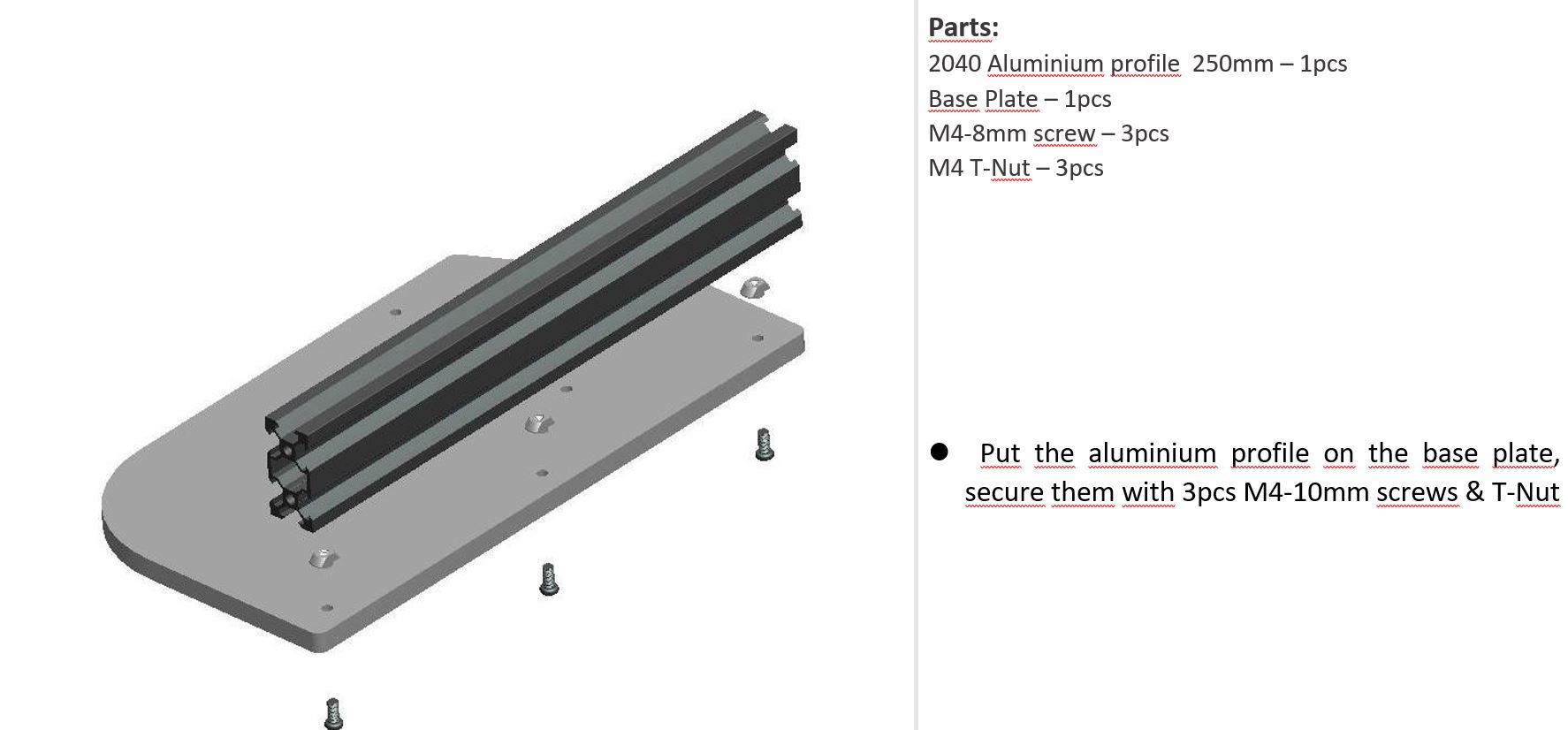 |
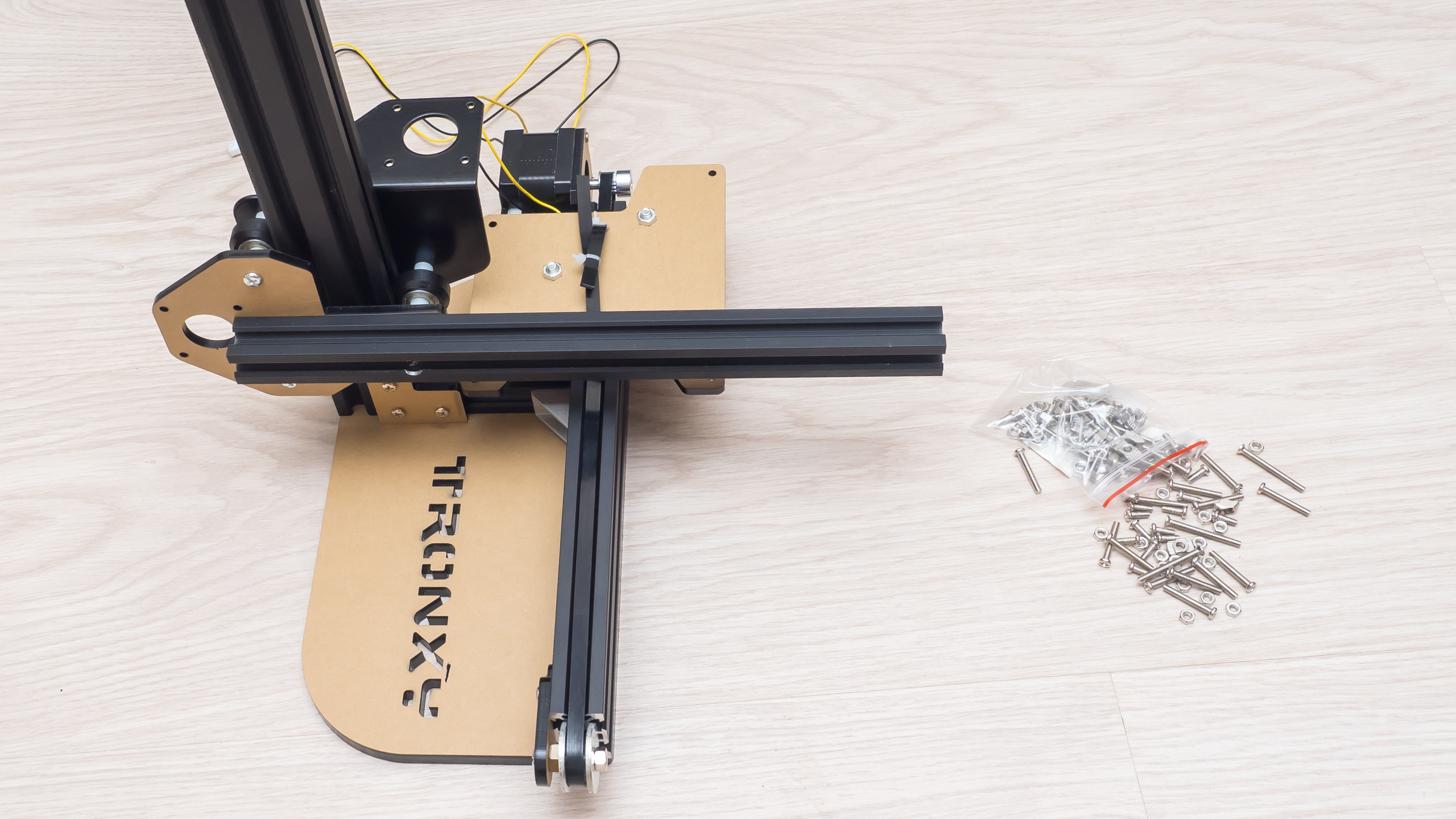
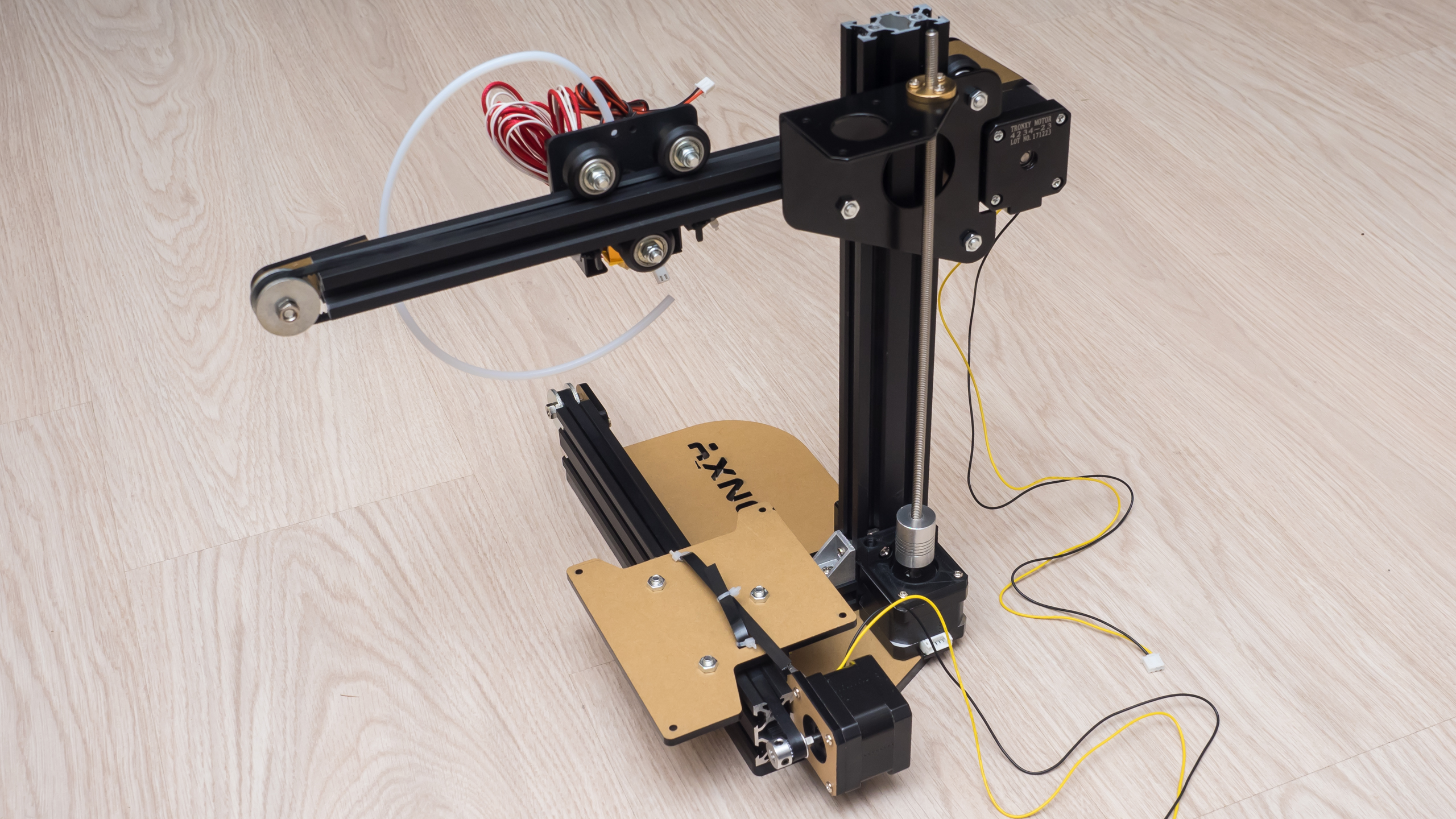
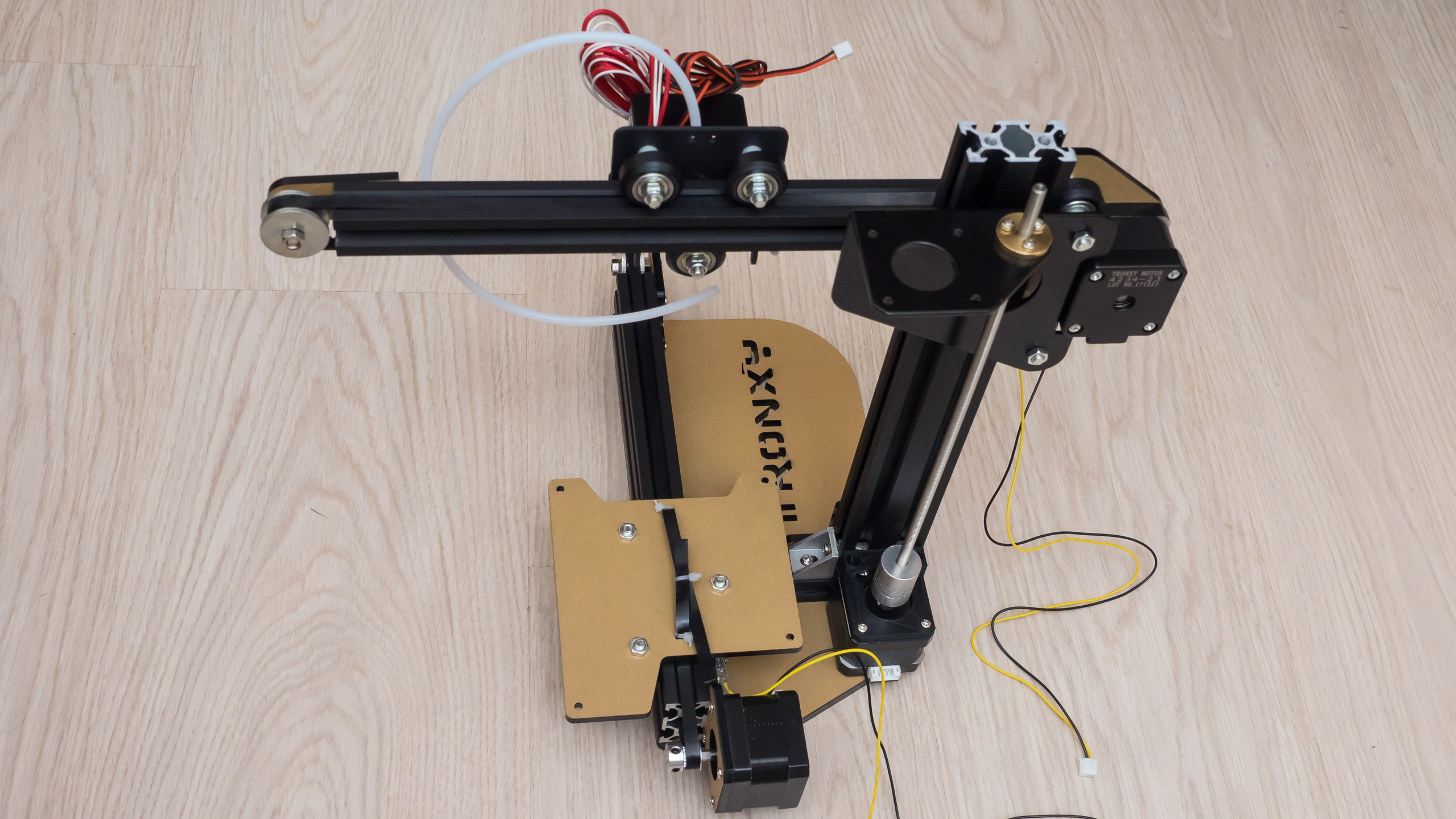
Просто делаем ровно то, что нарисовано в инструкции шаг за шагом.
 |  |
Сразу хочу обратить внимание, что при установке движущихся блоков заметен значительный люфт, все же это бюджетная модель.
 | 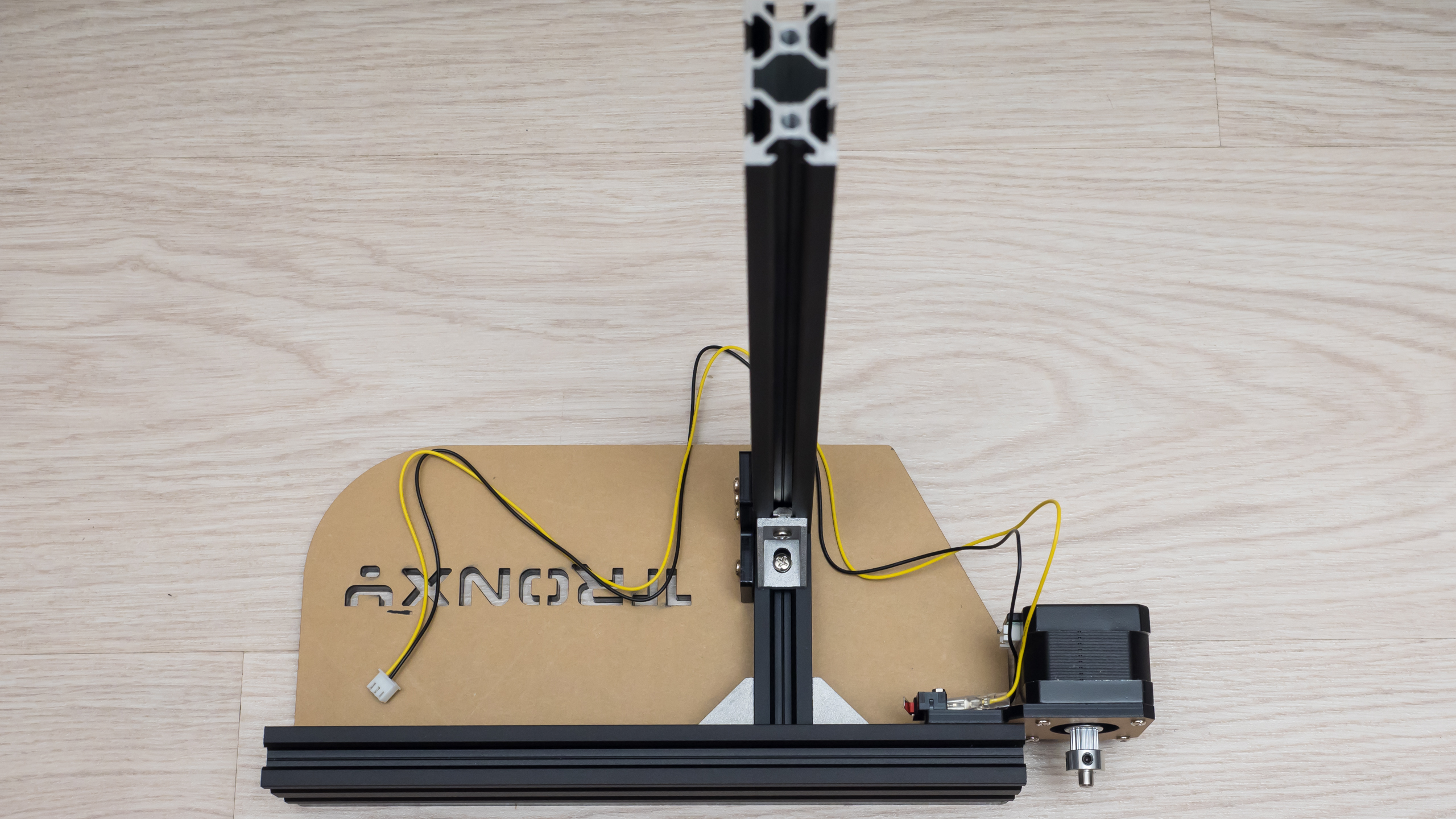 |
Я избавился от люфта довольно просто — наращивал внешний диаметр роликов при помощи разрезанной вдоль изоленты.
 | 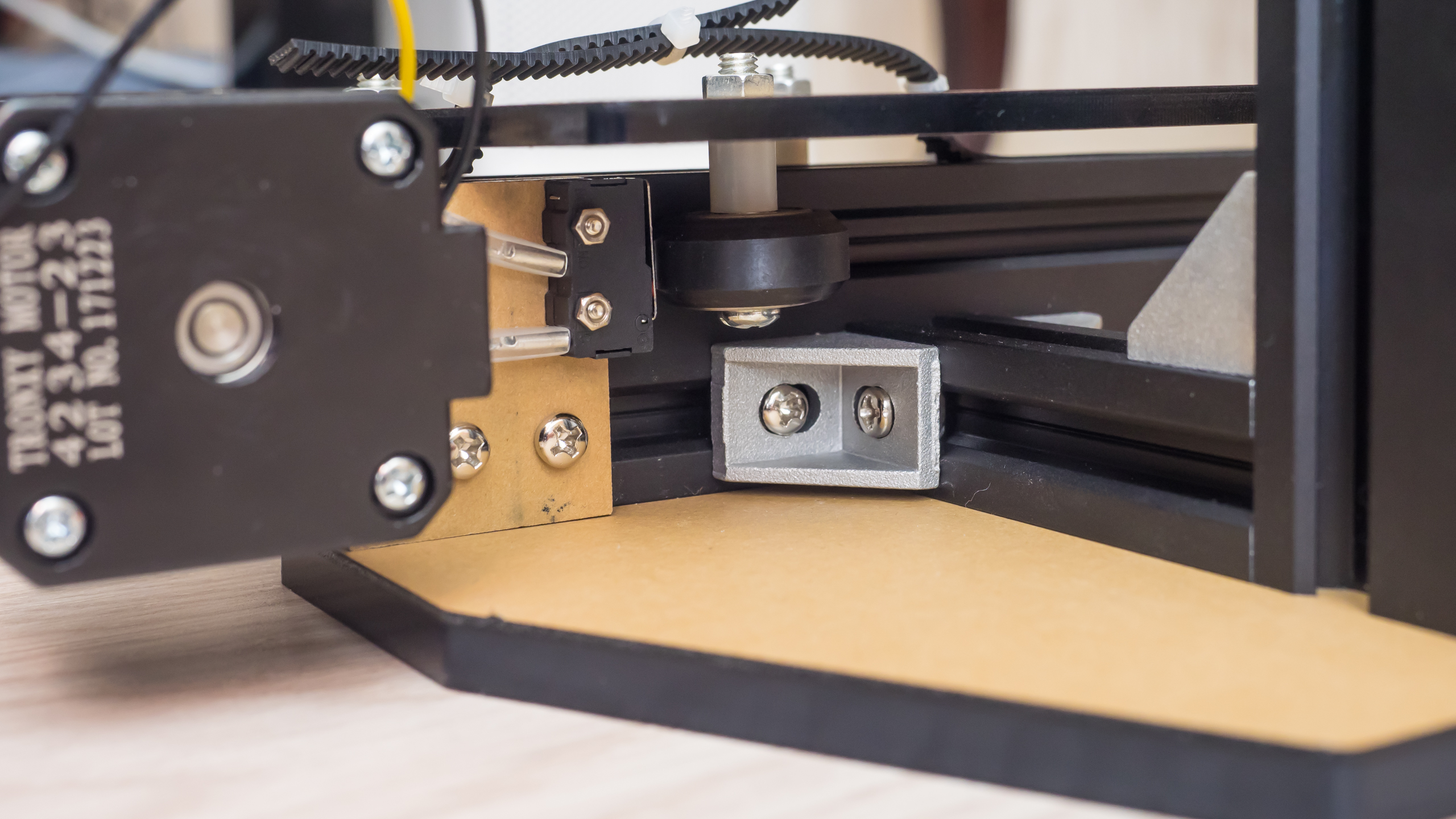 |
Так я исправил люфт на оси X и Z. Сама печатающая головка — не люфтит.
 |  |
При установке резиновых ремней ставим натягивающие блоки с роликами не в самом конце алюминиевых профилей, а ближе. А уже после того как ремни закреплены на печатном столе или головке — перемещаем блоки к концу, натягивая ремень и фиксируя блок винтами.
 |  |
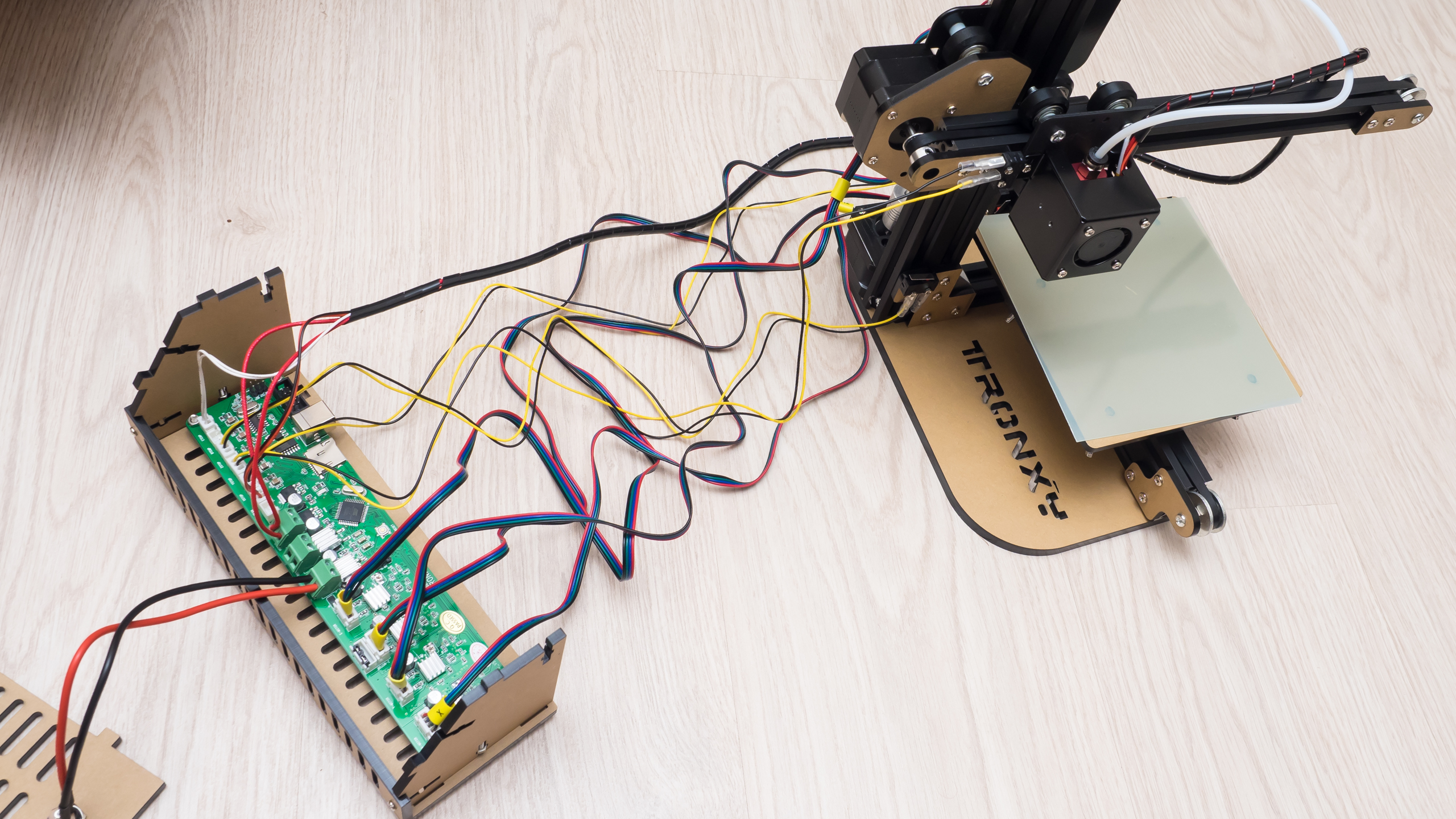
Последним — 26 — шагом, идет сборка модуля управления — материнская плата устанавливается в корпус. Но перед тем как собрать корпус, нужно подключить все провода, делать это удобнее в самом начале сборки модуля.
 | 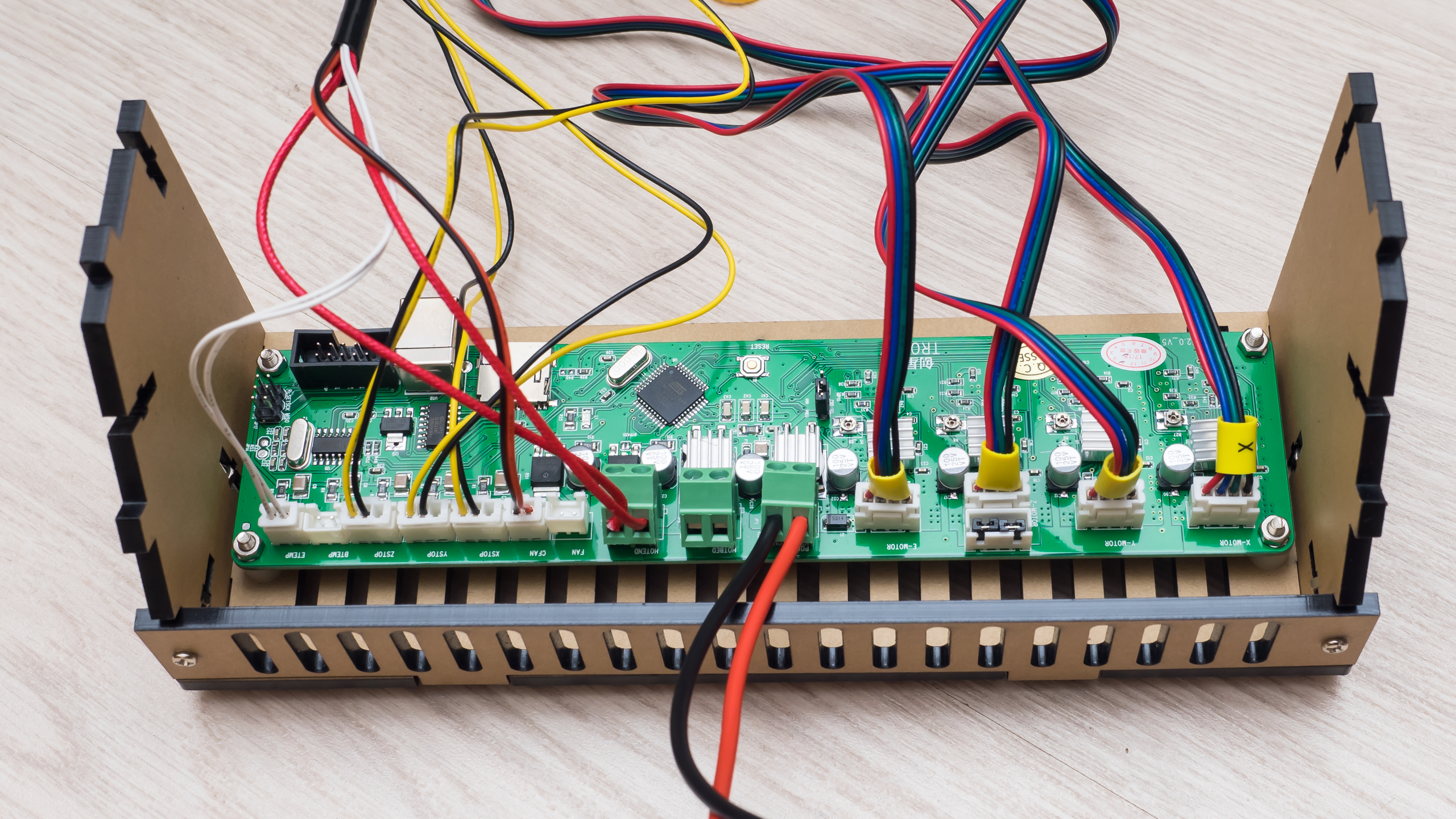 |
Заключительный этап сборки — провода. Их довольно много, и, чтобы не мучиться, я сразу упаковал их в комплектный пластиковый короб-жгут. Его хватает на упаковку всех кабелей от модуля управления к принтеру.
 |  |
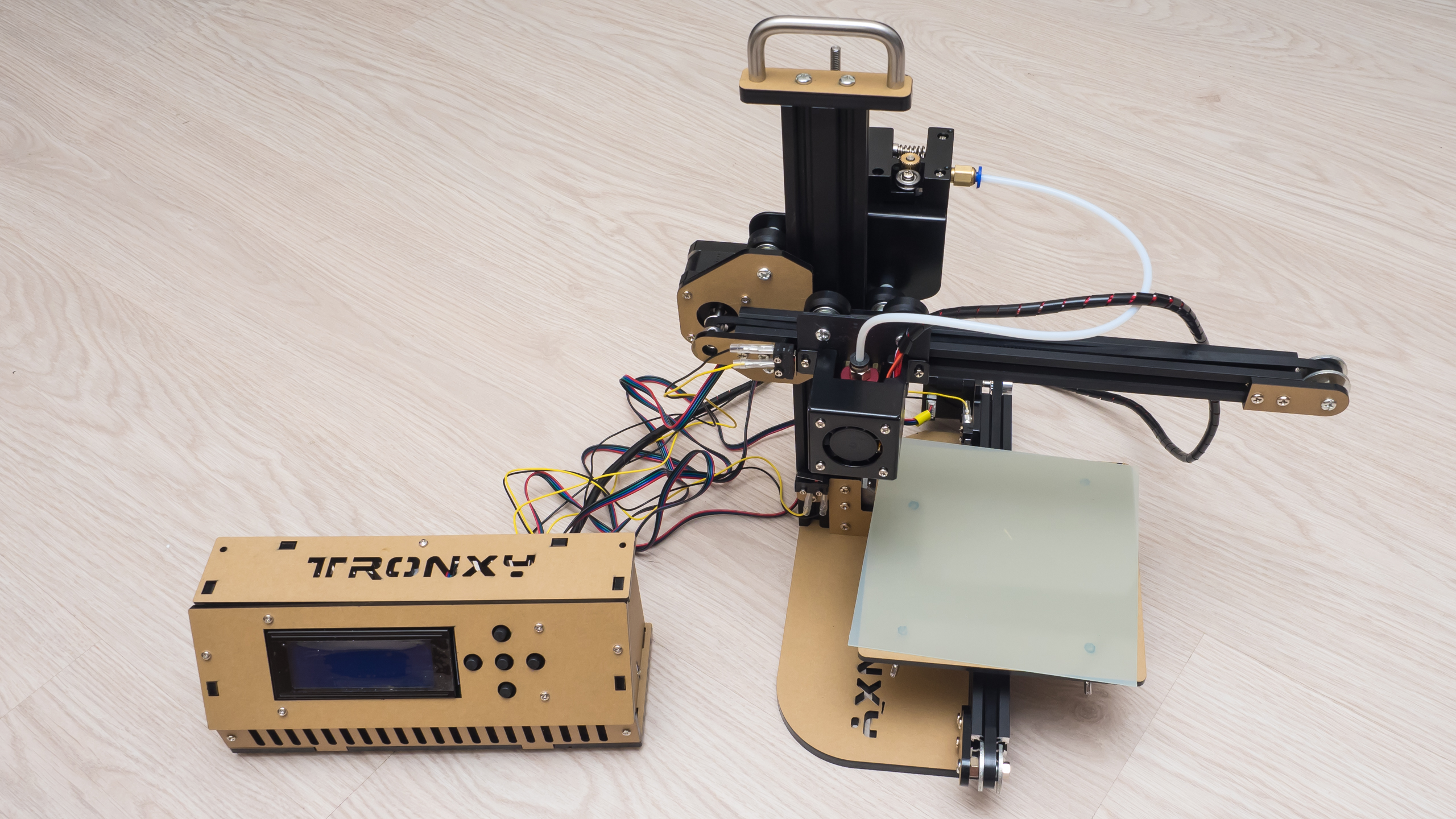
Наконец сборка завершена. Я не сразу стал отклеивать защитную бумажную пленку от акрила, чтобы не поцарапать корпус во время сборки.
Загадочна душа китайского производителя. Щедрой рукой он насыпал крепежа, которого с лихвой хватило и еще много осталось, но при этом вместо одного тестового прутка PLA пластика для печати мне достался пакет с обрезками. Я даже не знаю, как это адекватно прокомментировать.
 |  |
Первое включение
Первое включение принтера — для того, чтобы убедиться, что он работает и все прошло успешно.

 | 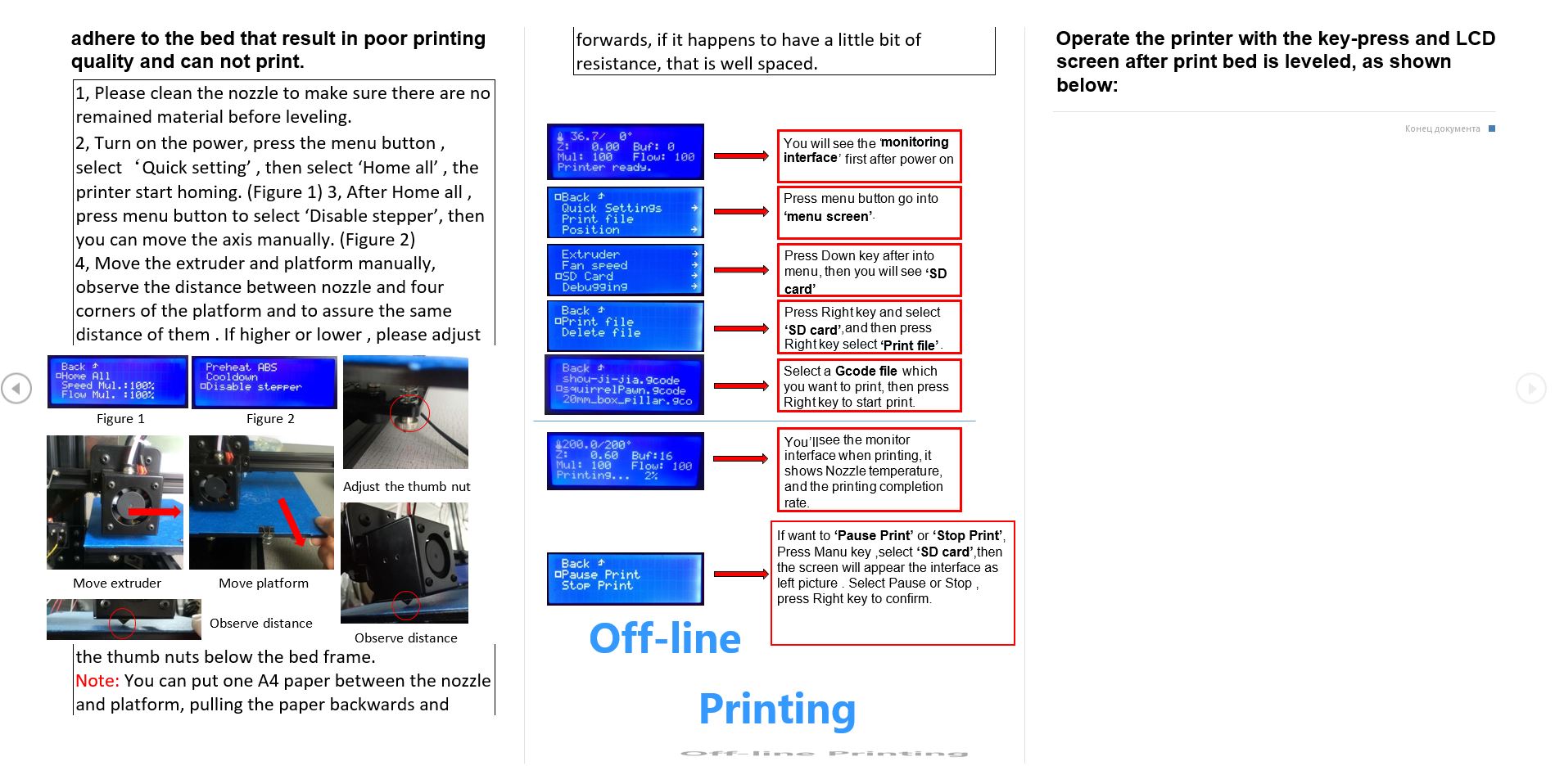 |
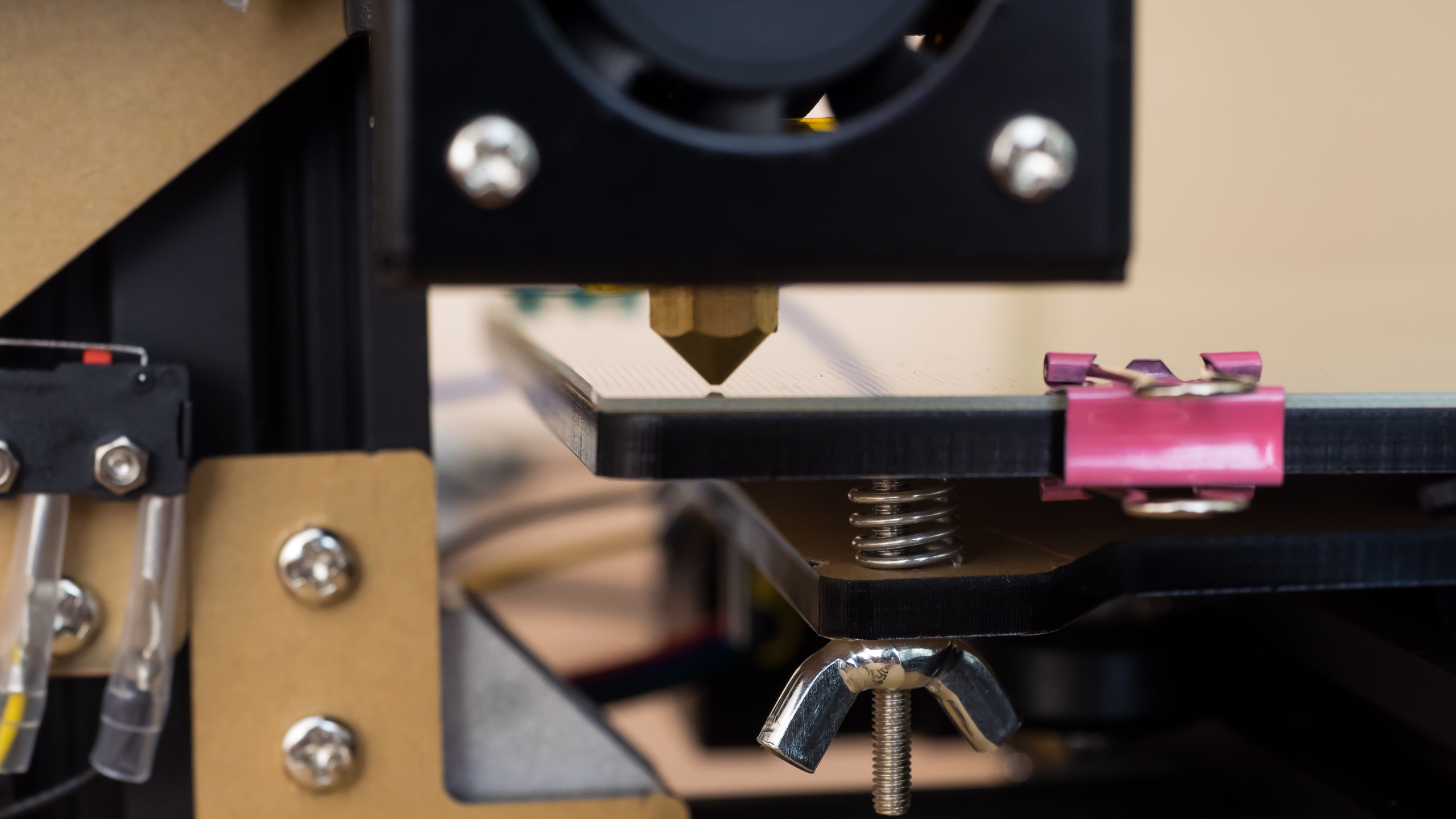
Далее — настройка стола. Печатающая головка вручную выставляется чуть-чуть выше стола, под это положение подгоняется концевой выключатель. Далее, так же вручную, под установленную в 0 головку, подгоняется при помощи винтов и пружин столик для печати, так, чтобы между соплом и столом внатяг проходил лист бумаги. Для всех углов.
 |  |
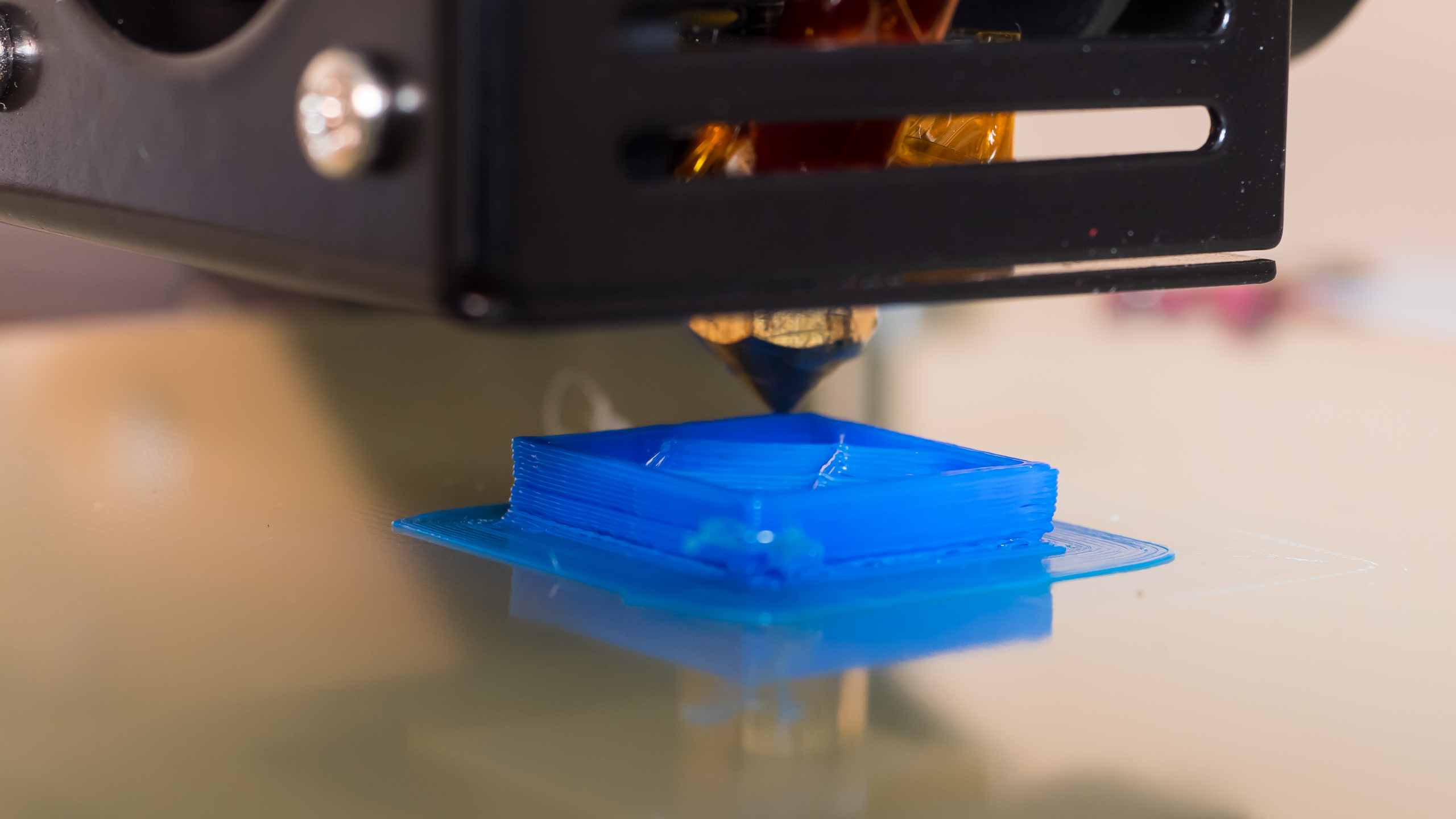
Из-за того, что мне достались огрызки прутка вместо целого куска, мне пришлось ограничиться только тестовой печатью. Для нее я использовал пример gcode файла из флешки. Сначала принтер разогревает сопло, довольно быстро. Печать начинается с небольшой подложки, по площади чуть большей, чем создаваемый предмет. Процесс печати выглядит завораживающе, сначала головка печатает внешние стенки, потом внутреннюю укрепляющую конструкцию.
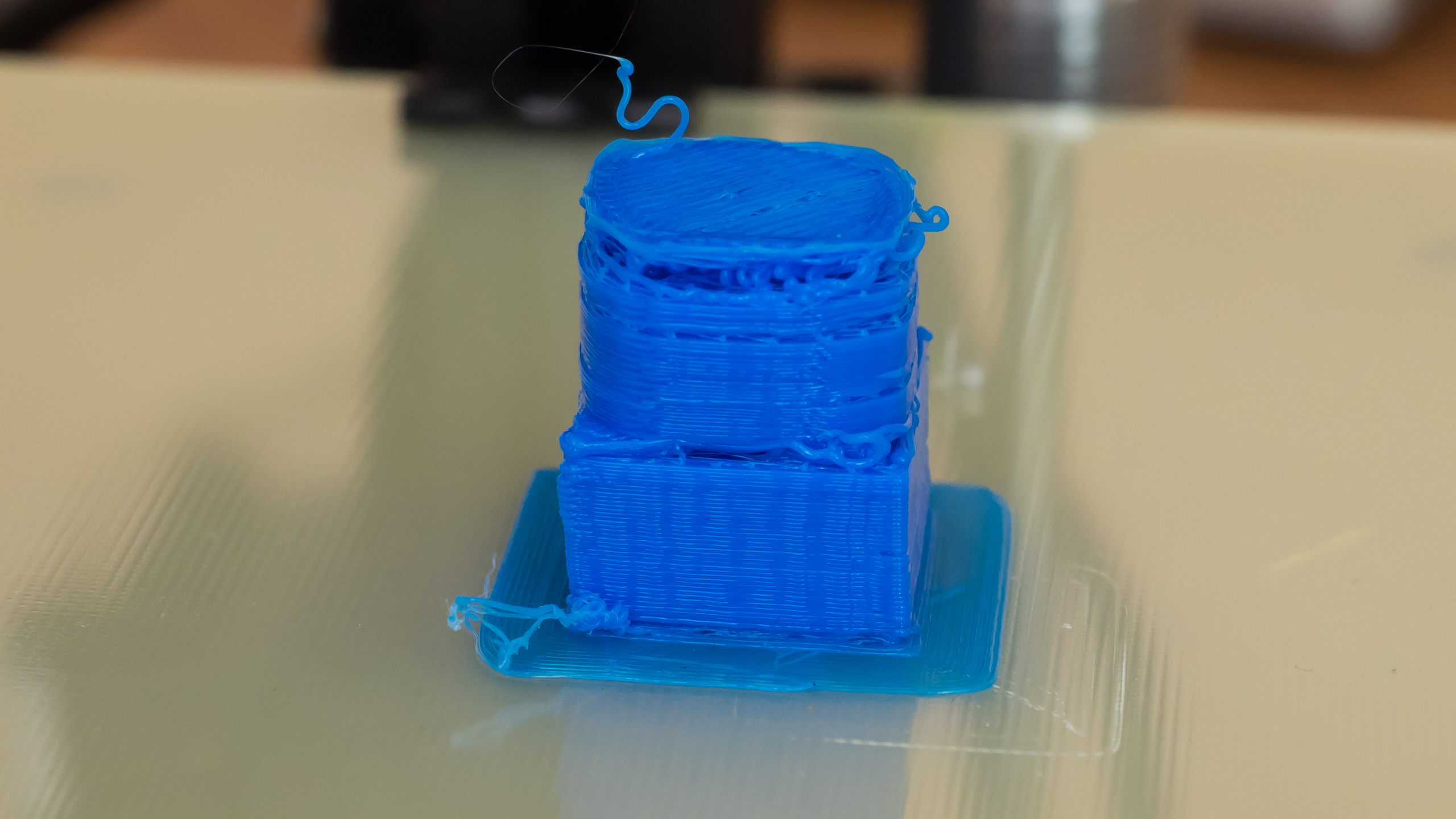
Первый блин, конечно, комом. Изначально я не совсем ровно установил принтер, из-за чего поехала геометрия, а во-вторых, приходилось вручную подпихивать куски прутка, из-за чего страдала непрерывность подачи, что мгновенно сказывалось на детали — в некоторых местах головка проходила просто вхолостую.
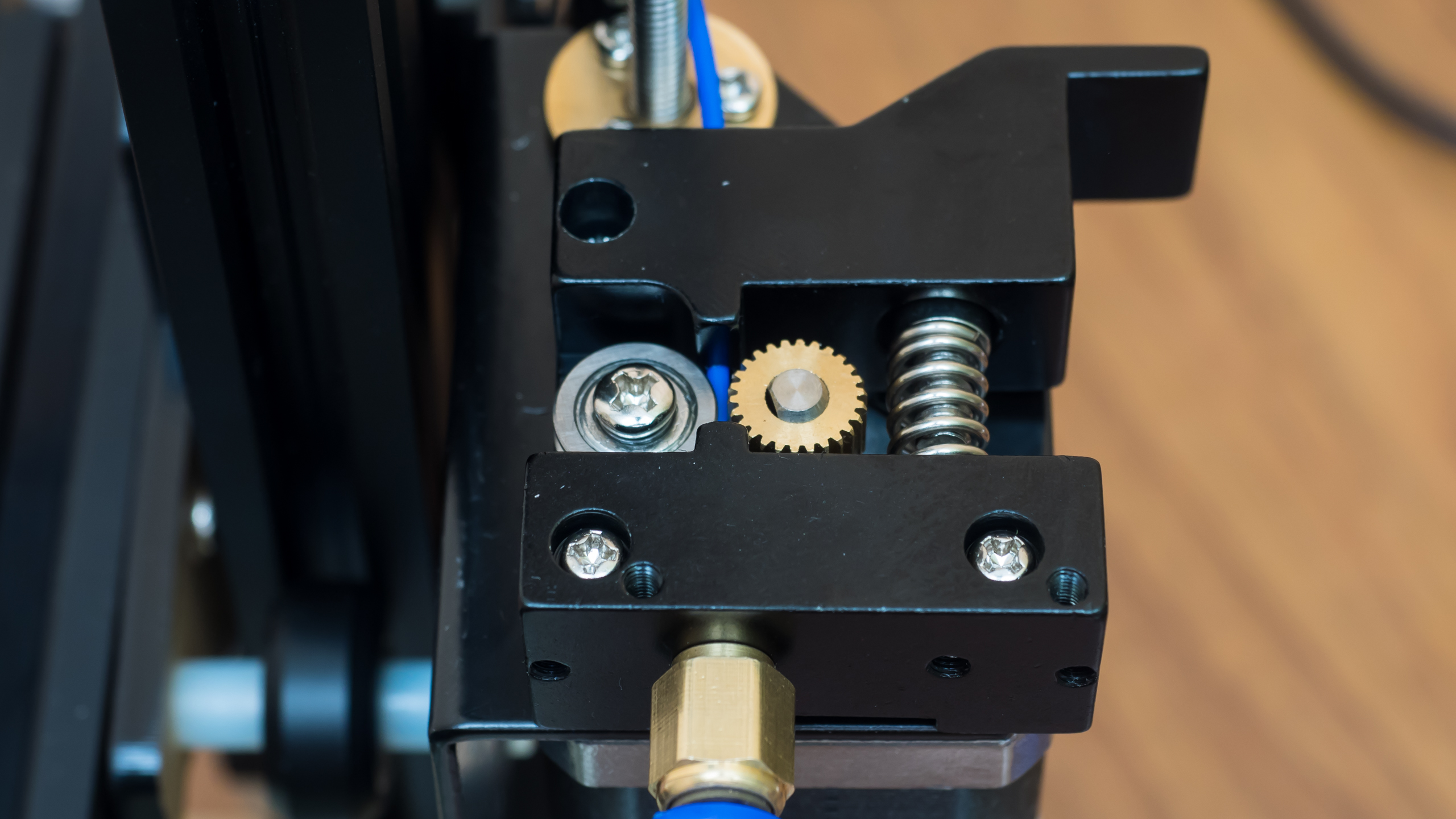
Сразу на этих же огрызках я сделал еще одну попытку — принтер уже стоит ровно, и я немного наловчился с прутками, далеко не идеал, но намного лучше. Кстати при печати потребляется 60 Ватт энергии. Надо обращать внимание на шестеренку прутка — установить при помощи винта так, чтобы не проскальзывало и не стопорилось от излишнего усилия.
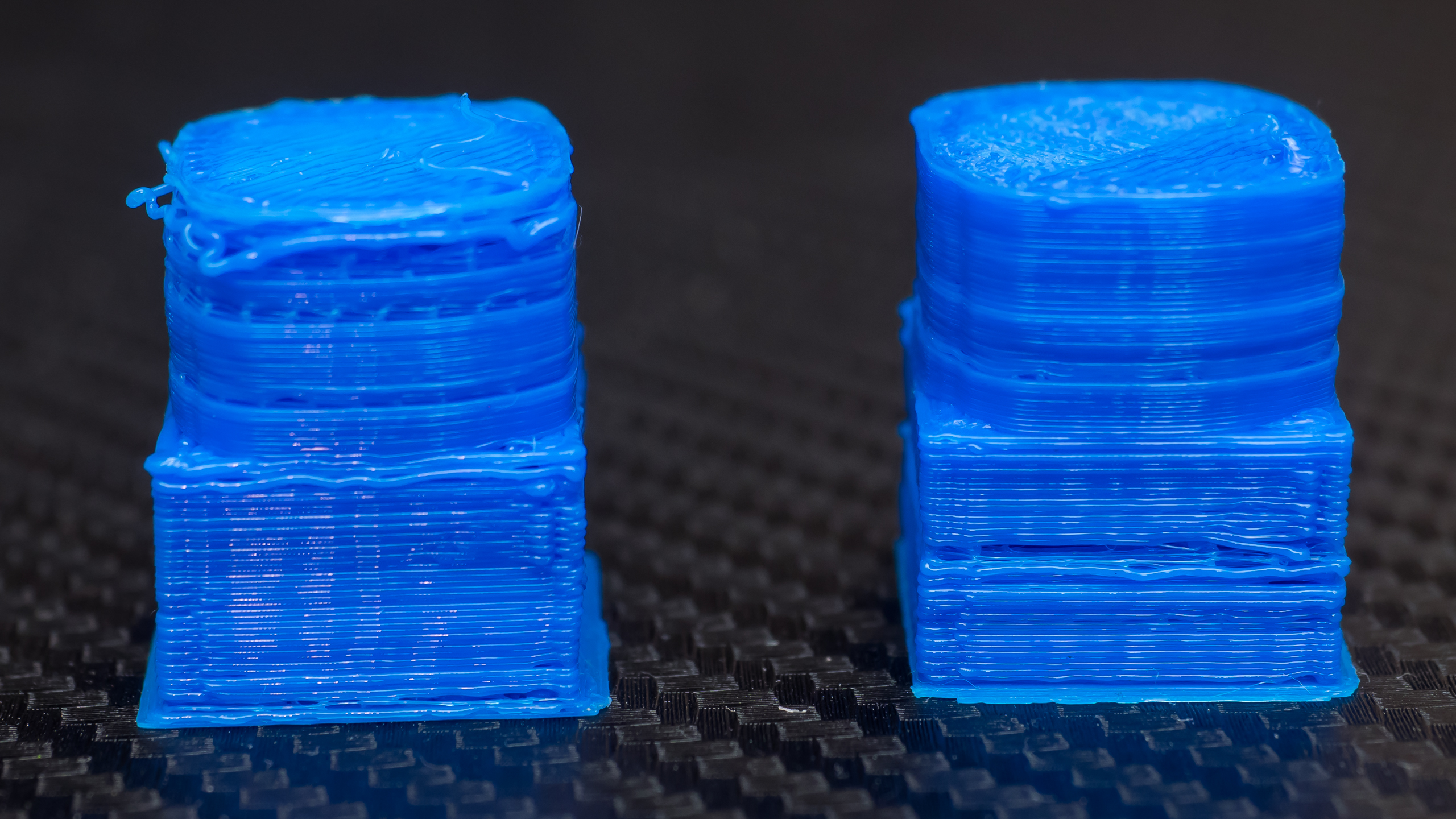
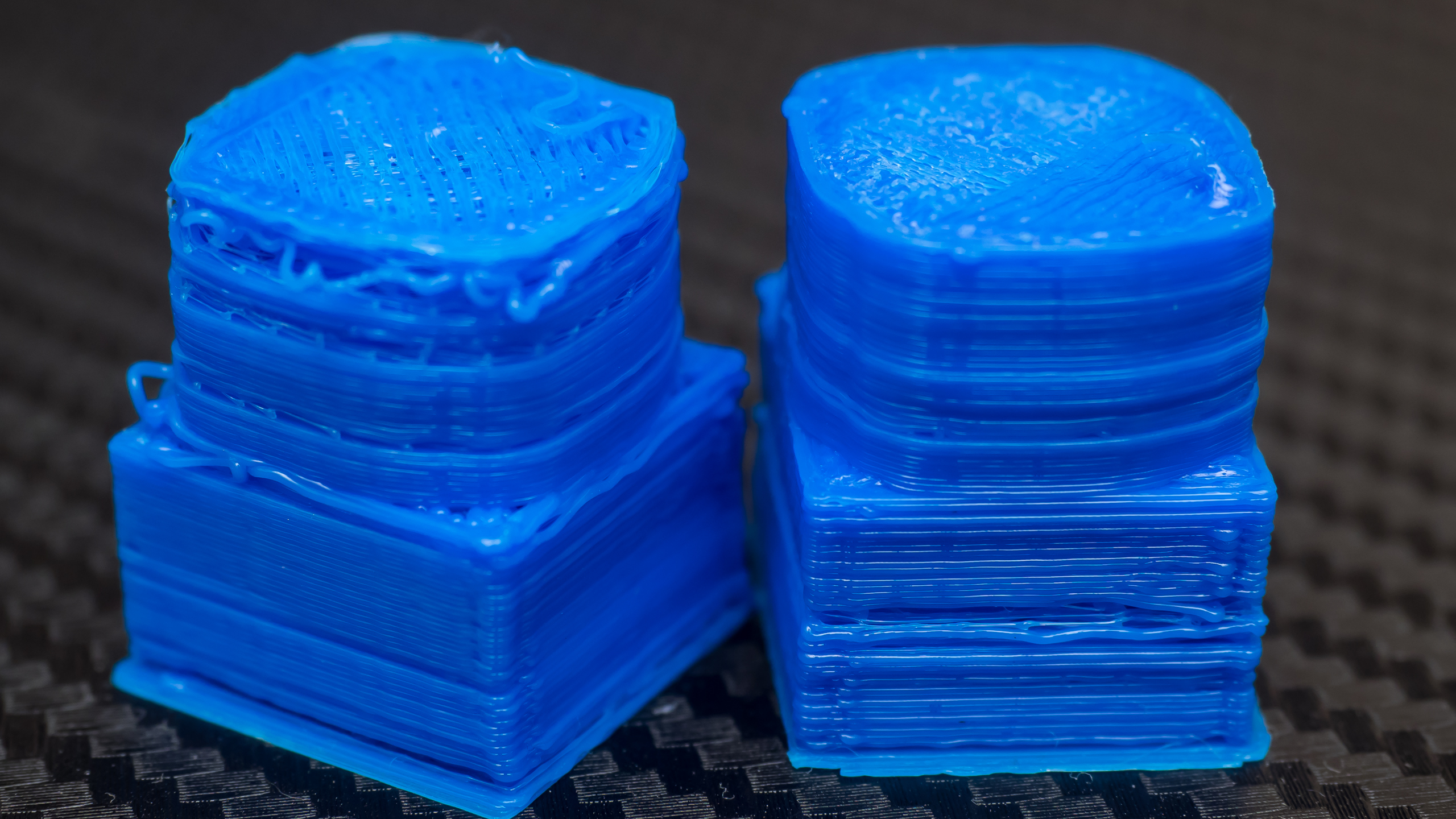
Сравнение деталей первого теста, PLA пластик
Первая деталь, заметно скошены в сторону вертикали, пропуски из-за неравномерности подачи кусков пластика. Удачные слои выглядят вроде неплохо.
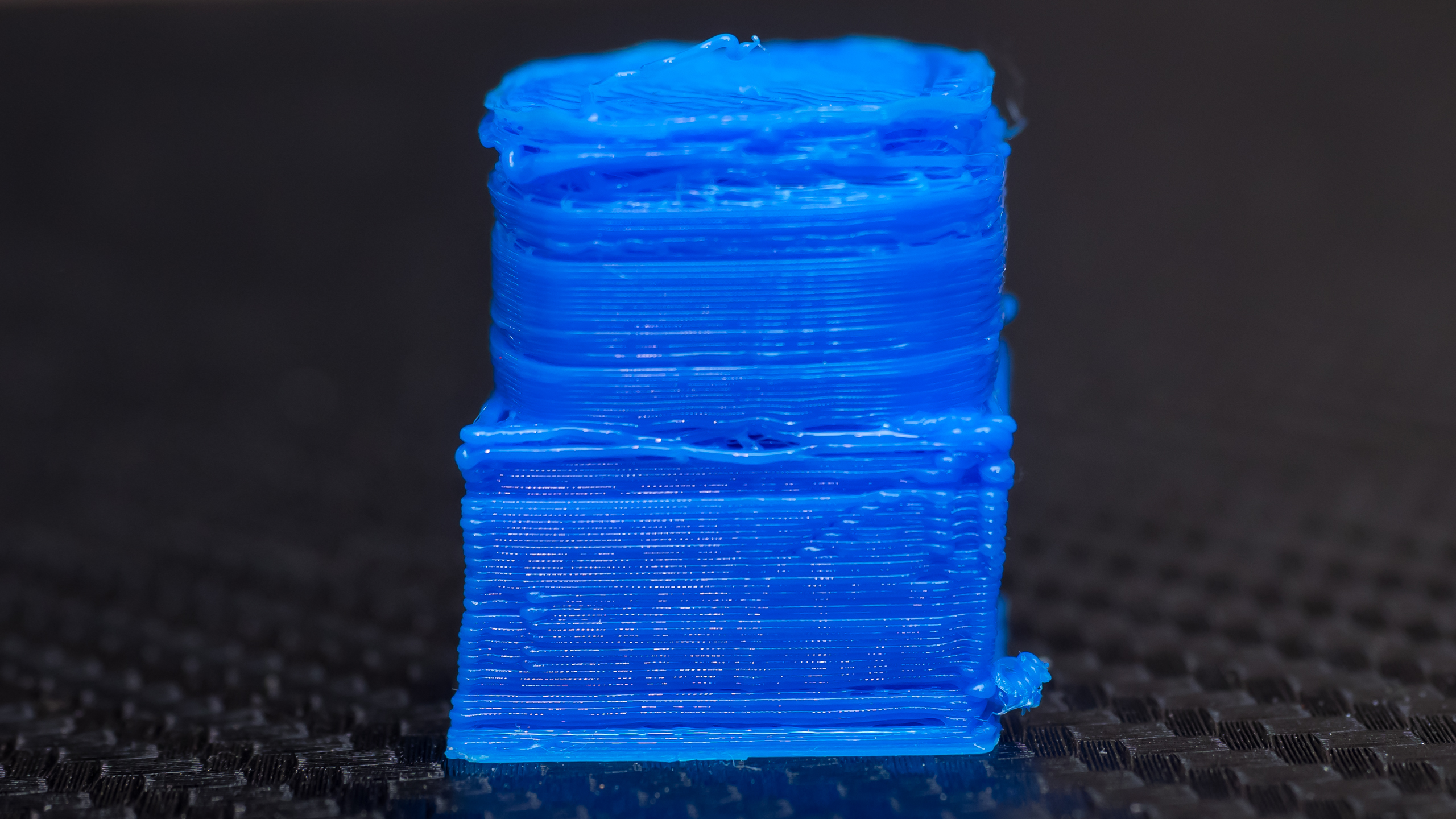
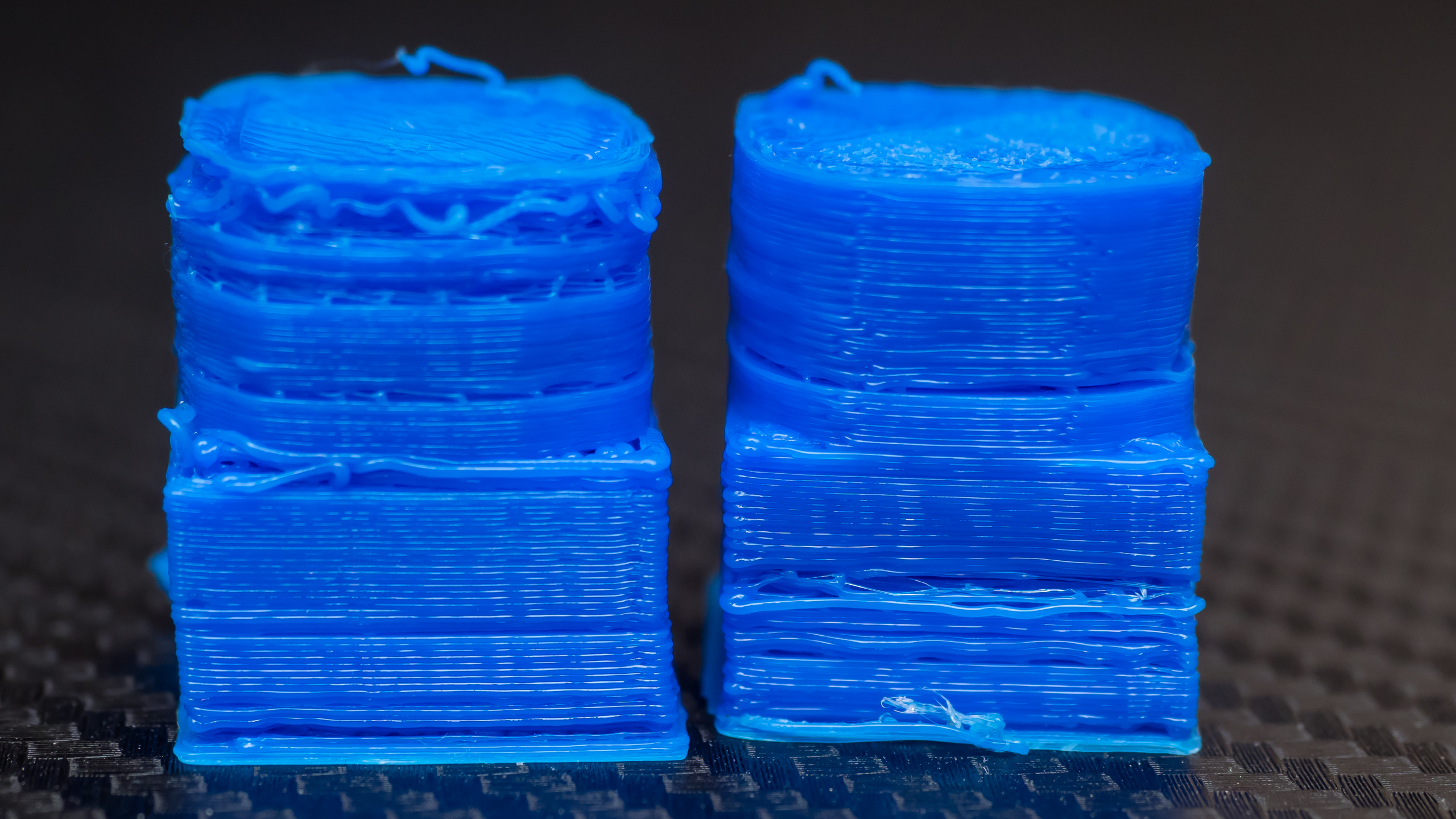
Ракурс с самой неудачной стороны тестовой детали, большие пропуски, а затем “колбасы” пластика, который начинал выходить просто в воздух.
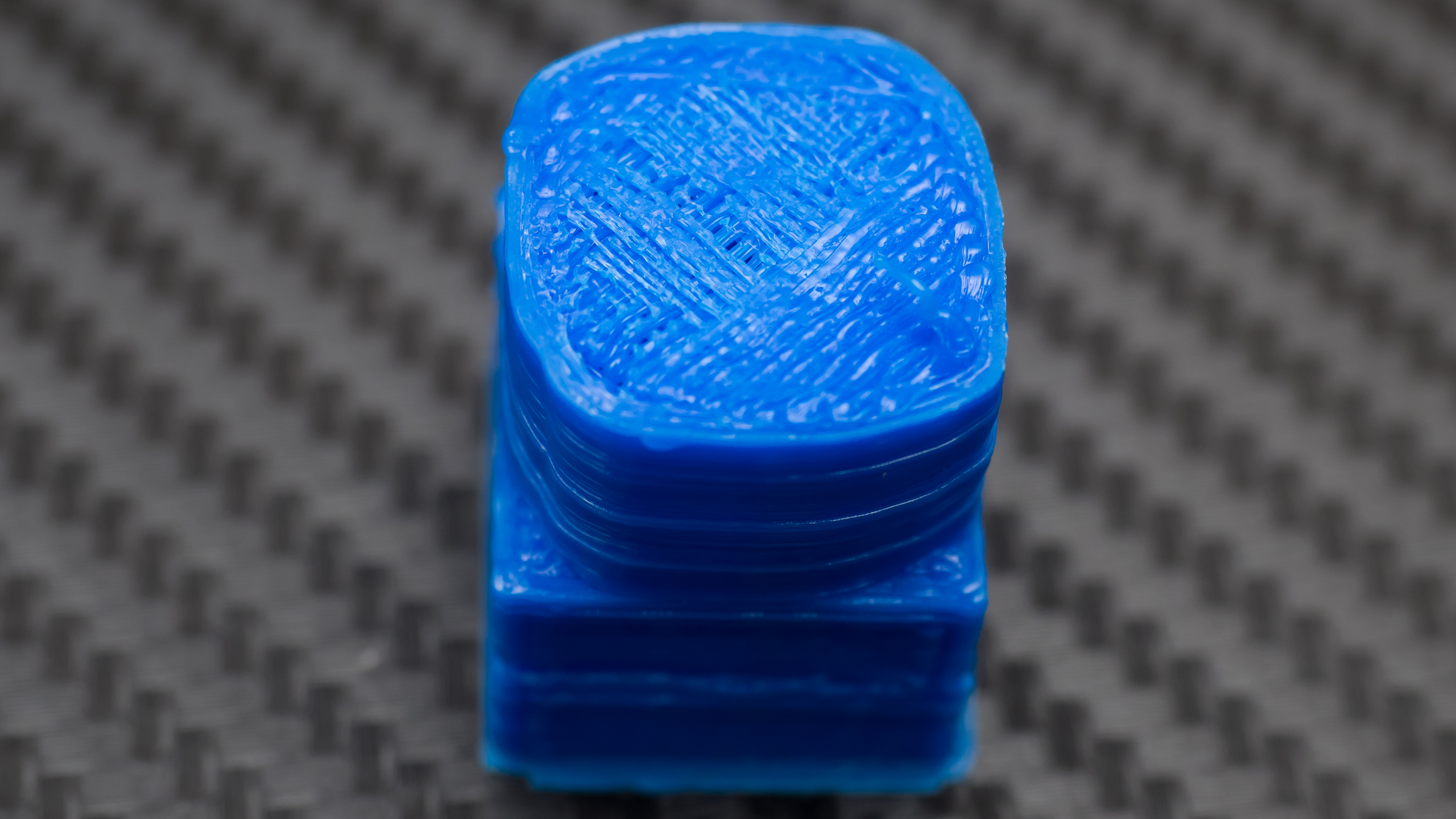
Заливка верхней части детали, также видны провалы на месте отсутствия пластика.
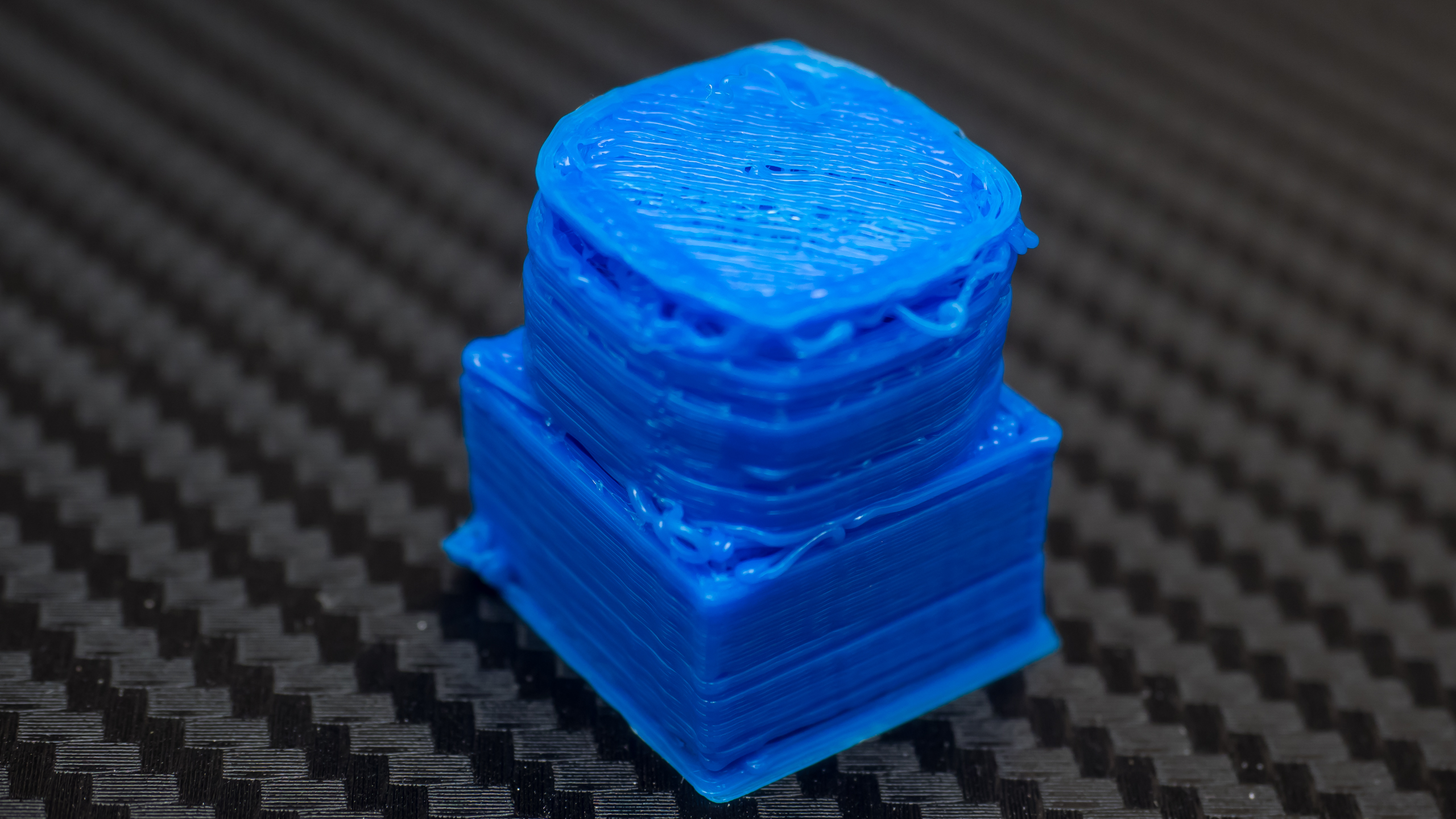
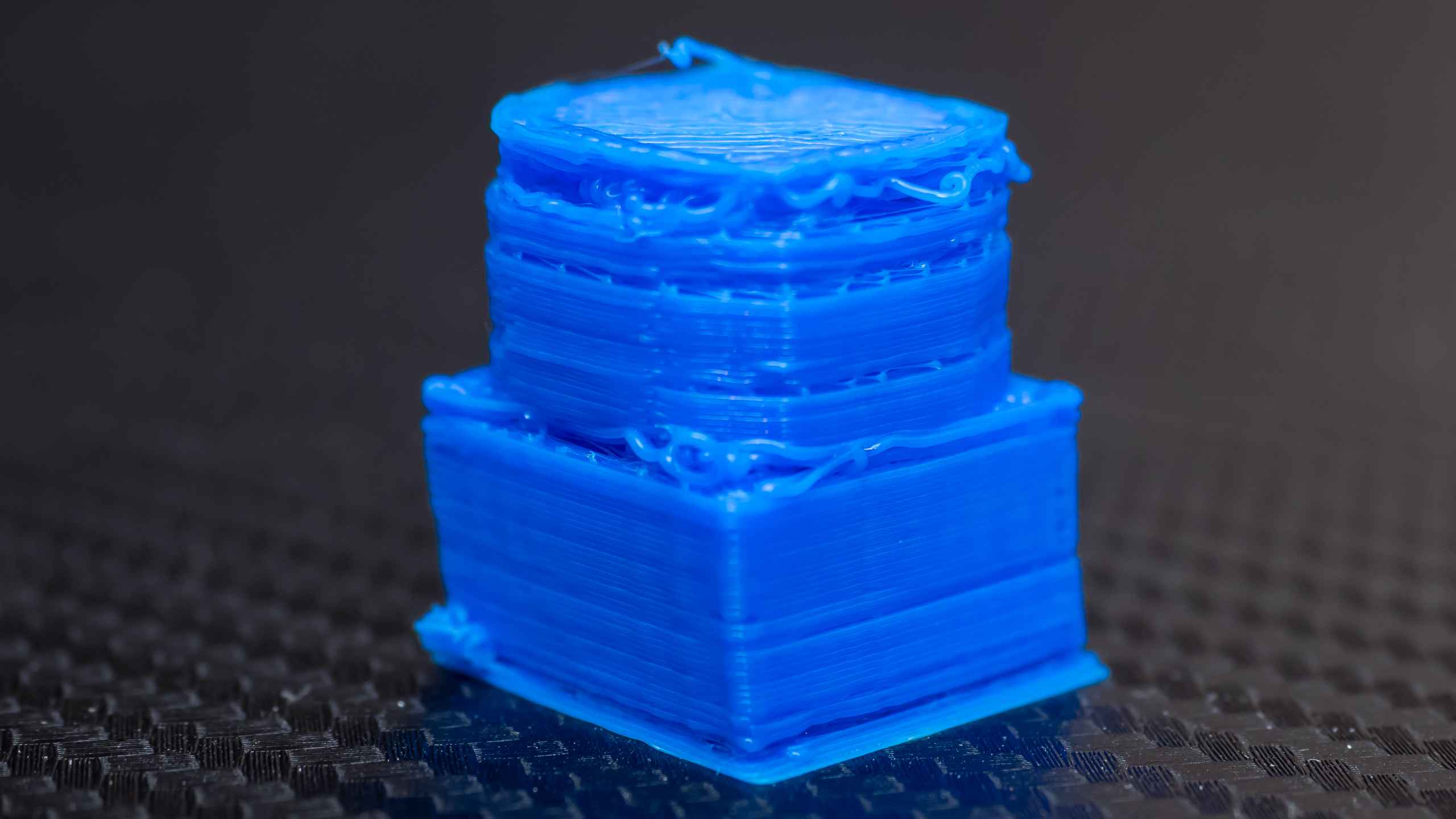
Повторная распечатка справа — геометрия уже нормальная, тренировка на первой детали дает знать, пропусков намного меньше.
Нормальный переход от квадратного сечения к округлому, верхняя часть детали практически без изъянов.
Верхняя часть, кусок пластика закончился, немного не дойдя до половины заливки. Но там часть, что успела напечататься — выглядит неплохо.
Наиболее неудачная сторона детали — прекращение подачи в течении секунды сразу же необратимо губит деталь.
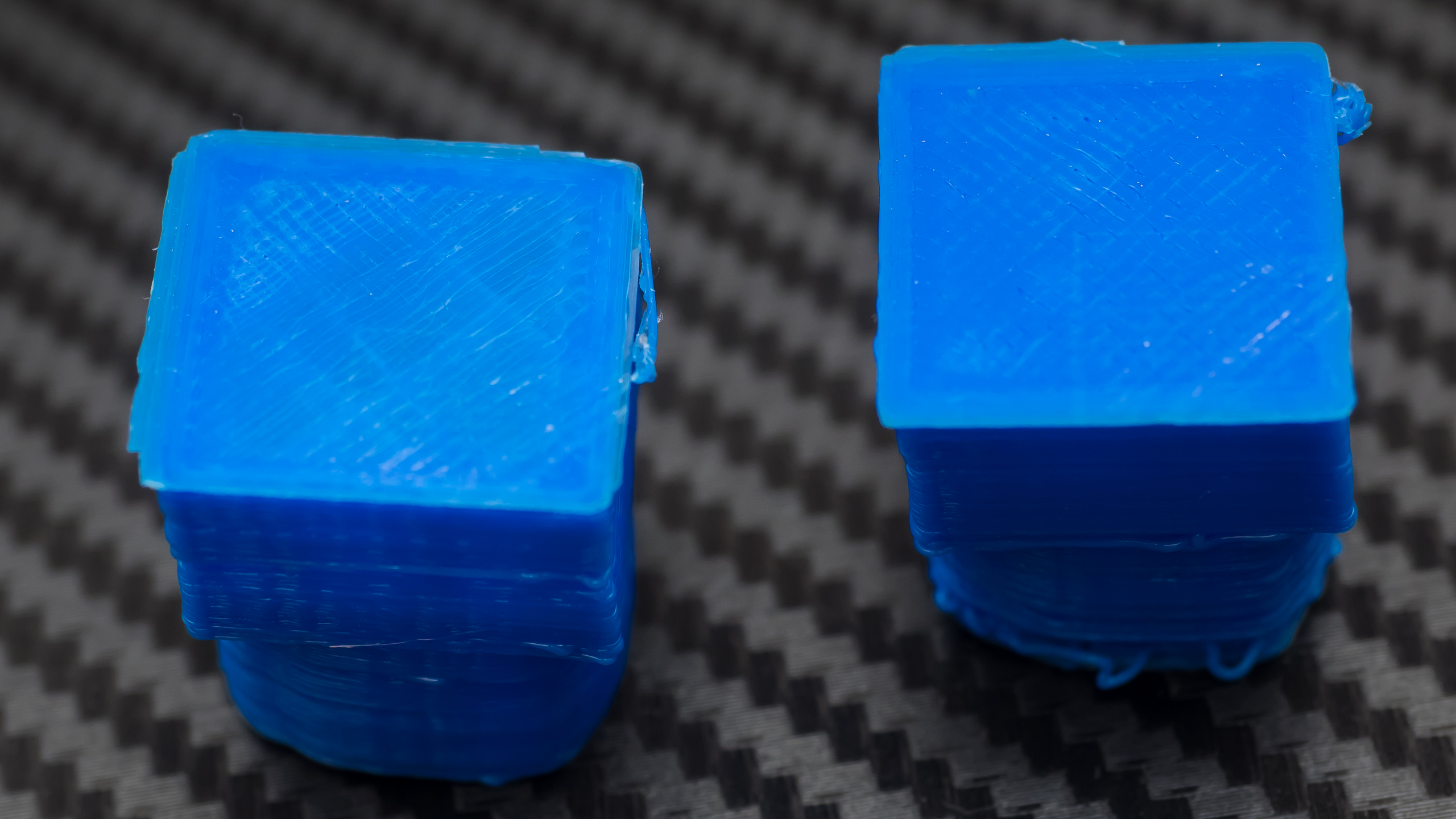
Сторона, находящаяся на печатном столе, на ощупь идеально гладкая. Кстати, от стола отлипает без особенных усилий.
Видео версия обзора до этого момента
Опыты с ABS пластиком
Я конечно слышал, что без стола с подогревом не стоит ждать хорошего результата от печати ABS, но подумал — что не космическую же ракету печатаю, попробую взять на пробу полкило ABS.
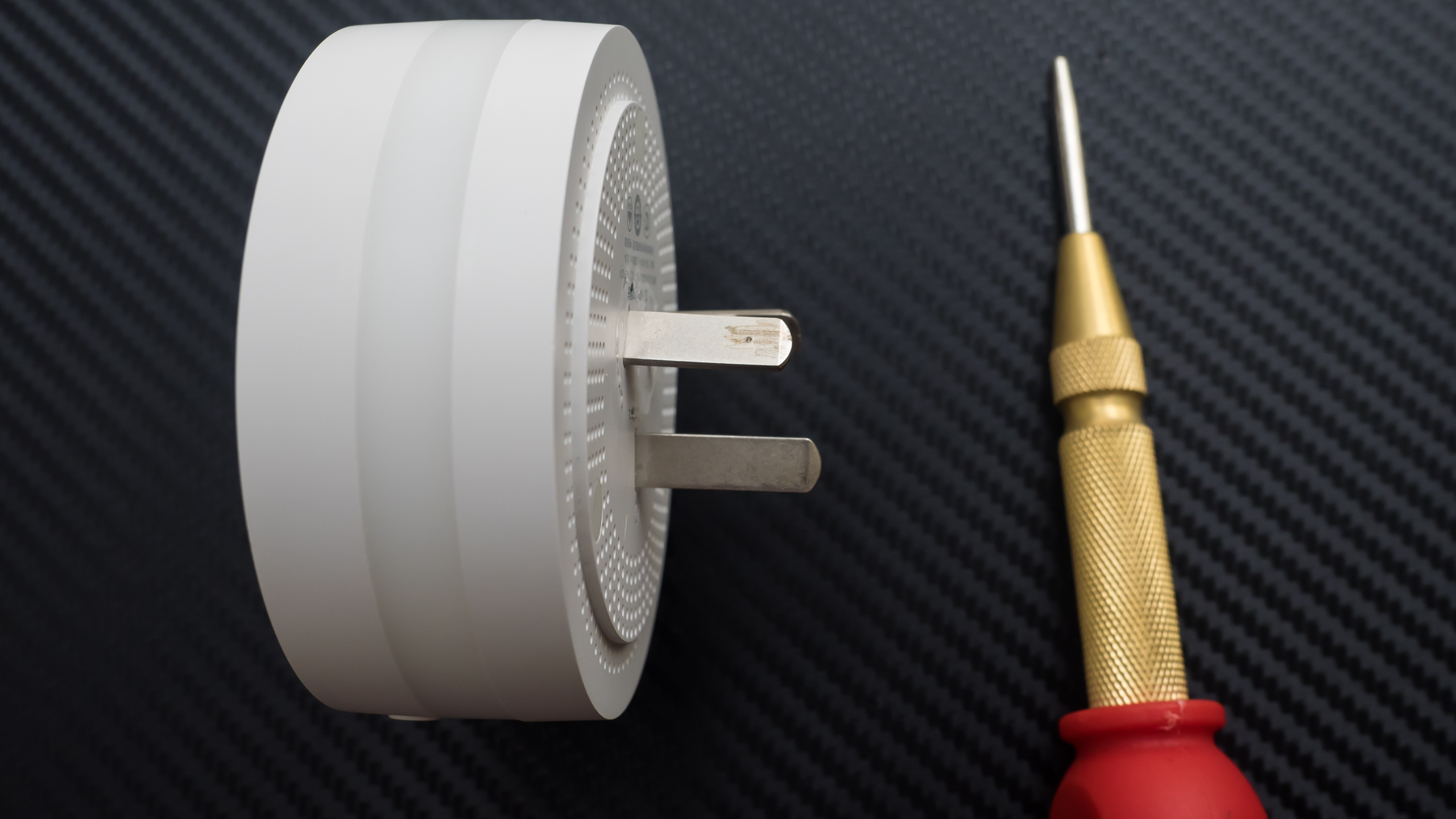
Эксперименты начались не только с разными типами слайсеров, но и с разными поверхностями стола. Здесь мои попытки распечатки переходника под евророзетку для тройной китайской вилки шлюза Xiaomi.
На фото ниже (левое фото нижняя часть, правое — верхняя) — слева направо слайсер Cura, настройки по умолчанию на комплектном столе, выставлено (кроме параметров принтера) только температура нагрева, слайсер Slic3r — немного уже поковырял настройки печать на малярный скотч, и снова Cura, уже более вдумчивые настройки — заполнение поднято до 30%, все максимальные скорости выставлены до 40 мм/сек — на малярный скотч с нанесенным на него клеем ПВА (надо дождаться высыхания). Пока это лучший результат, но конечно далек до идеала.
 |  |
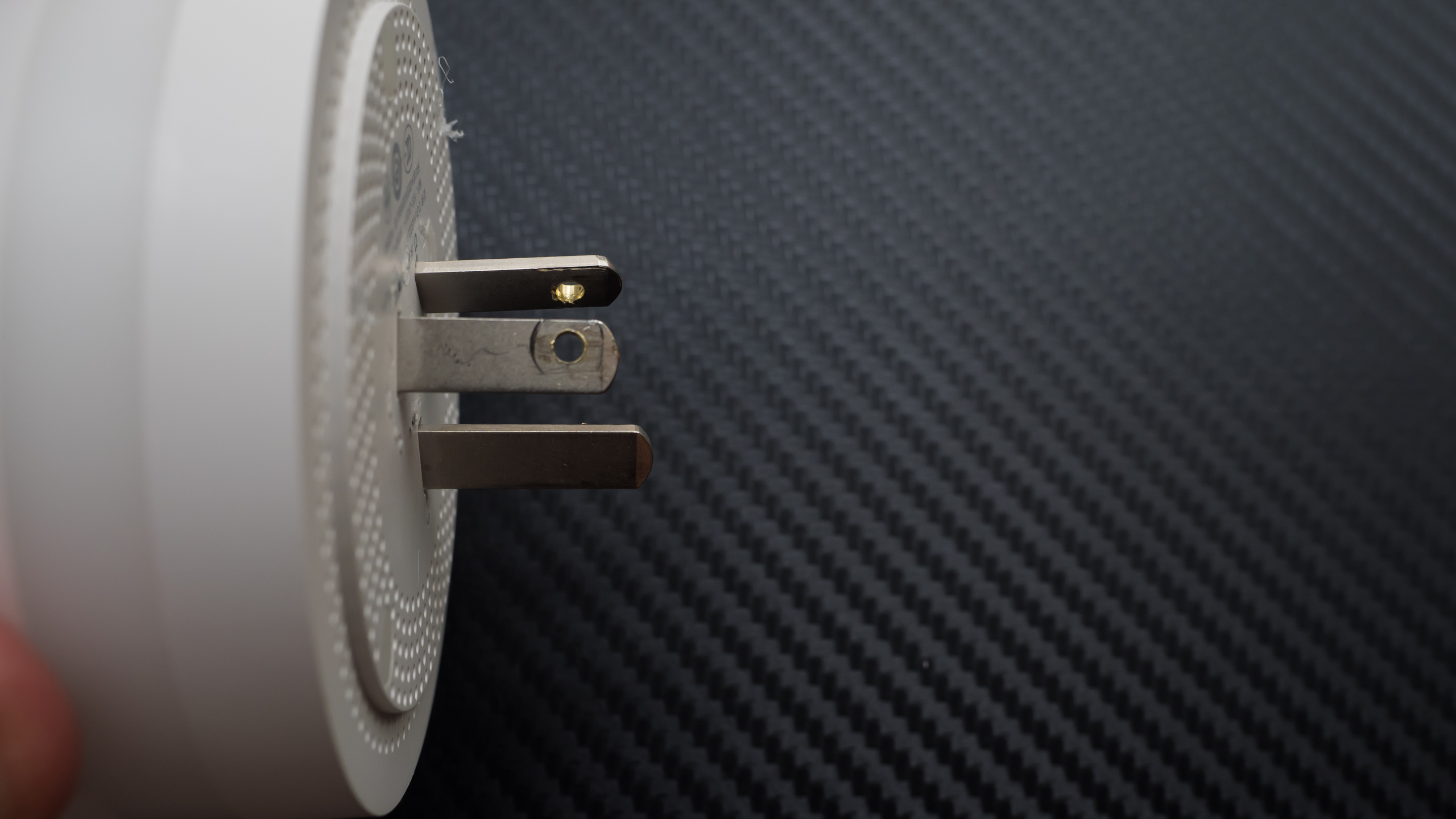
Третий вариант я уже посчитал возможным использовать — для этого в контактах вилки шлюза были размечены
 |  |
а затем и просверлены отверстия, чтобы лучше держалось я прорезал в них резьбу для винта М3
 |  |
Далее привинчены круглые контакты от самой простой и дешевой разборной вилки из Leroy Merlin и на все это дело сверху надет распечатанный переходник
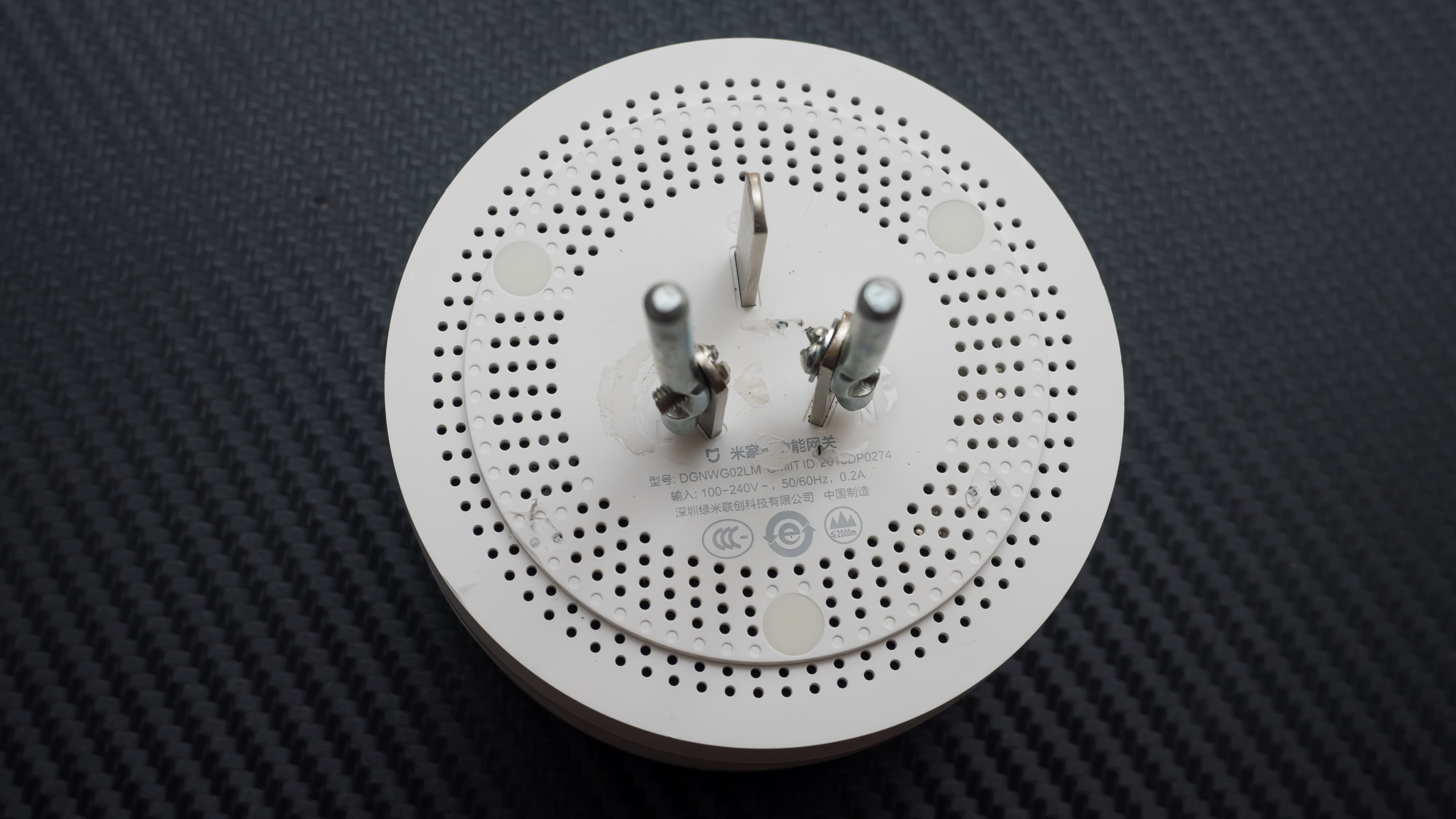 |  |
Третий контакт выполняет свою роль — заземления, и конткатирует с заземлением евророзетки. Я планировал приклеивать переходник клеевым пистолетом, но за счет торчащих винтов он сел туго — приклеивать я не стал.
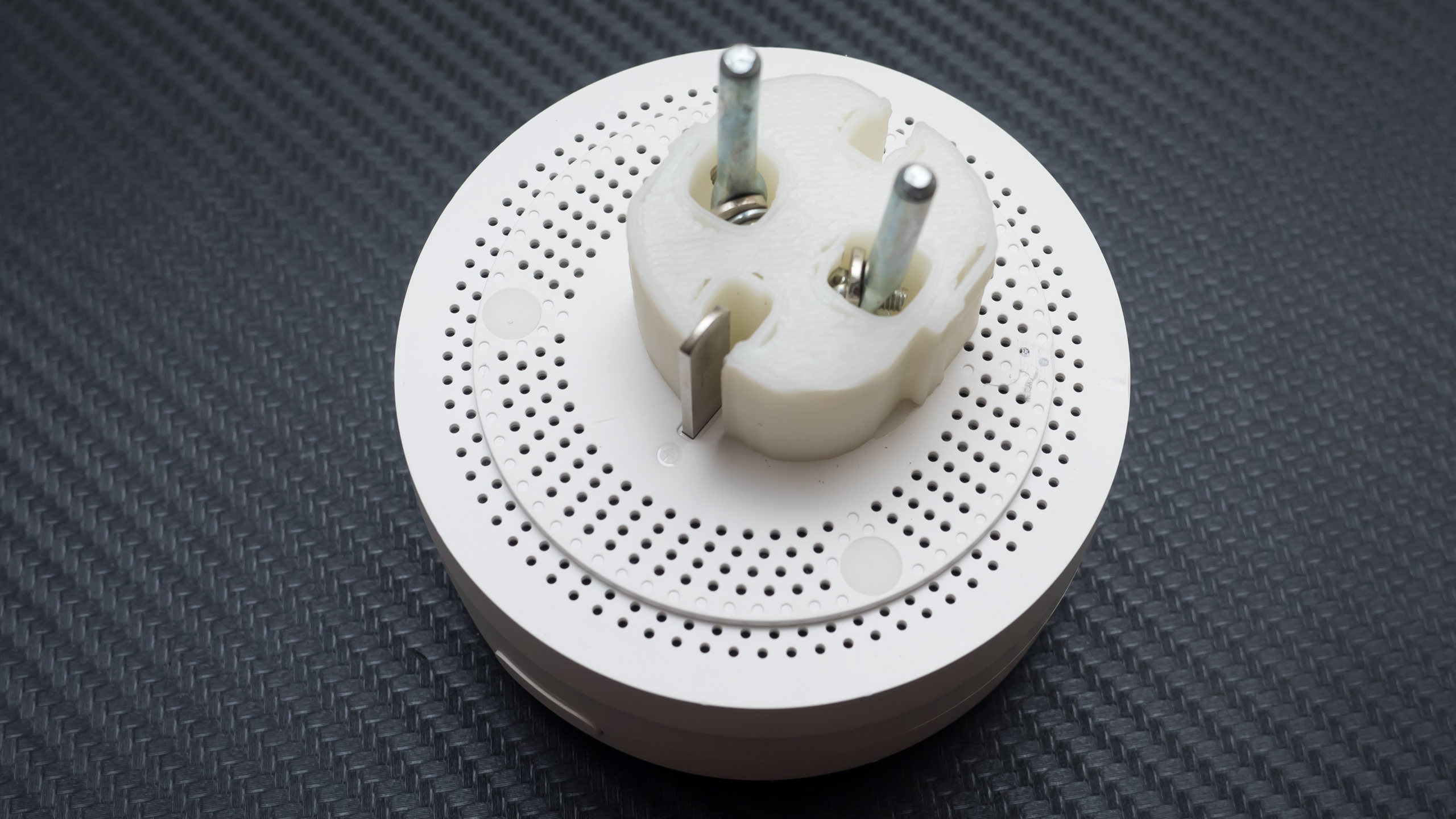 |  |
В розетку входит идеально, как родной, намного лучше и надежнее, чем использовать обычный переходник.
 |  |
Далее я пробовал распечатать настенный кронштейн для камеры Dafang 1080p. Слева — слайсер Slic3r на малярный скотч, справа — уже опробованные на переходнике настройки Cura + ПВА. В первом варианте — круглая подставка сильно отклеилась в процессе печати, вышла гораздо более тонкой чем планировалась и выгнутой, на вертикальной части — вверху непонятные «колбасы» пластика. Второй вариант получился с нормальной толщиной, практически ровная, лучше заполнение, «колбасы» есть но намного меньше.
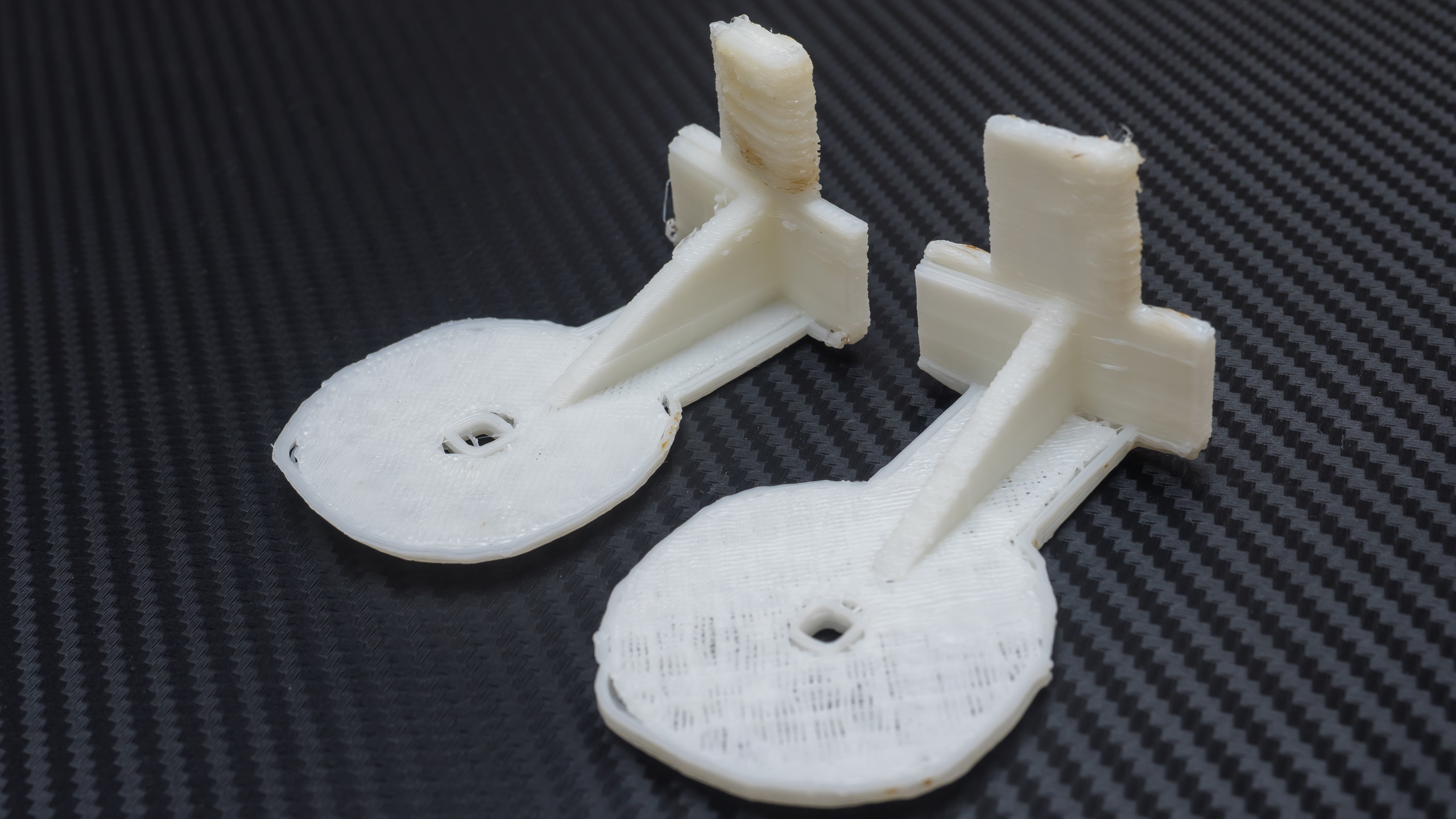 | 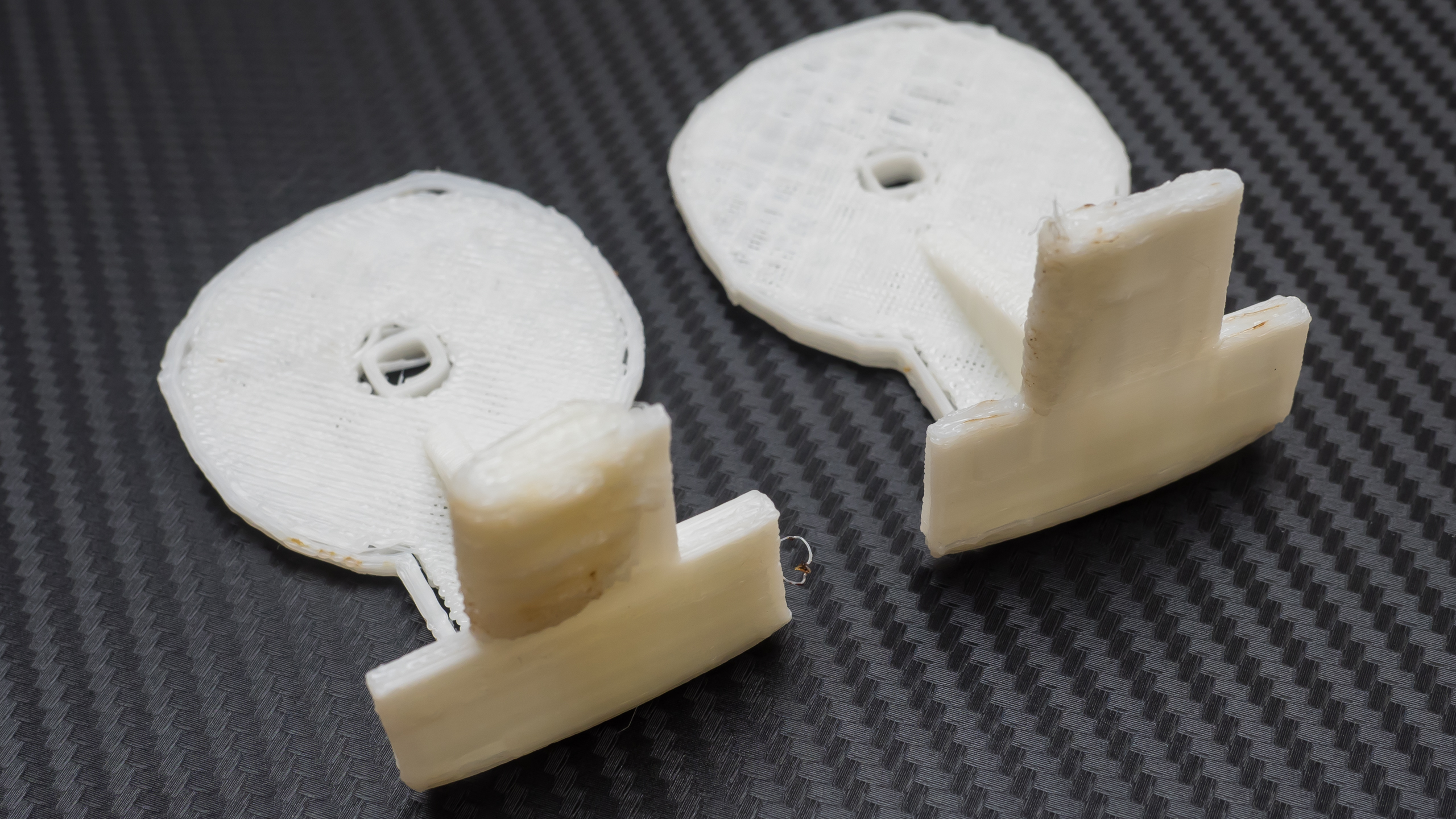 |
Вид с другой стороны. Второй вариант значительно лучше, но далек от идеала, хотя уже может и использоваться. Надеюсь мне удастся избавится от странных пропусков между периметром детали и внутренней заливкой, ососбенно это хорошо заметно на переходе от круглой площадки к вертикальному держателю.
ABS пластик достаточно прочный и второй вариант кронштейна вполне можно использовать в запланированных целях.
 |  |
Вывод
3D-печать оказалась на редкость увлекательным занятием. Процесс создания материальных объектов можно наблюдать часами.
Что касается этой модели — простенький и бюджетный вариант, требующий допила, но тем не менее заработавший сразу после сборки. Думаю, что несмотря на заявленную поддержку — ABS — это не его, следующий пруток возьму PLA. Для моих нетребовательных задач подходит, хотя не исключаю, что в будущем обзаведусь более продвинутым устройством с подогревом стола и большей областью печати.
На этом все, гуру 3Д печати — буду благодарен за советы :)
Спасибо за внимание.











17 комментариев
Добавить комментарий
https://vk.com/video39802595_171758031
https://vk.com/video39802595_171758088
Это пла с толщиной 5 мм и полным заполнением, видно, что более ровно, крепко и круглее, чем ваши окружности. А уж мой принтер — то еще г, но с монолитной квадратной пластиковой рамой
поэтому, я думаю, у него качество оказалось лучше
ваш принтер, наверное, вообще ходуном ходит при печати (погрешность позиционирования из-за люфтов (?) или неудачной конструкции?)
https://www.youtube.com/watch?v=NijM6JhIVqM
https://www.youtube.com/watch?v=Qq6oXohV6ss&feature=youtu.be
Добавить комментарий