Отличный 3D-принтер с большой областью печати: обзор elegoo neptune 4 max
Максимальный размер печати данной модели достигает 420x420x480мм³, при этом стоит он намного дешевле своих собратьев. Директ экструдер с двумя шестернями подачи и быстрым нагревом совместно с прошивкой klipper, позволяет увеличить рабочую скорость до 300мм/с без вреда для модели, а дополнительный мощный обдув не даст оплывать стенкам на быстрых слоях. Добавьте сюда автоматическую калибровку по 100+ точкам, гуманный ценник и получите лучший вариант для создания крупных моделей без необходимости склейки.

Характеристики
| Модель | Neptune 4 Max |
| Технология печати | FDM (Fused Deposition Modeling) |
| Максимальная температура сопла | 300 °C |
| Рекомендуемая температура стола | 85 °C (греется и выше 100, но долго) |
| Максимальная скорость перемещения | 500 мм/с |
| Максимальное ускорение | 8000 мм/с² |
| Область печати | 420 x 420 x 480 мм³ |
| Методы передачи файлов | USB, LAN, Wi-Fi |
| Вес принтера | 18 кг |
| Размер принтера | 658 x 632 x 740 мм |
| Необходимое для работы пространство | 658 x 950 x 960 мм |
Коробку еле дотащил, мало того, что она весит под 30 кг, так еще и не обхватишь нормально. На фото вполне упитанный кот проверяет содержимое на наличие запрещенных веществ.

Чтобы добраться до основания принтера, нужно убрать несколько слоёв вставок с деталями.

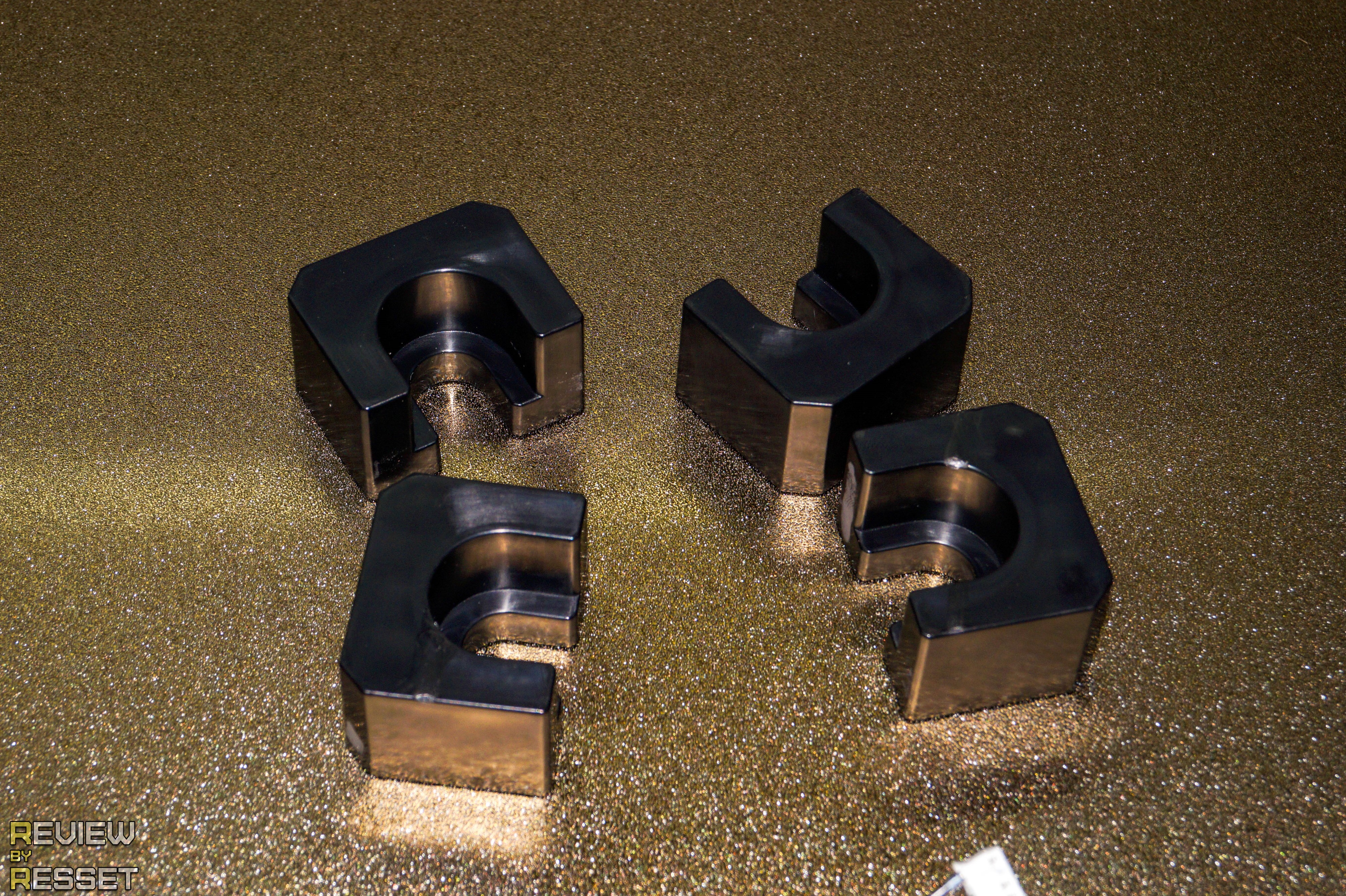
Благодаря массивным мягким ножкам, конструкция надежно стоит на своём месте и не елозит по столу во время печати. Справа расположен разъем для подключения кабеля питания и выключатель, слева RJ45 под витую пару и гнездо антенны Wi-Fi. На лицевой стороне находится Type-C, USB-A для флешки, либо камеры, а так же интерфейс подключения выносного сенсорного монитора.



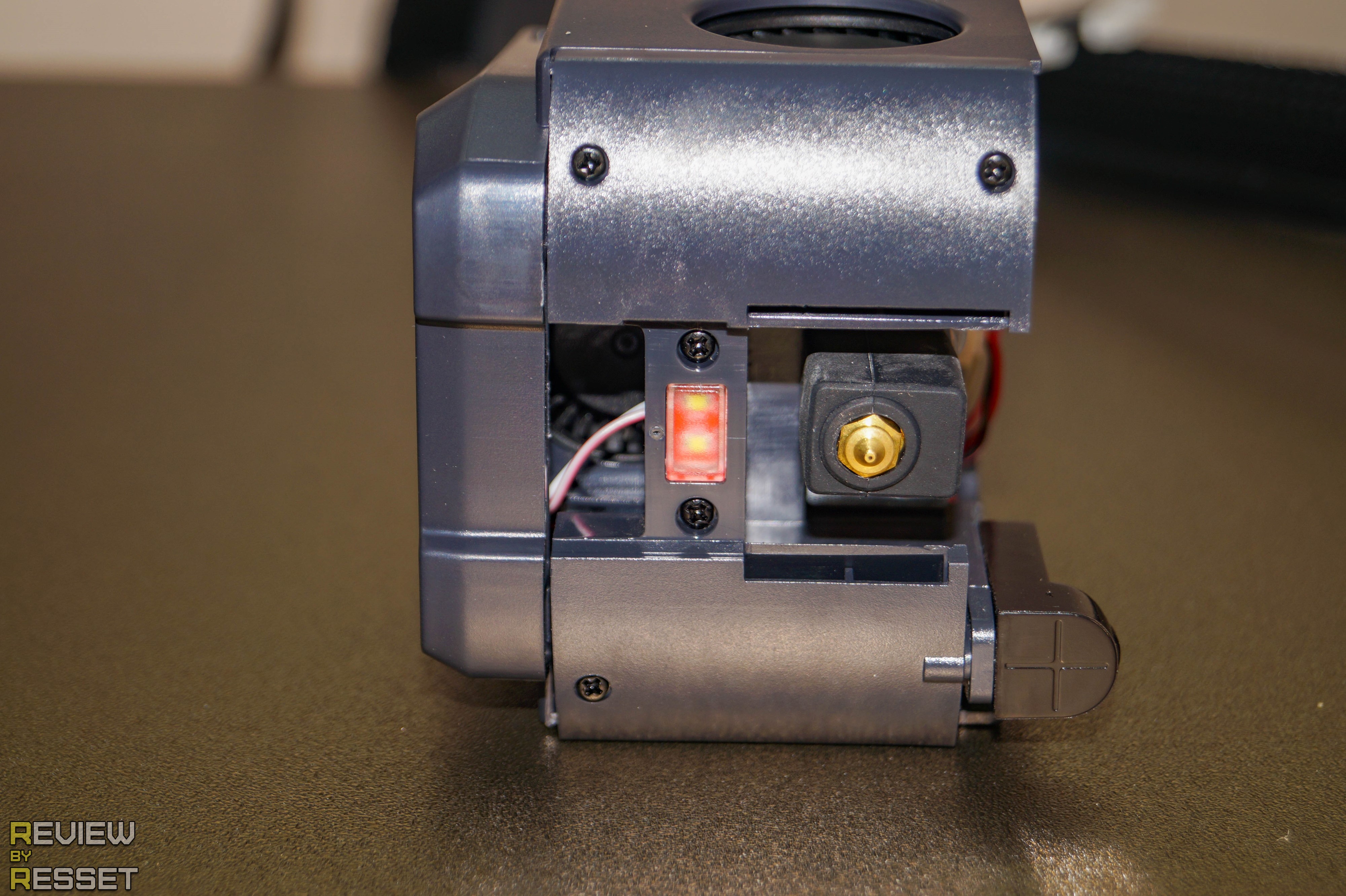
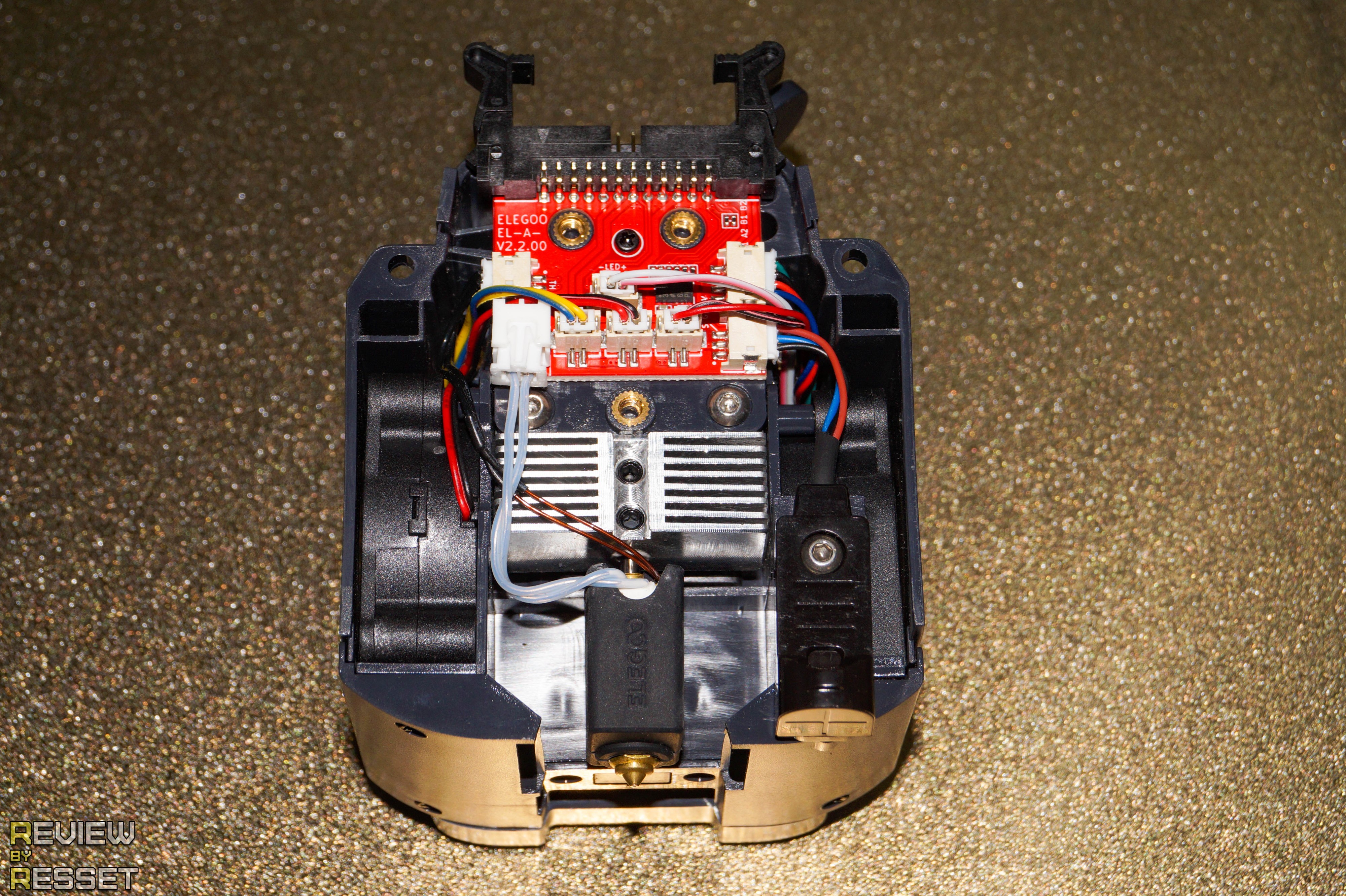
В верхней части экструдера имеется рычаг для ослабления прижима филамента и колесико ручной подачи, а еще удобно, что всю проводку совместили в одном шлейфе, который надежно фиксируется в разъеме. В нижней части имеется несколько светодиодов подсветки, сопла нестандартные, но в продаже их полно на любой вкус и стоят они копейки. Обдув модели двусторонний, установлено два нагнетателя по бокам. Датчик уровня бесконтактный, индукционный. Помимо этого внутри корпуса еще имеется акселерометр

В нижнем отсеки коробки лежат пакетики с мелочевкой для финальной сборки и запуска принтера.


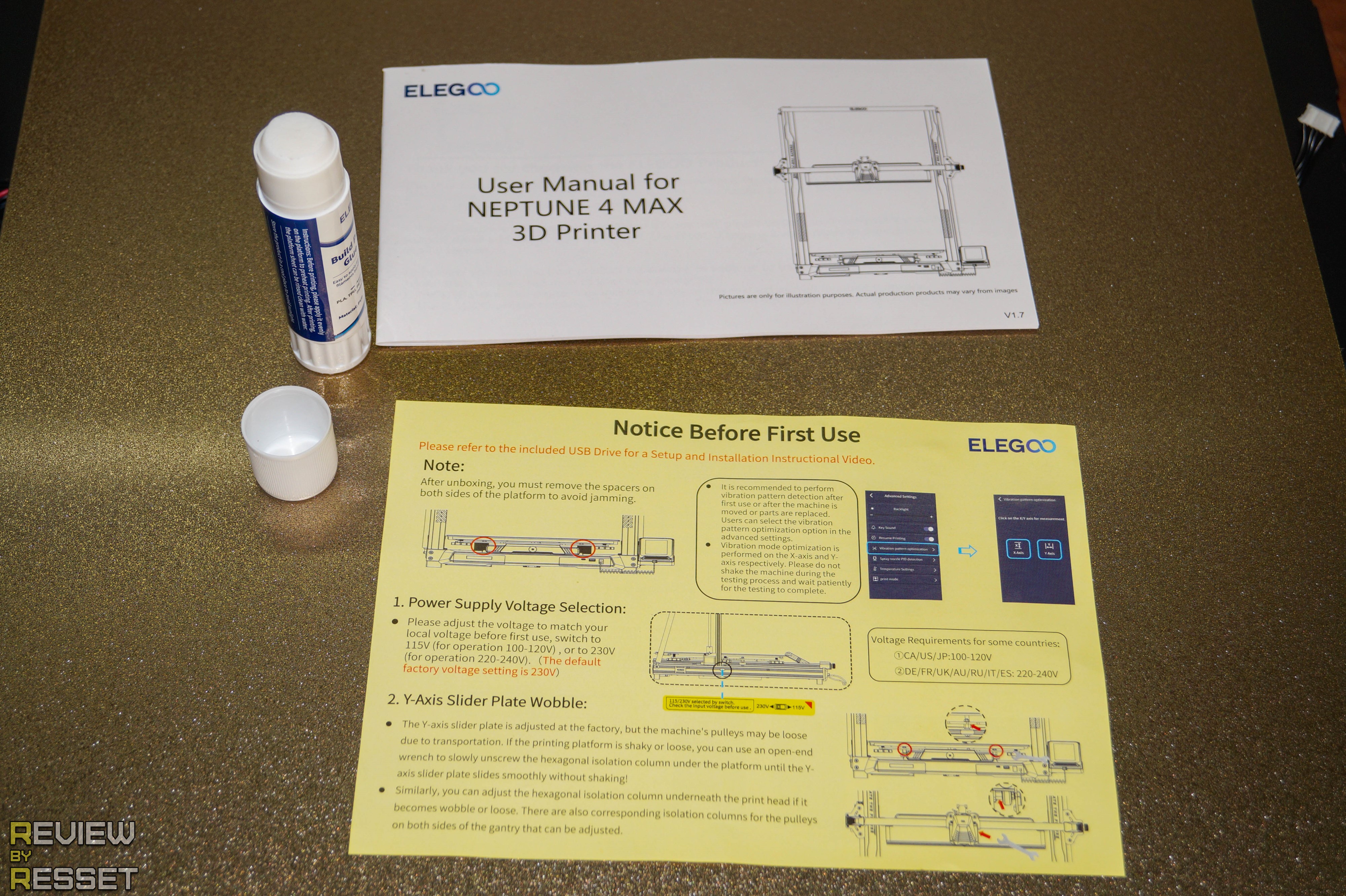

Есть официальное видео, где подробно расписано чего и куда прикручивать.
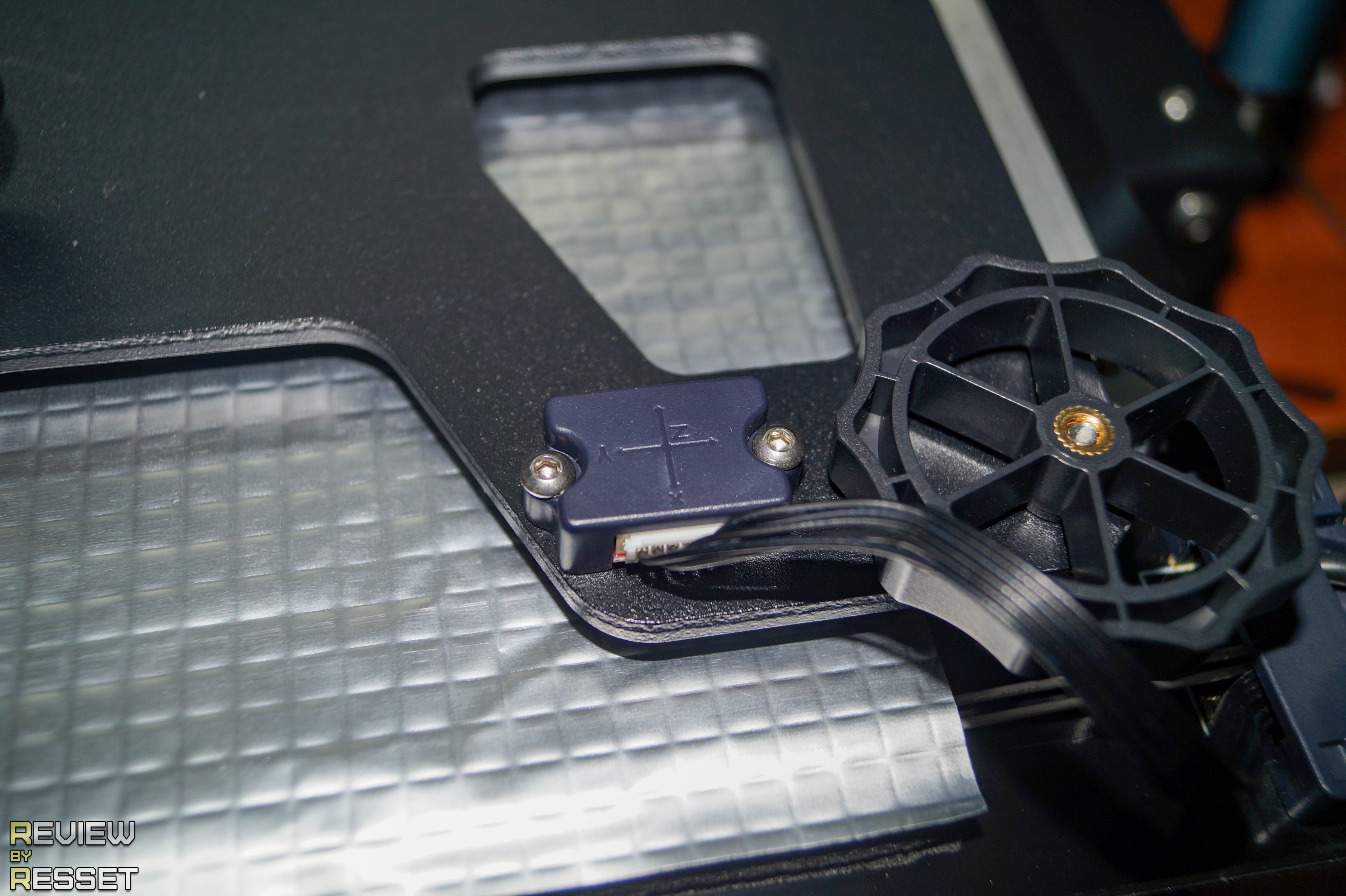
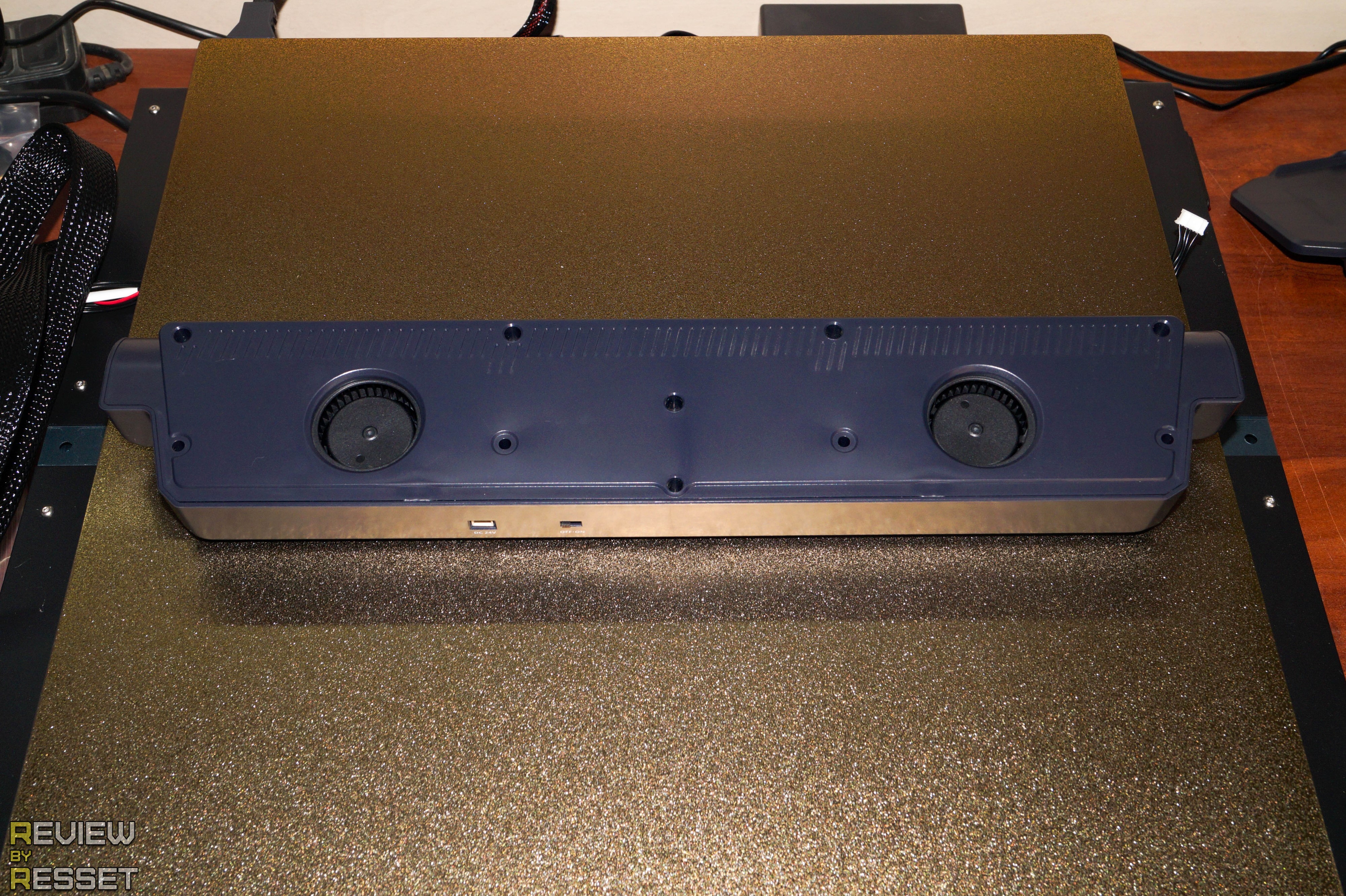
У себя я заметил люфт стола, для исправления которого пришлось снимать всю платформу, зато можно внимательнее рассмотреть чего находится снизу. Утеплителя не пожалели, в уголке спрятан акселерометр для тестирования инпут шейпера.
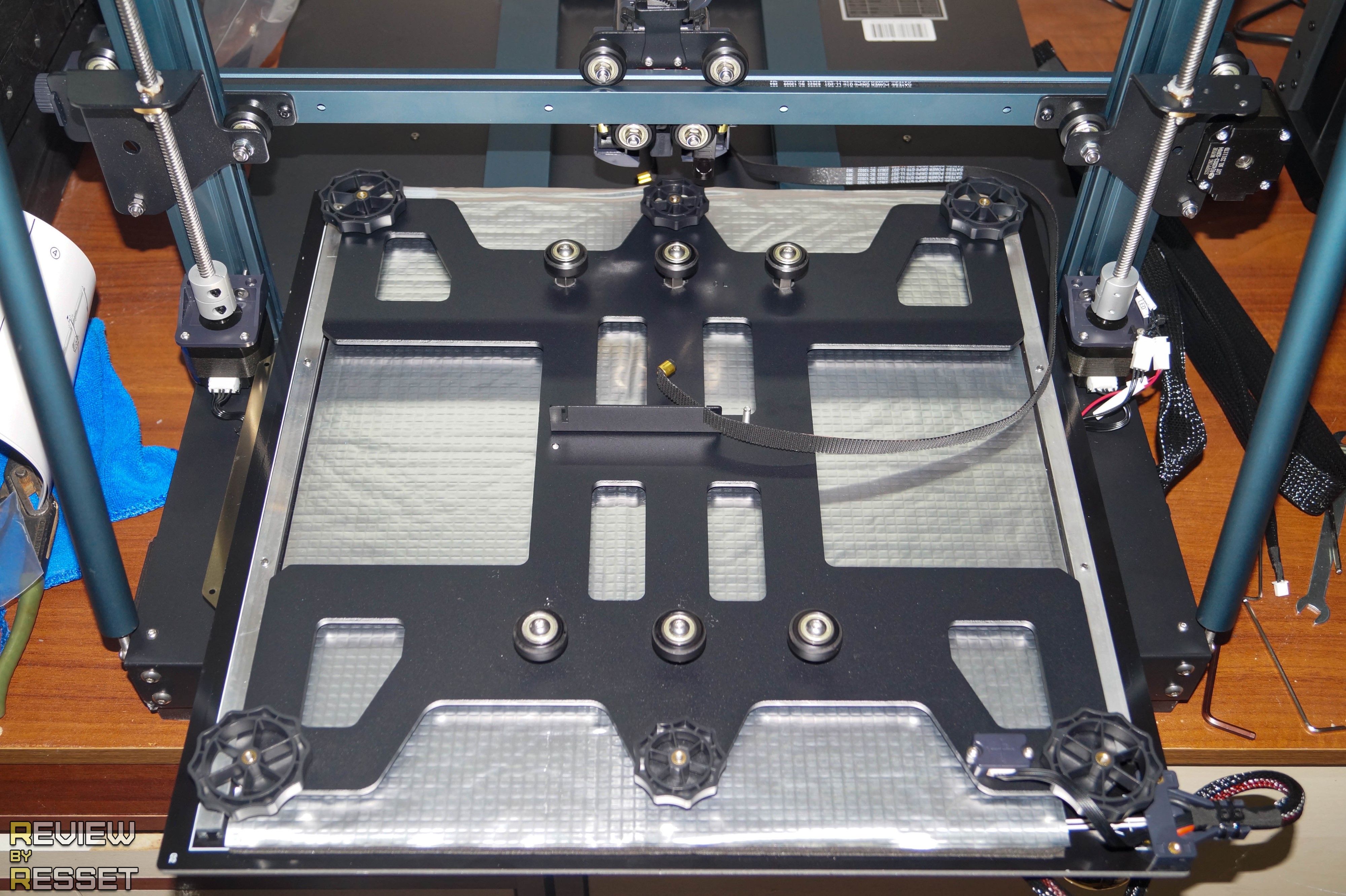
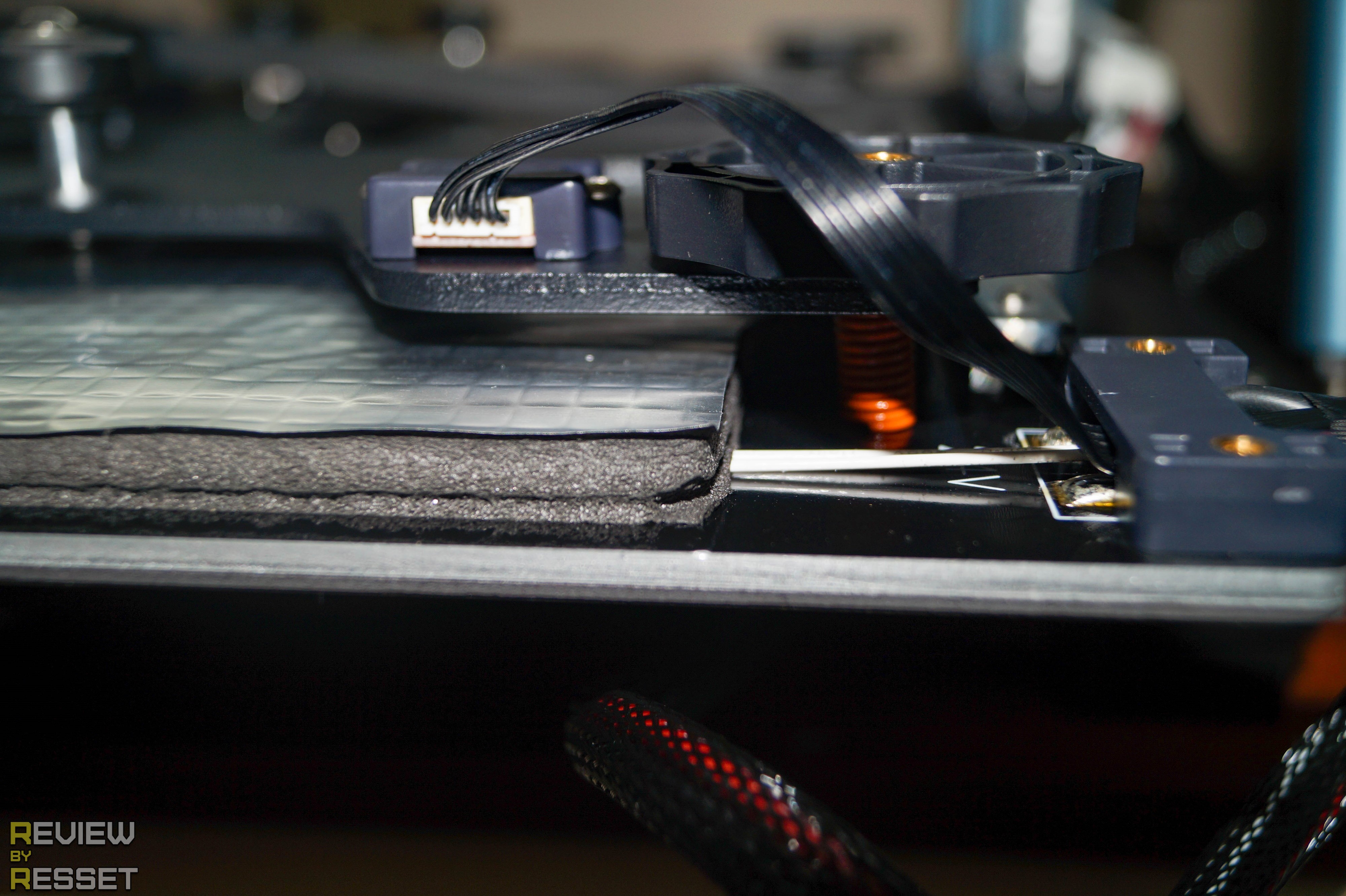
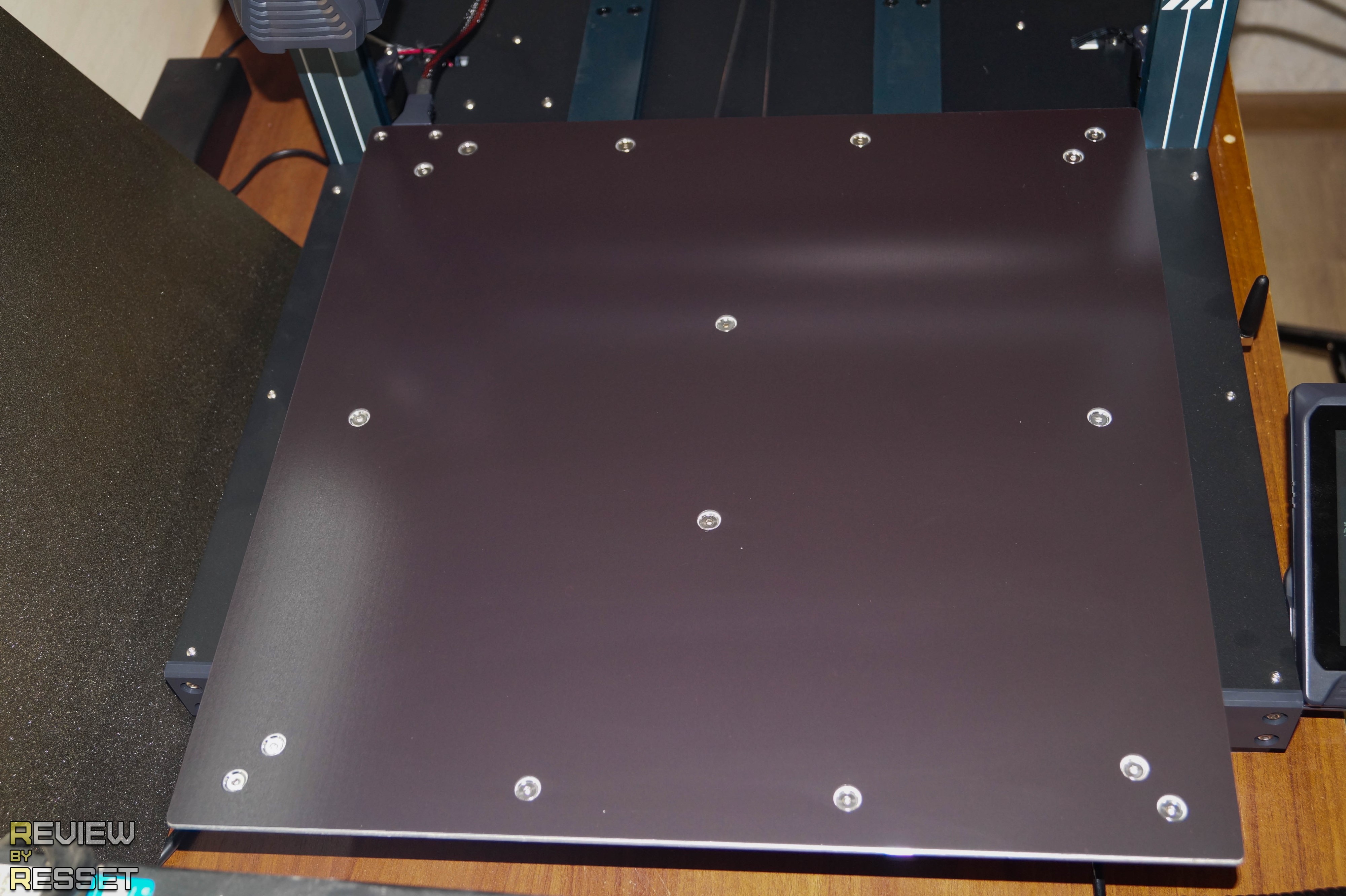
PEI пластина с магнитной фиксацией, алюминиевая подложка прикручена к основанию на 16 винтов 6 из которых позволяют регулировать высоту. А вот фиксаторов нет, так что ровно уложить пластину после демонтажа не такая уж простая задача.
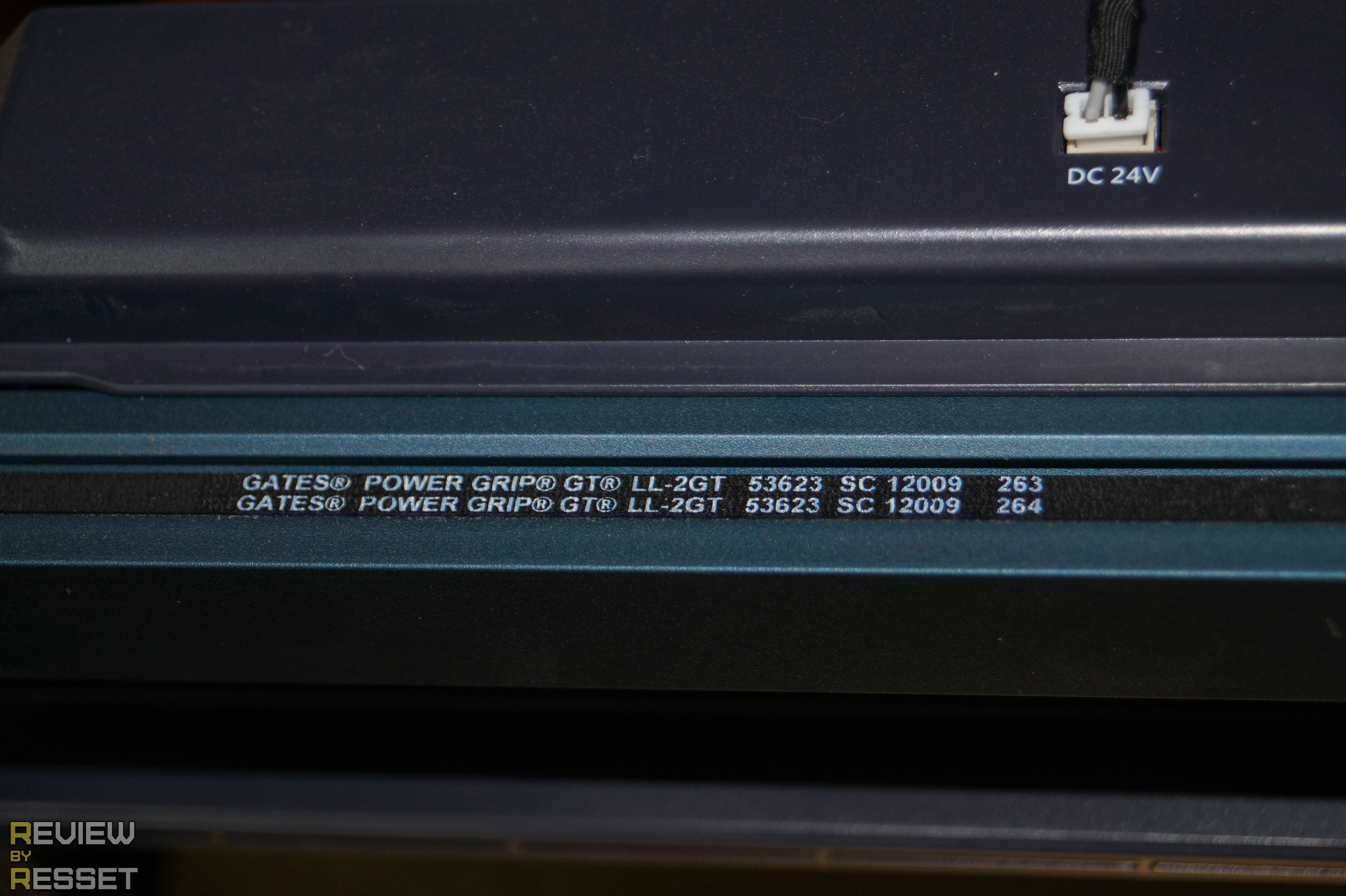
Подключение электроники стола надежное, с завода установлен ограничитель, предотвращающий повреждение проводов и контактов со временем, жгут уложен в нейлоновый канал. Натяжители ремней осей X и У нормальные, ничего дорабатывать не нужно.

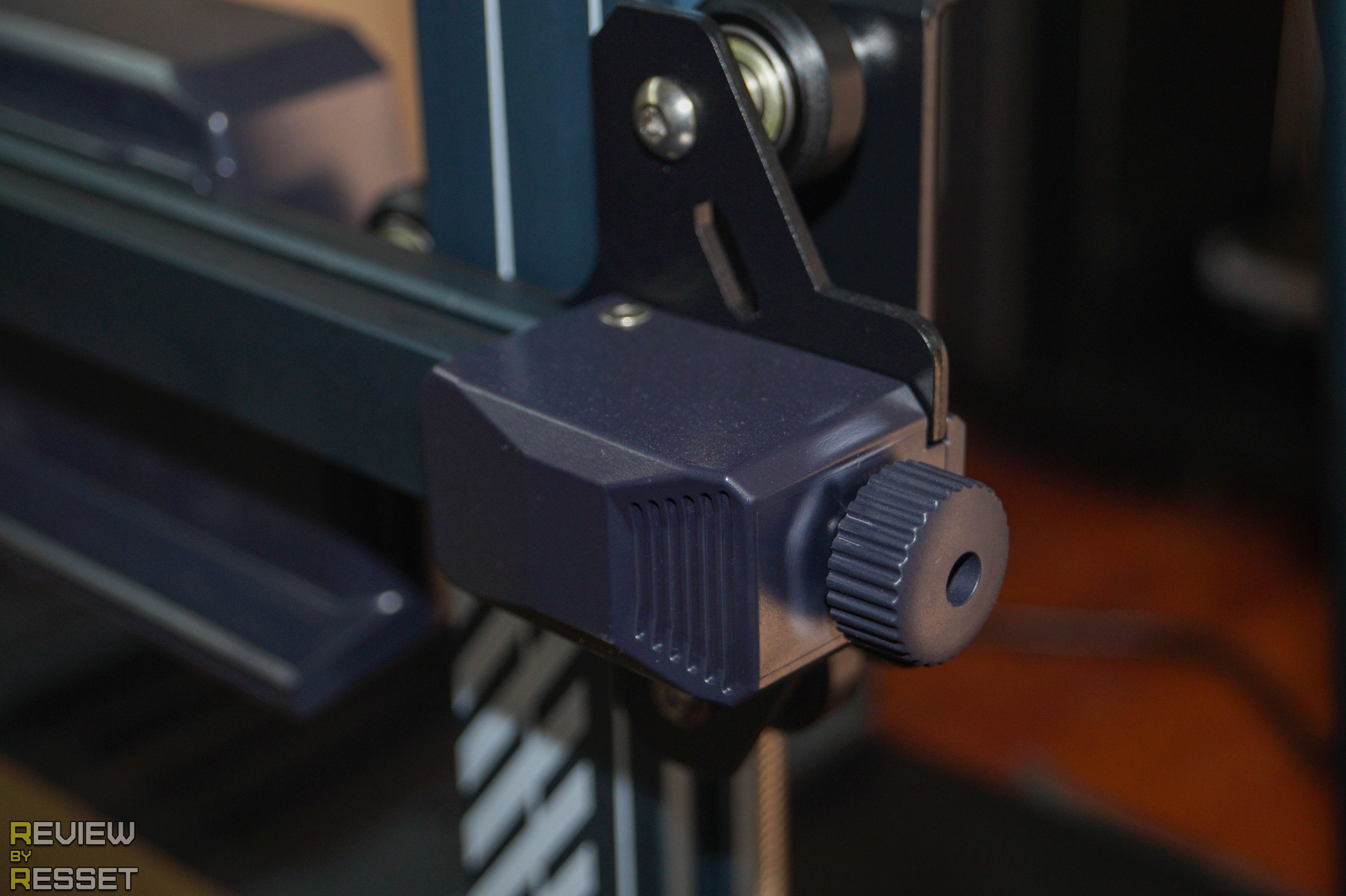

Для оси X и синхронизации движков оси Z используются ремни шириной 6мм, для Y 10мм.

В видео почему-то не показан момент вытаскивания фиксаторов стола, хотя на корпусе есть множество наклеек о необходимости это сделать. В сети пишут, что втулки валов оси Z не нужно подтягивать, чтобы избегать перекосов и компенсировать перепады высоты модели, но я вкрутил винты до появления сопротивления, не нужен там люфт.

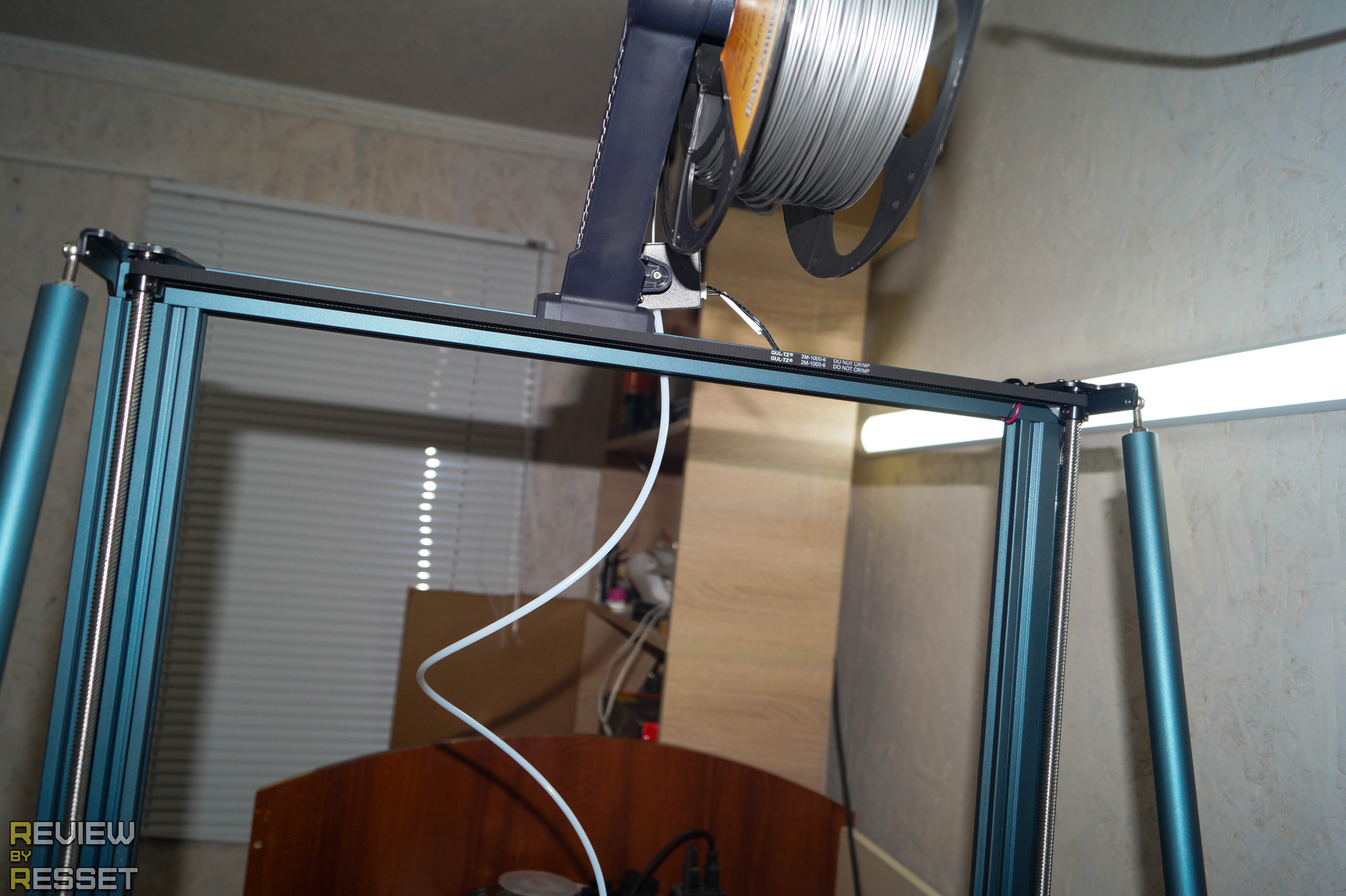
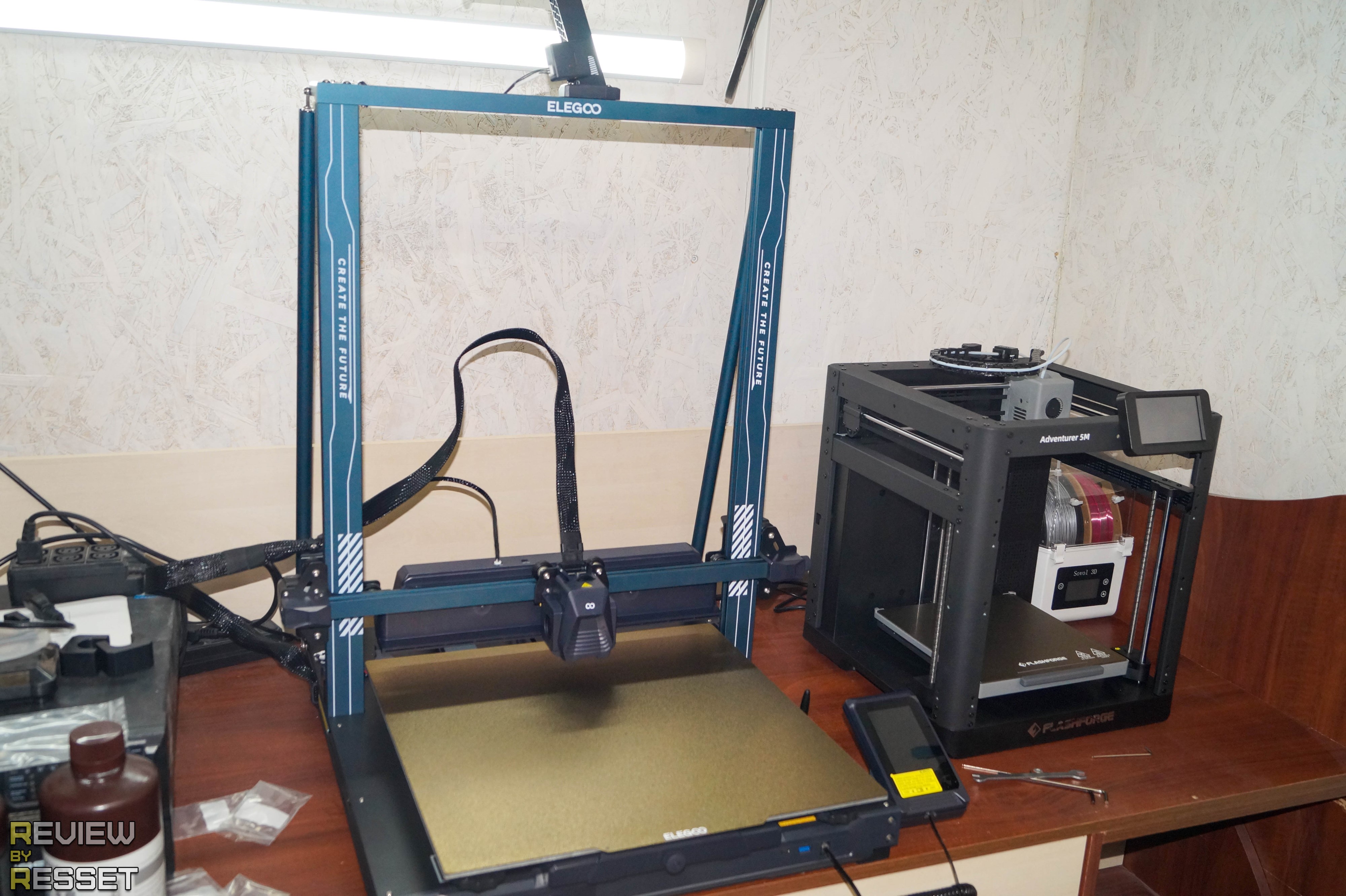
После сборки должно получиться как-то так. Забыл упомянуть, что подсветка имеется не только рядом с соплом, но и в верхней балке. До прожектора далеко, но модель видно, в том числе через камеру.
В левой части находится выдвижной ящичек с магнитной фиксацией, куда можно сложить весь инструмент с расходниками и останется еще куча свободного места.


Дополнительный обдув я в итоге снял. Мне не понравилось, что у него только два состояния: выкл и сдувание всех бумажек со стола на максимальной мощности. Он определенно будет полезен при печати сложных деталей из PLA на высоких скоростях, но для моих нужд хватает и встроенных в экструдер вентиляторов.

Пользовательский интерфейс
При включении питания перед пользователем предстает не особо перегруженный информацией начальный экран, хотя учитывая, что стоит klipper, можно было придумать чего повеселее.
Печатать еще рано, т.к. сначала нужно выполнить пару калибровок, но давайте начнем по порядку. Дисплей ёмкостный, на касания реагирует отзывчиво, у меня никакого дискомфорта во время работы с ним не было.

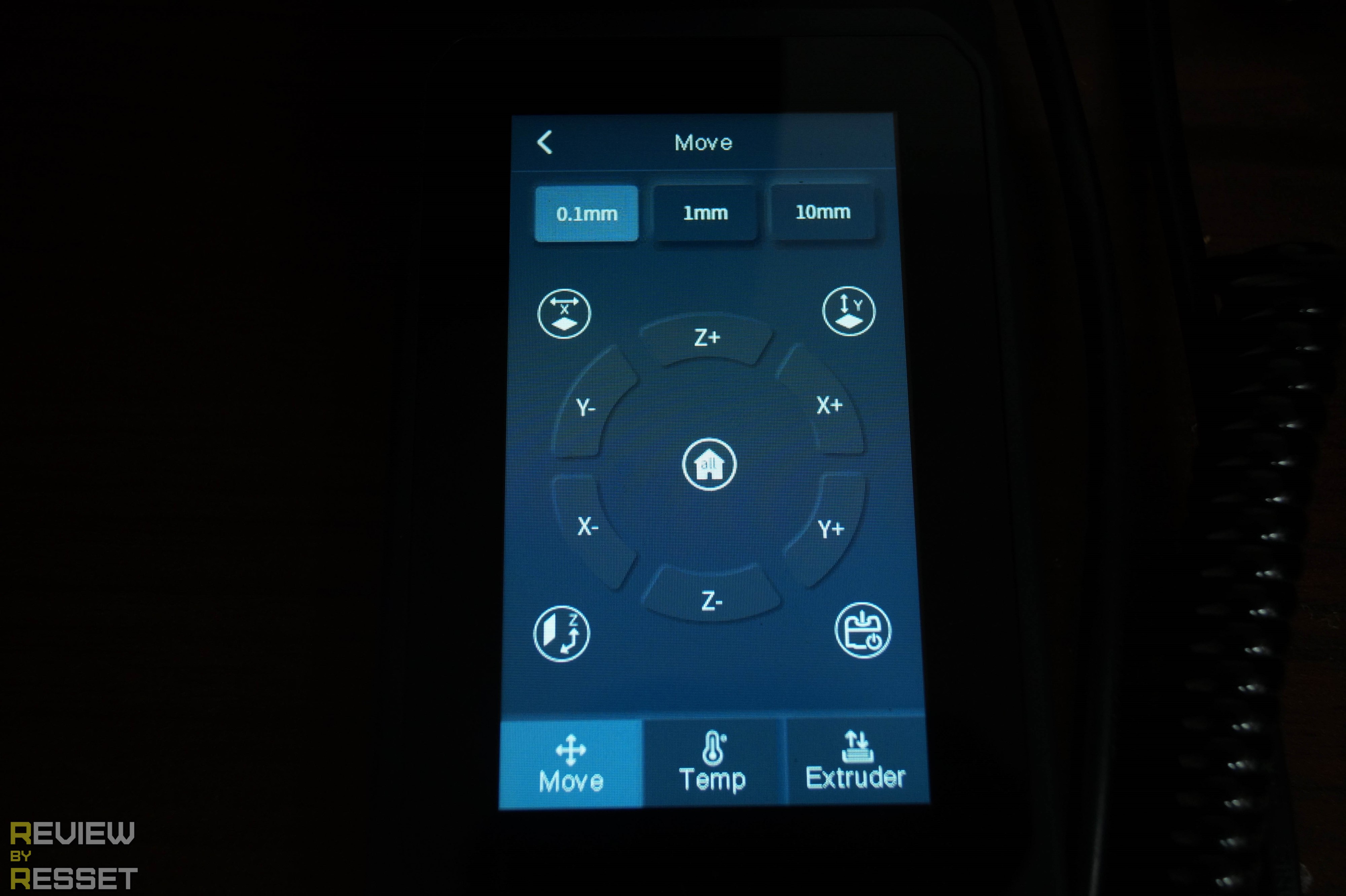
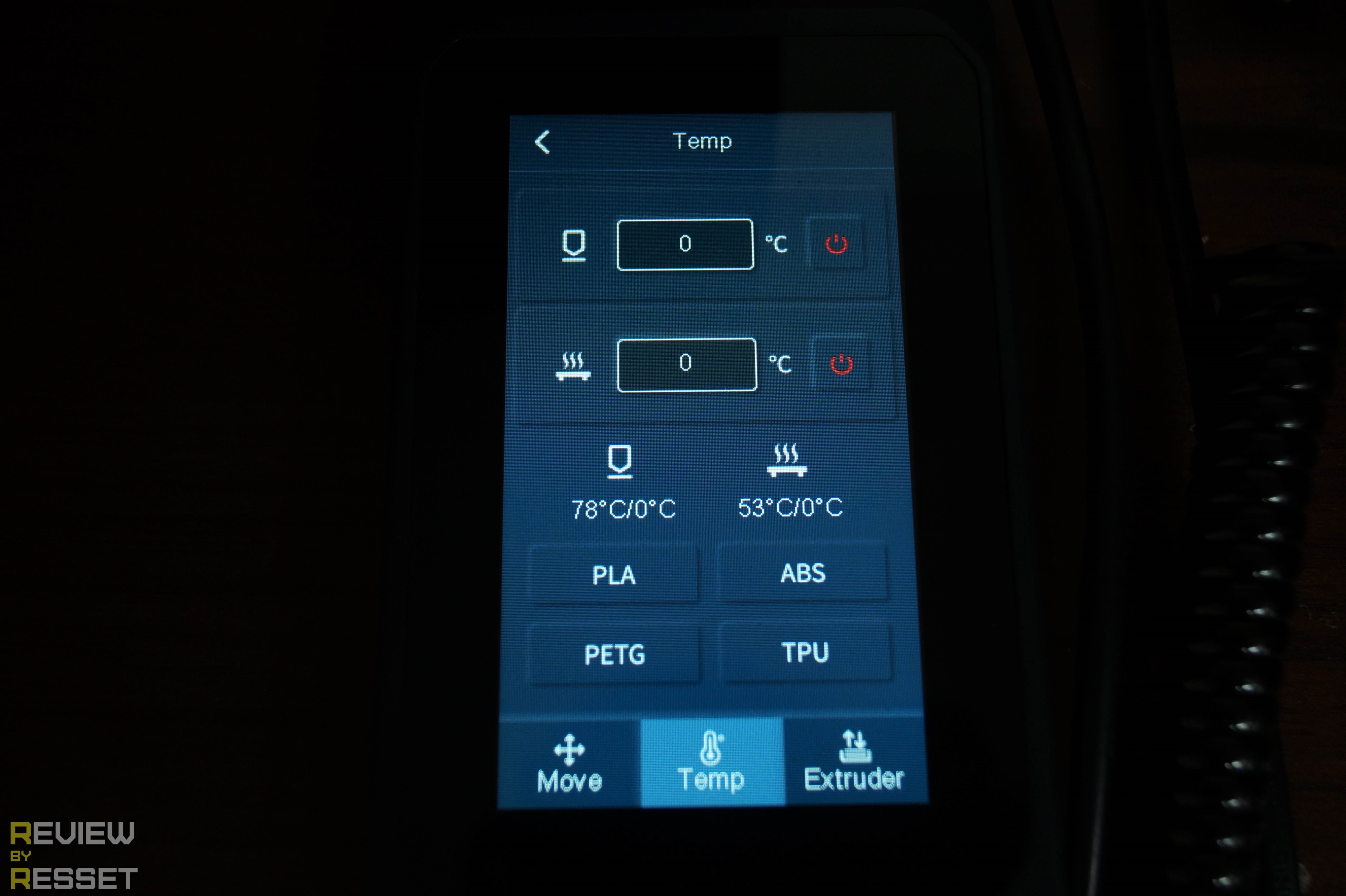
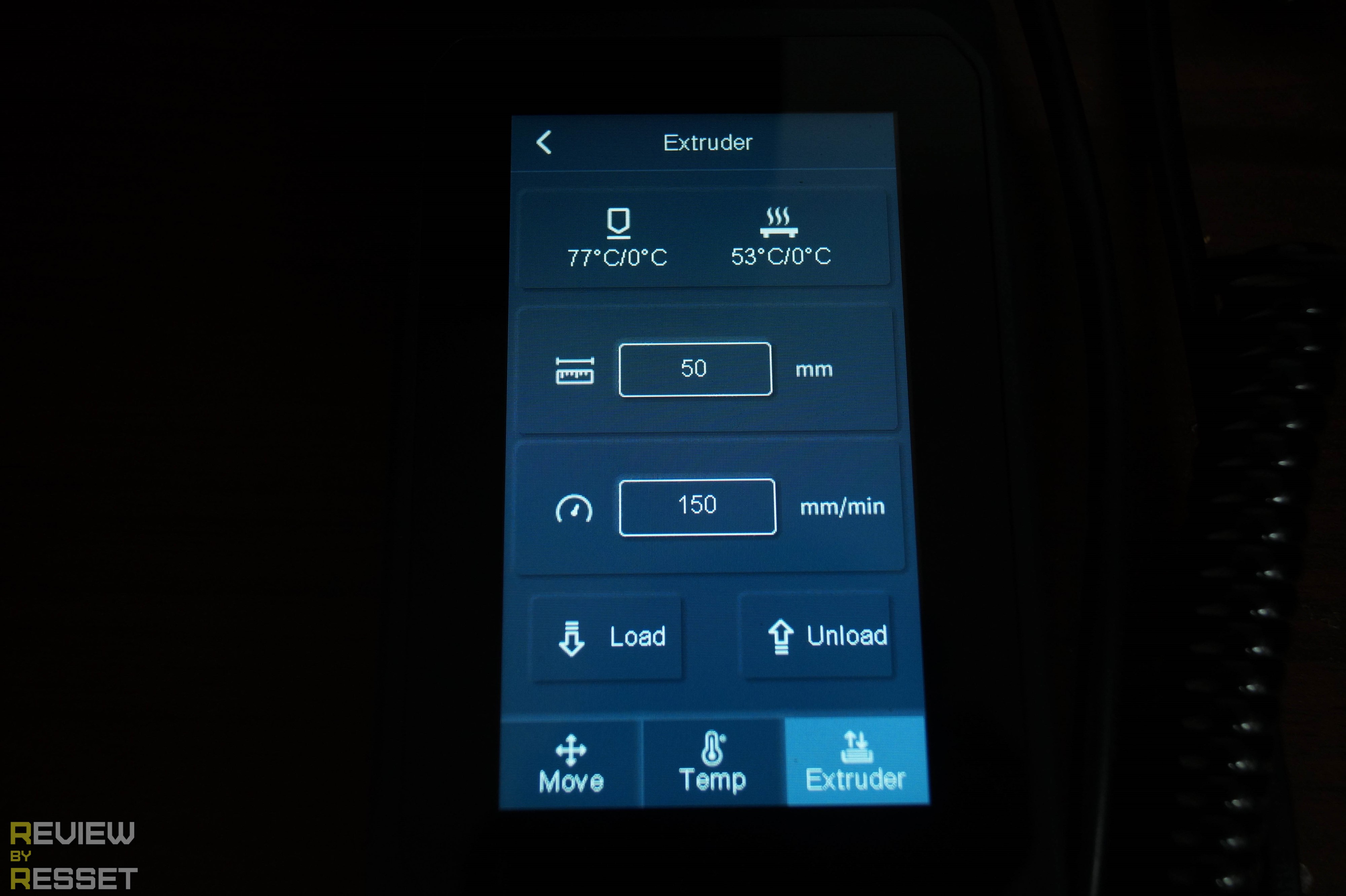
В пункте «Prepare» имеется управление движками и нагревом хотенда со столом.
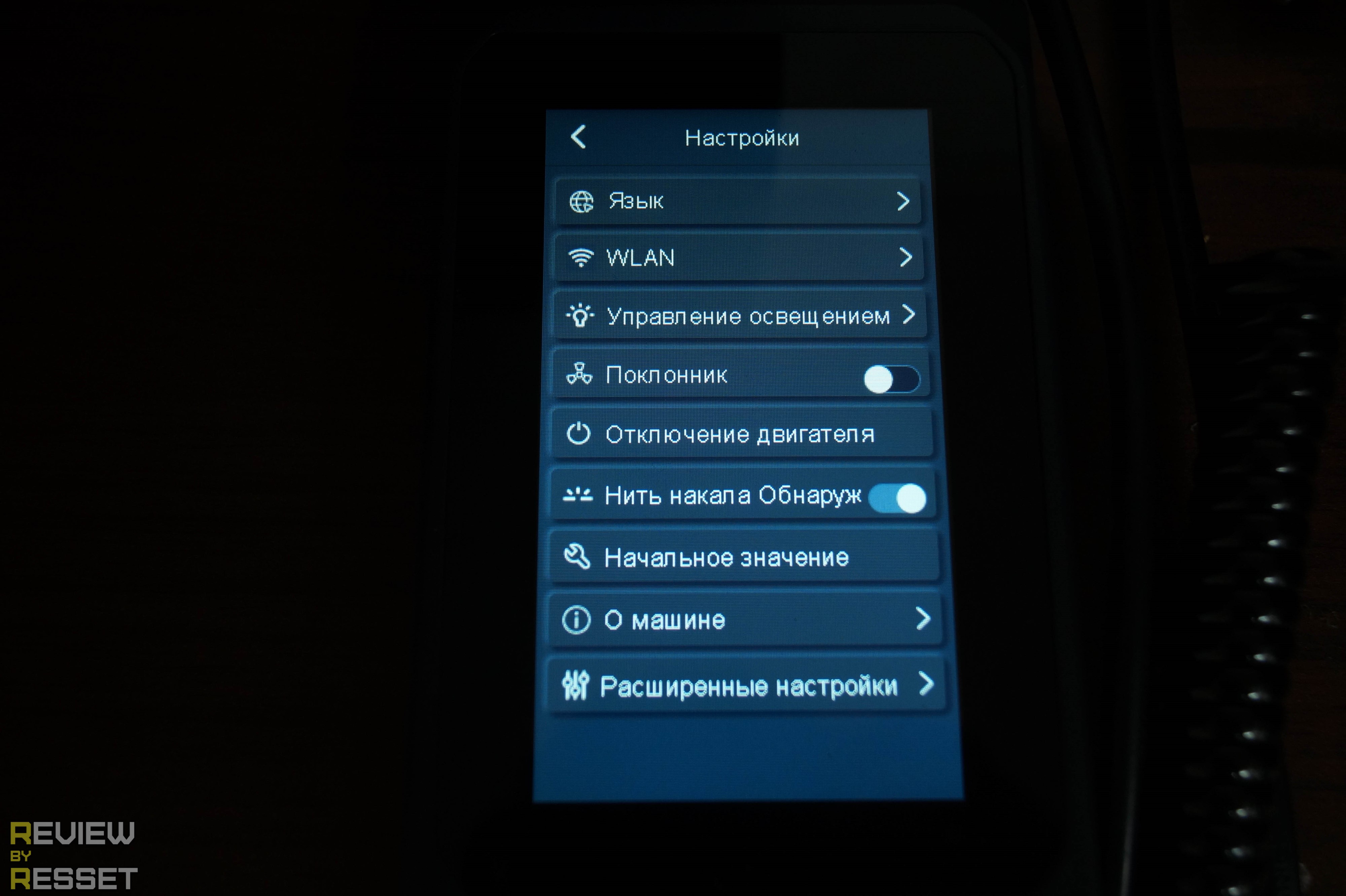
В «Settings» расположены системные настройки. На выбор имеется несколько языков, в том числе русский, но перевод такой себе, так что оставил английский.
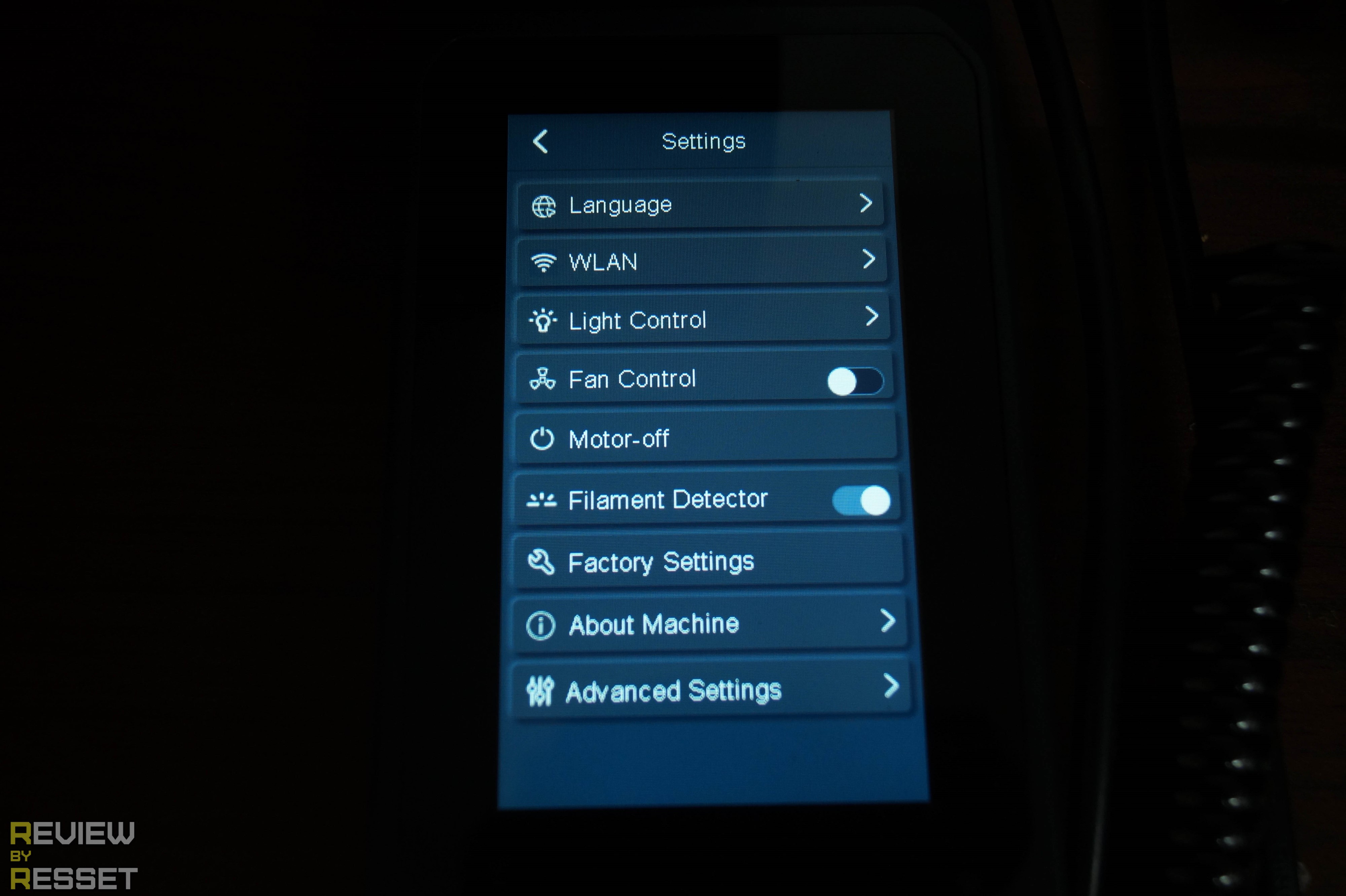
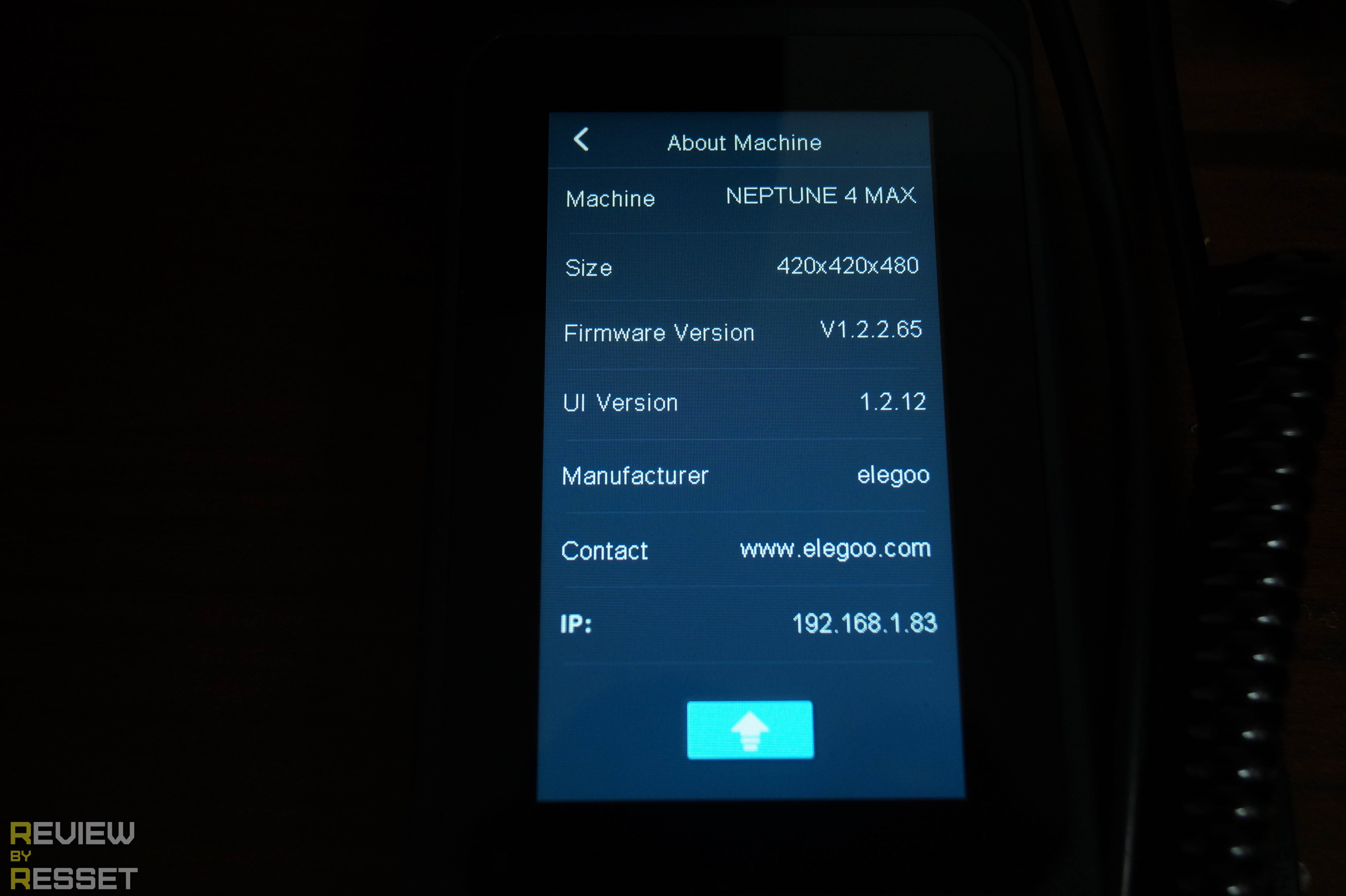
Далее настройки беспроводной сети, поддерживается только 2.4Ггц, этого вполне хватает для работы, тем более покрытие 5Ггц слабее если не ставить роутер радом. Чуть ниже находится управление подсветкой, во время печати к этому пункту есть быстрый доступ. «Fan Control» вручную включает вентиляторы, будет полезно для диагностики и проверки минимальной мощности для старта. Датчик филамента по умолчанию выключен, можно и не трогать его, за все время печати пруток у меня заканчивался пару раз, гораздо чаще можно поймать петлю, но в этом случае ничего не спасет. В «инфо об устройстве» отображается основная информация о модели.
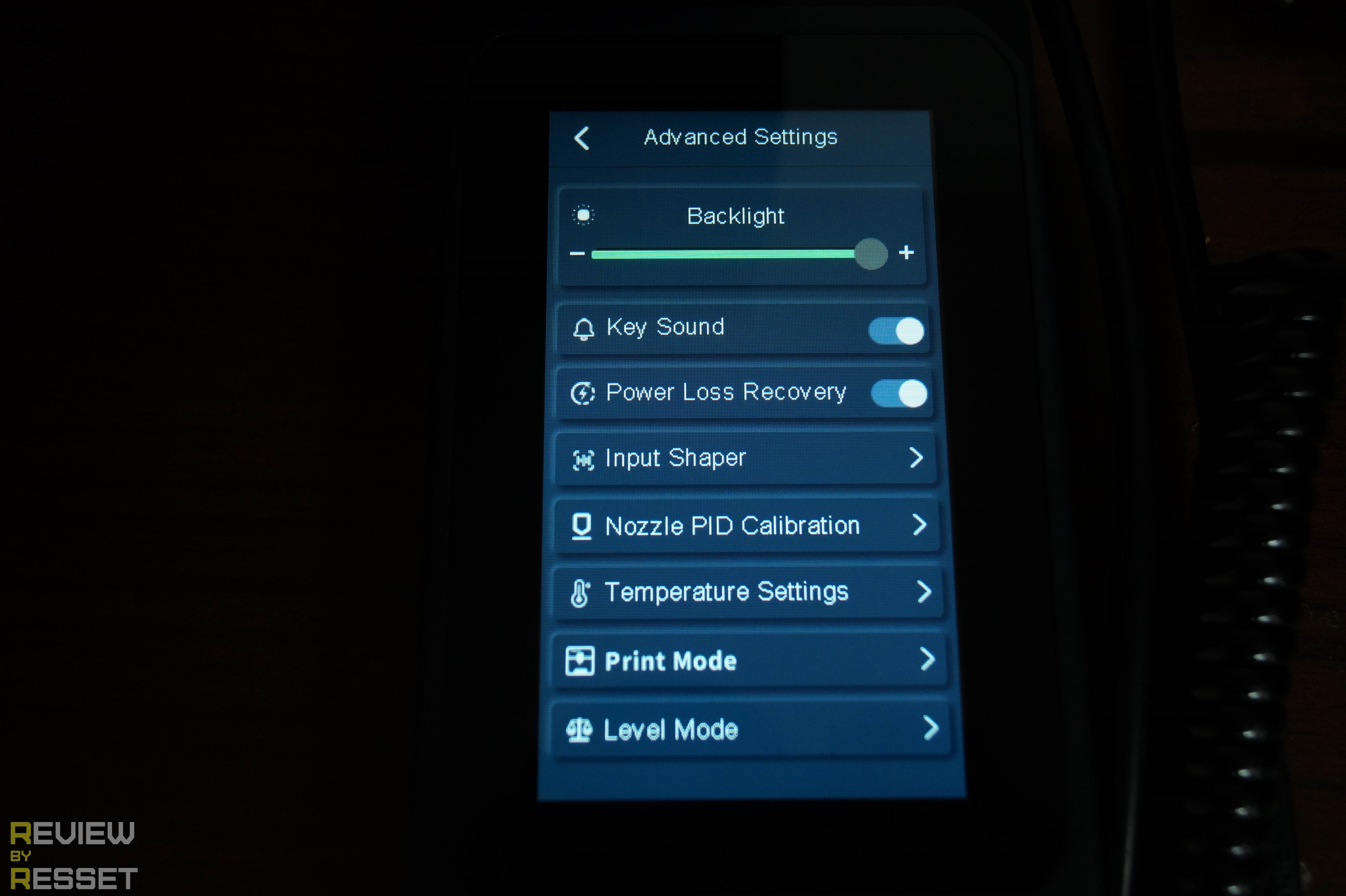
В «Advanced Settings» расположены настройки, которые корректируются крайне редко. Имеется управление яркостью дисплея, звуками, по умолчанию включено восстановление при потере питания, ниже можно повторно запустить вибротест для каждой оси. Не забыли и за PID калибровку температуры экструдера, которую желательно производить после каждой замены сопла, в настройках температуры корректируются профили для каждого пластика или теста.
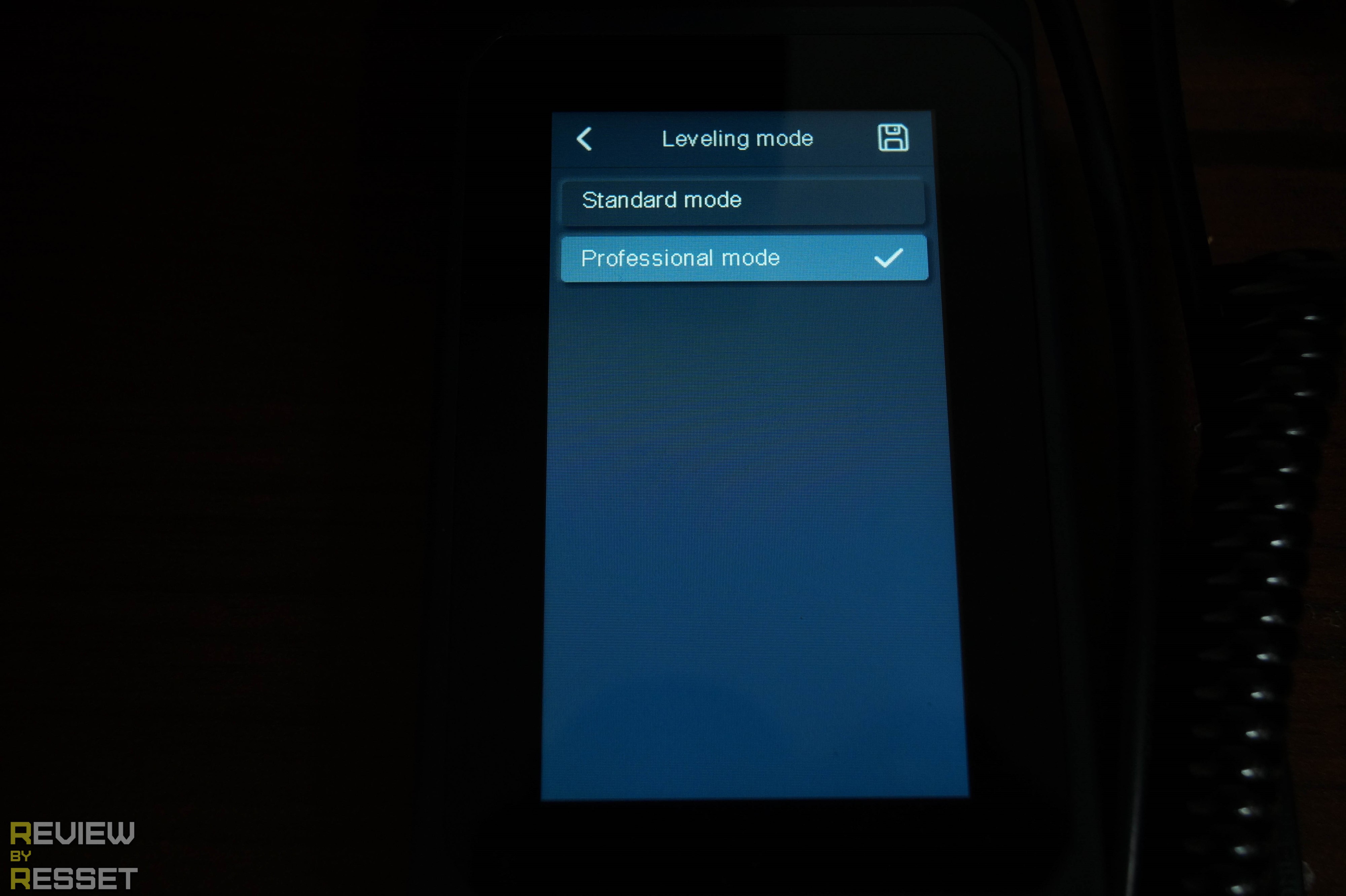
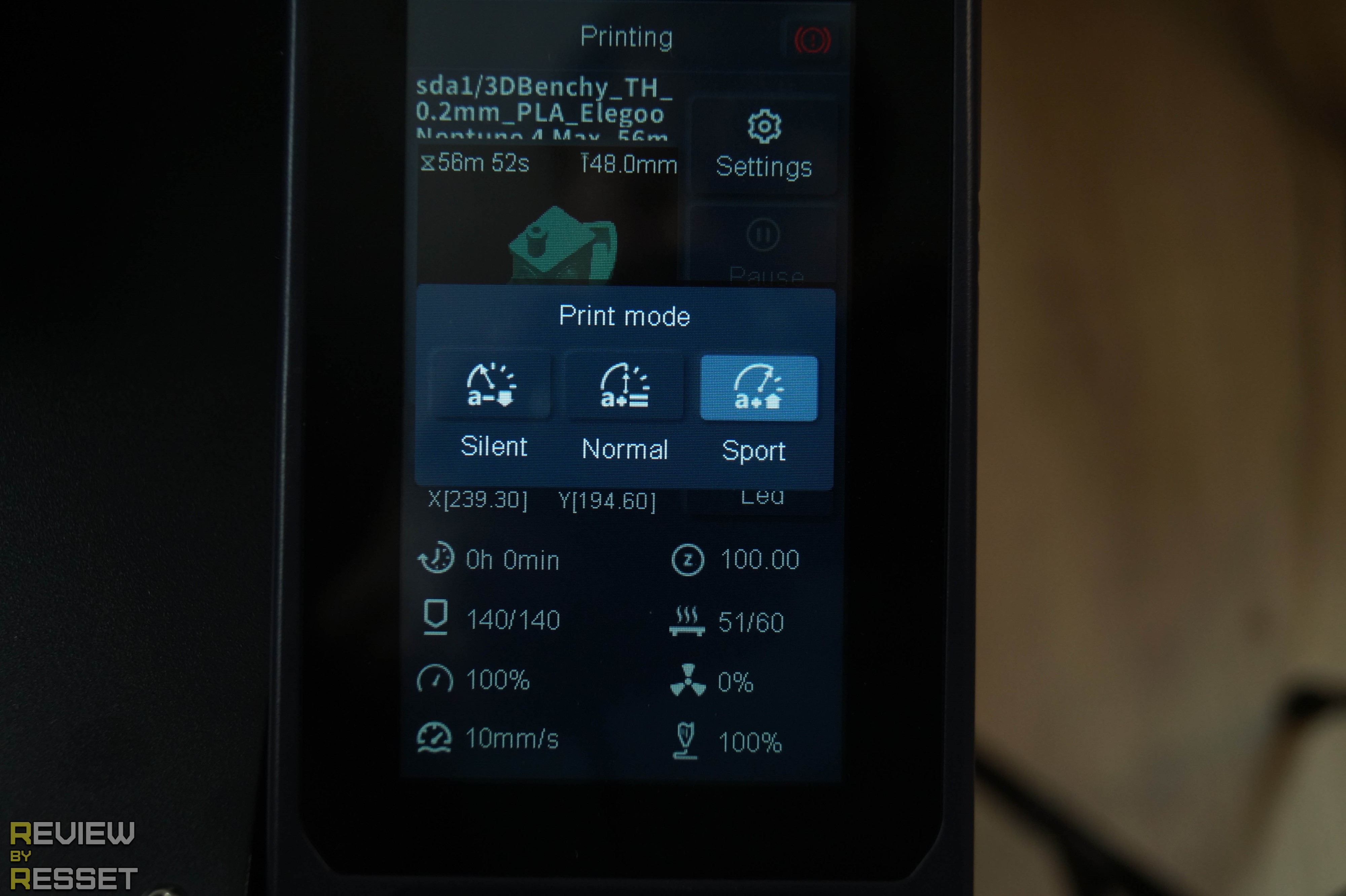
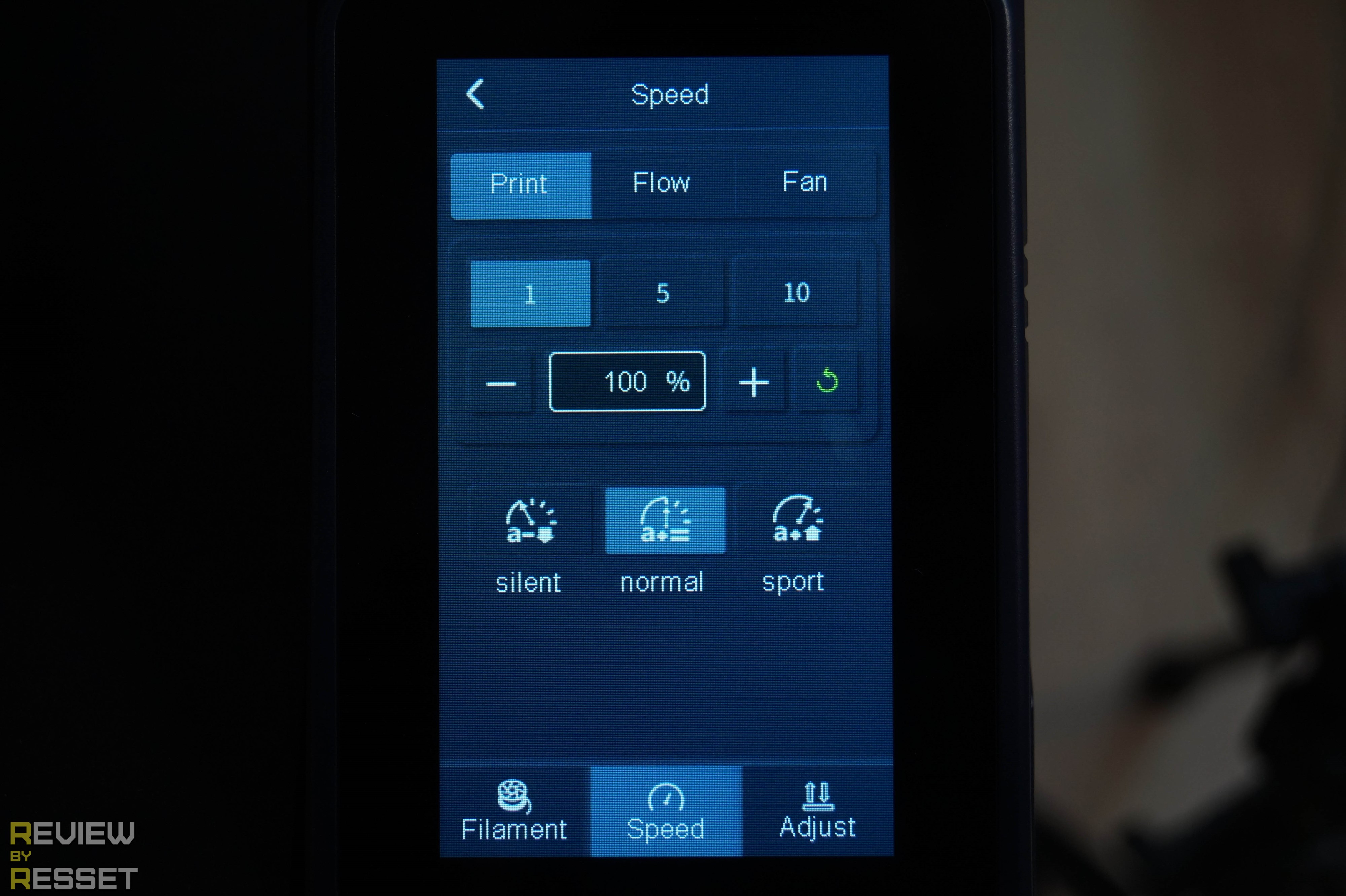
В «Print Mode» есть три профиля работы: «тихий», «обычный» и «спортивный», при переключении между ними во время печати, принтер сам корректирует скорость печати, потока и обдува. Не сказал бы, что его становится совсем не слышно, но между тихим и спортивным режимами разница приличная. Последний пункт это режим калибровки, в обычном перепады поверхности считываются по 25 точкам, в профессиональном по 121.
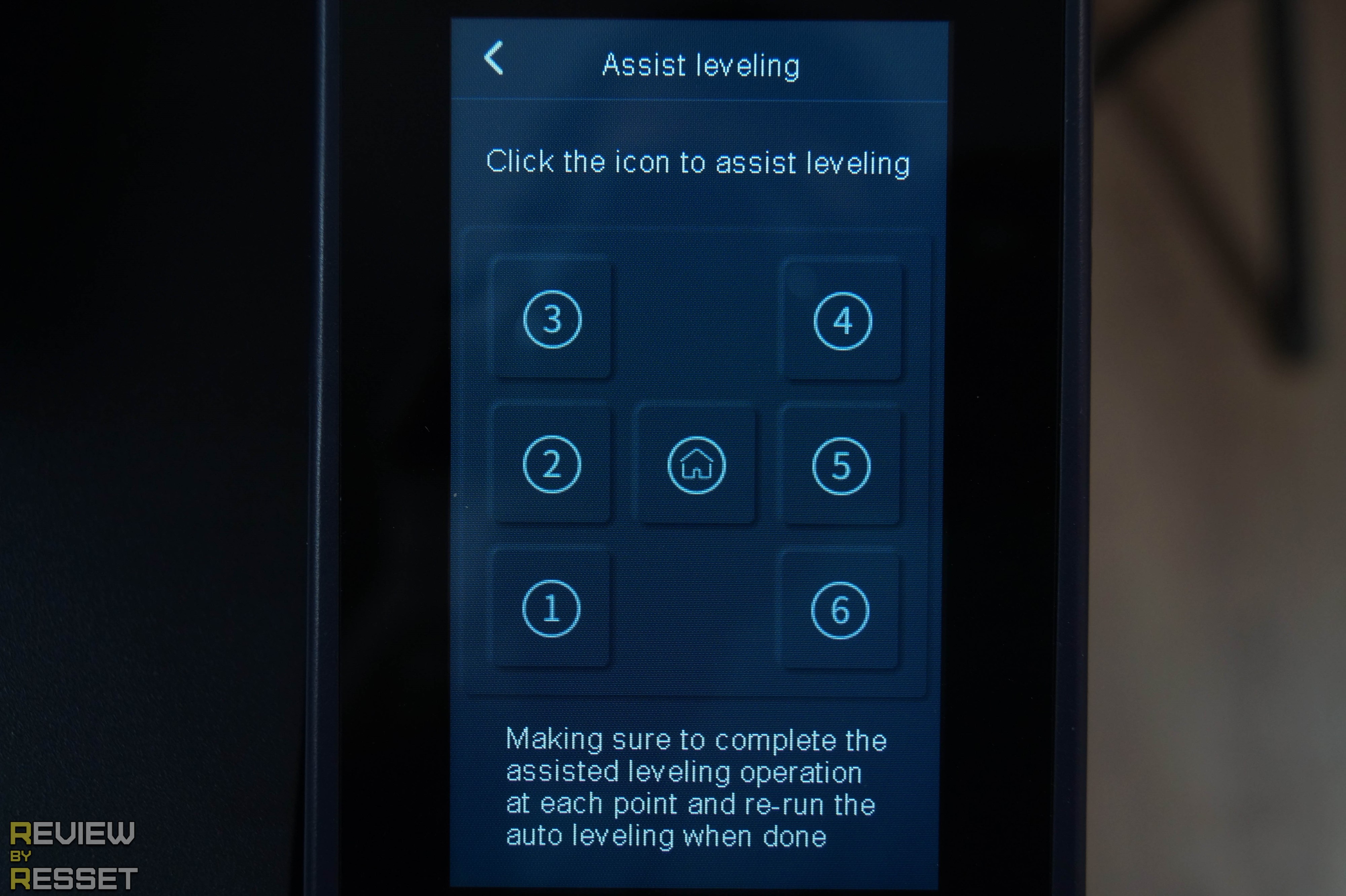
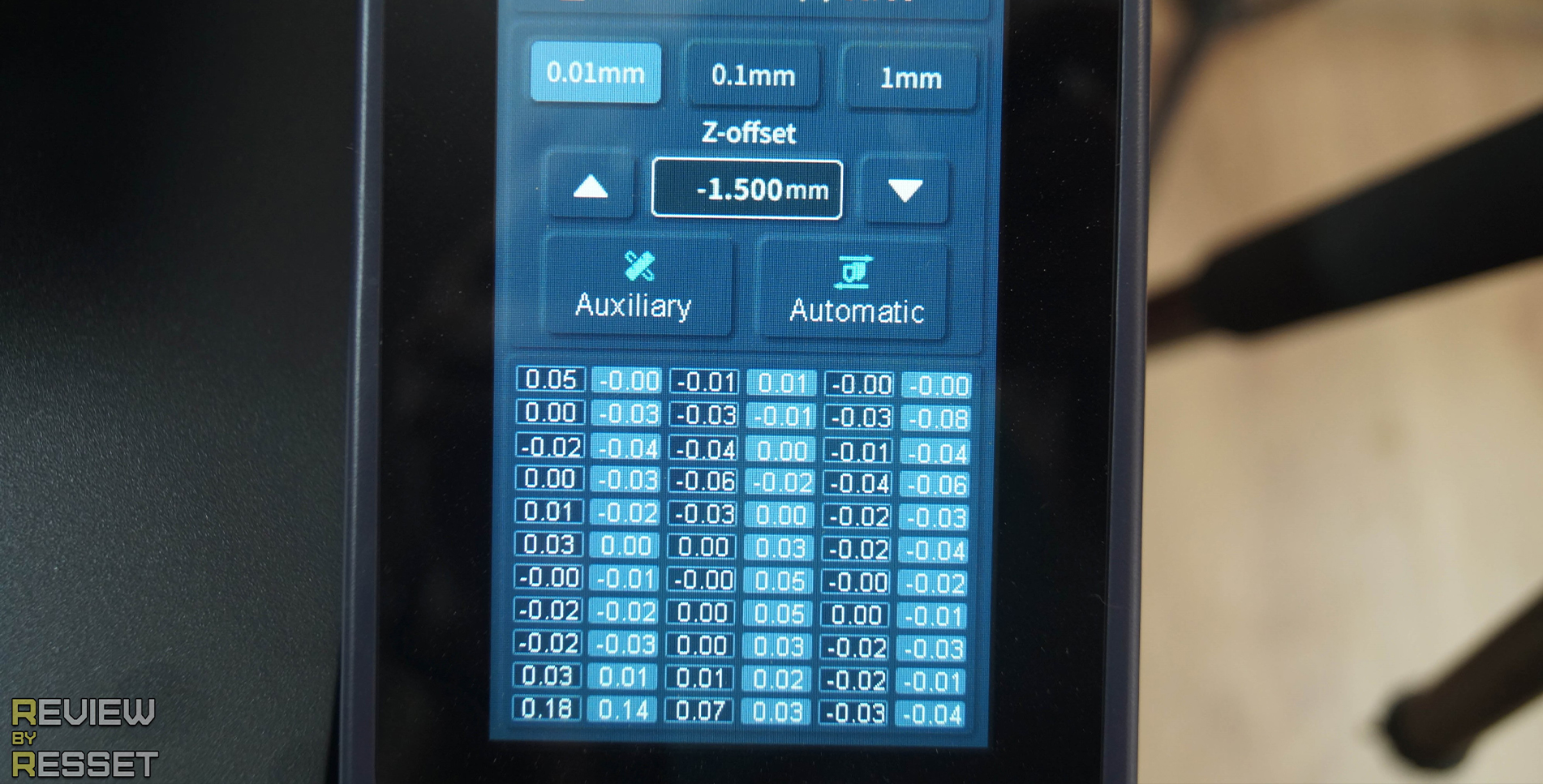
Давайте вернемся в основное меню и перейдем в калибровку. Сначала требуется ручная подстройка поверхности, для этого нажимаем «Auxiliary» и нажимая по областям на экране, винтами под столом выставляем зазор между соплом и листом PEI в толщину листа бумаги. При возврате на предыдущий экран, система предложит построить карту стола в автоматическом режиме.
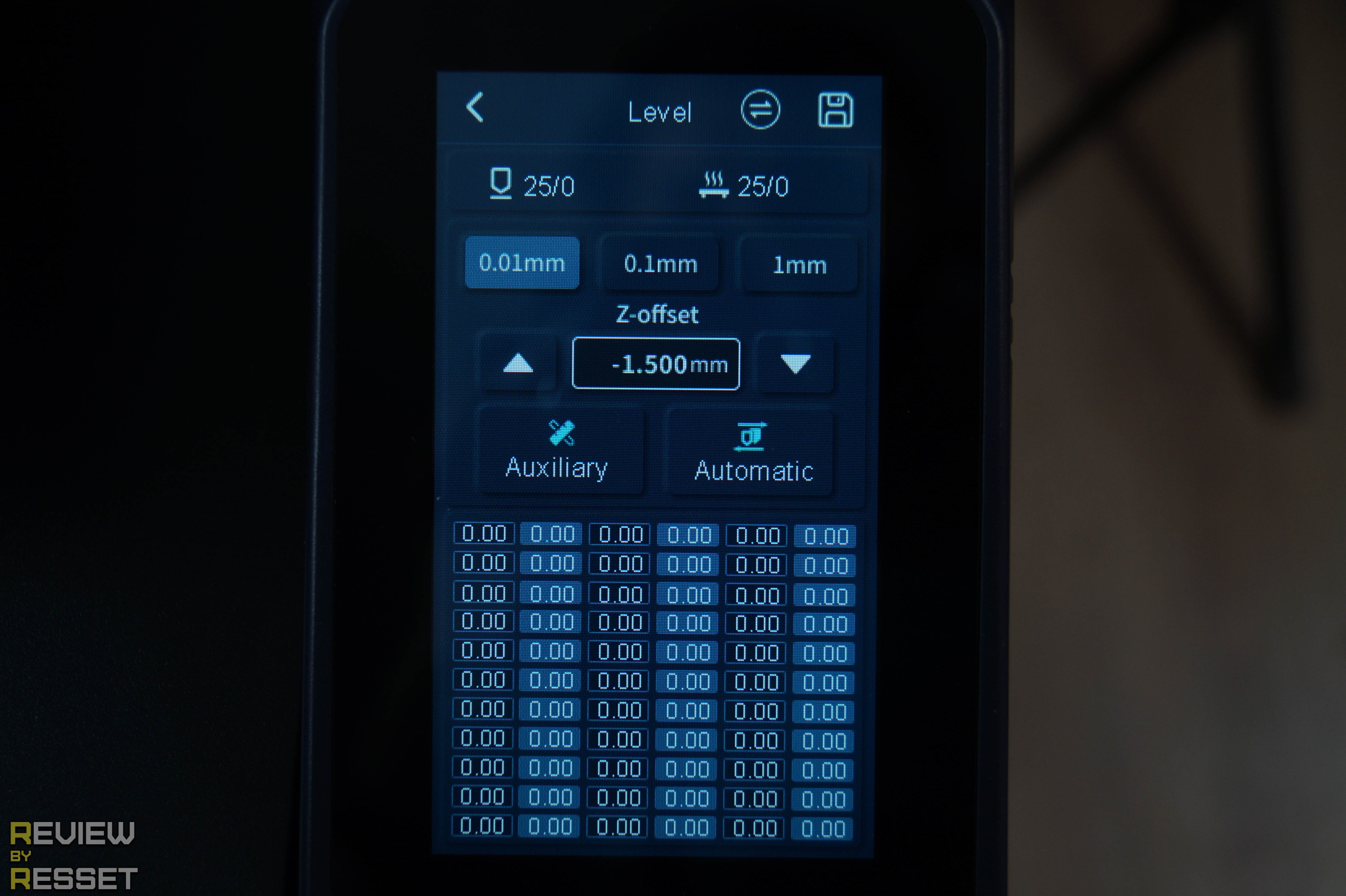
Соглашаемся и ждем пока нагреется стол. Сопло остается холодным, т.к. не будет касаться поверхности. После прогрева экструдер произведет замер высоты в 121 области, опускаясь в каждой дважды, так что процесс не быстрый.
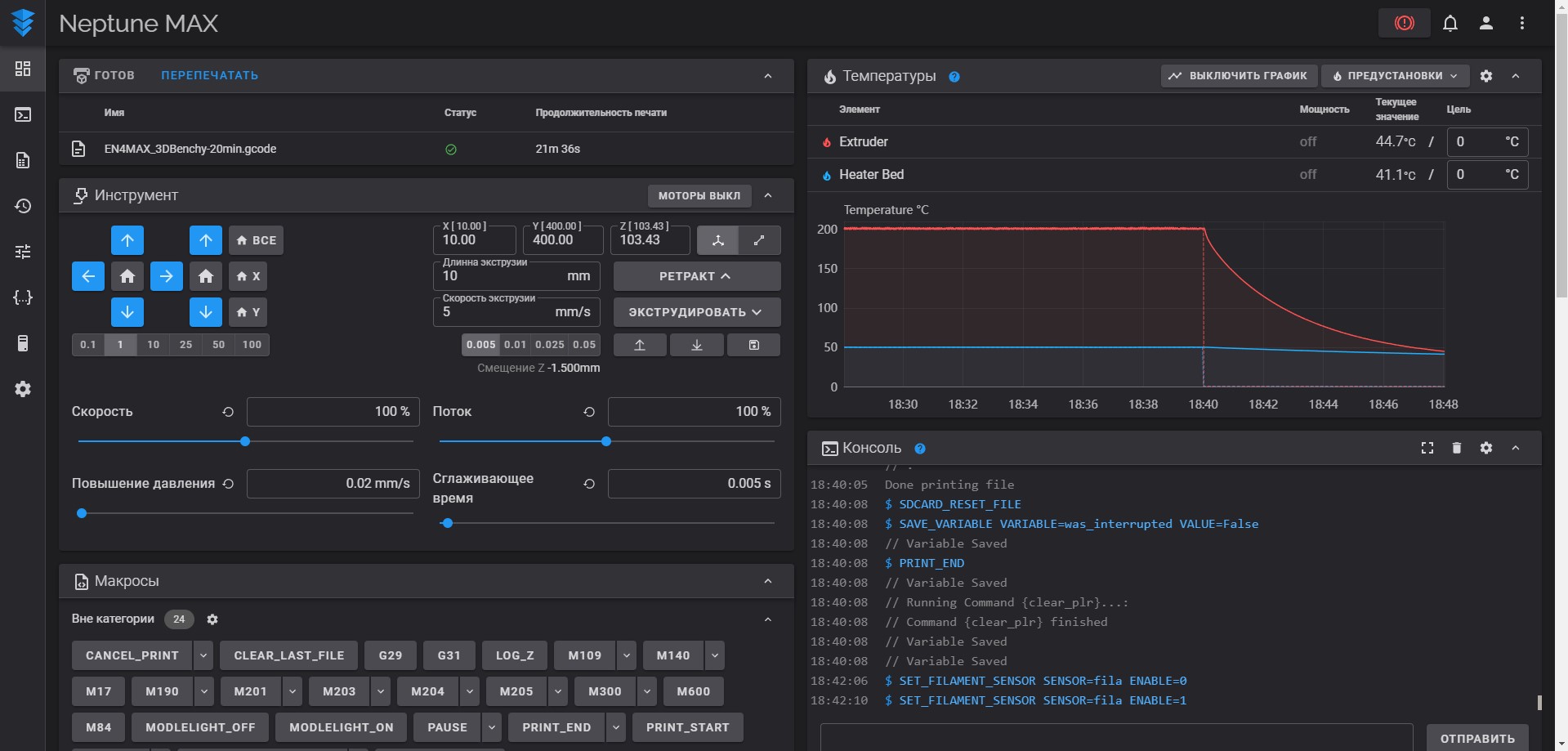
Вышло вполне неплохо, есть перепад 0.2мм в левом нижнем углу, можно было попробовать немного прижать край, но я побоялся, что пойдет волна. В любом случае результат хороший и если когда-то часть модели окажется на этом участке, электроника без проблем компенсирует подъем. Оффсет оставил -1.5мм, чтобы в случае обнуления карты, сопло не пошло вспахивать пластину.
Тестирование
Наконец можно достать филамент из пакета. Элего щедро подкинули грамм 50 быстрого PLA+.

Нажимаем «Print», выбираем интересующую модель и подтверждаем свой выбор. Дизайн окна печати не перегружен.

ываы
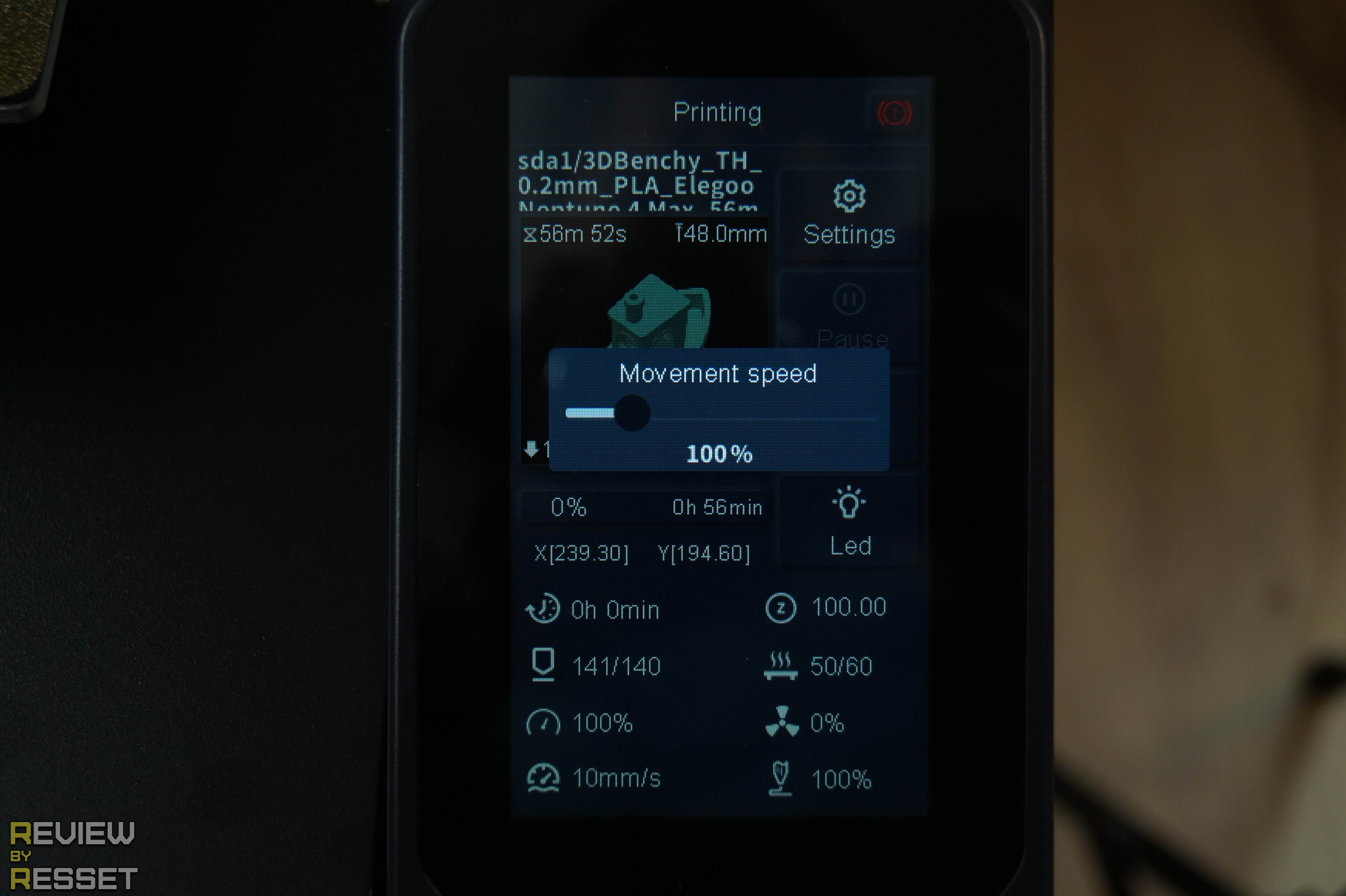
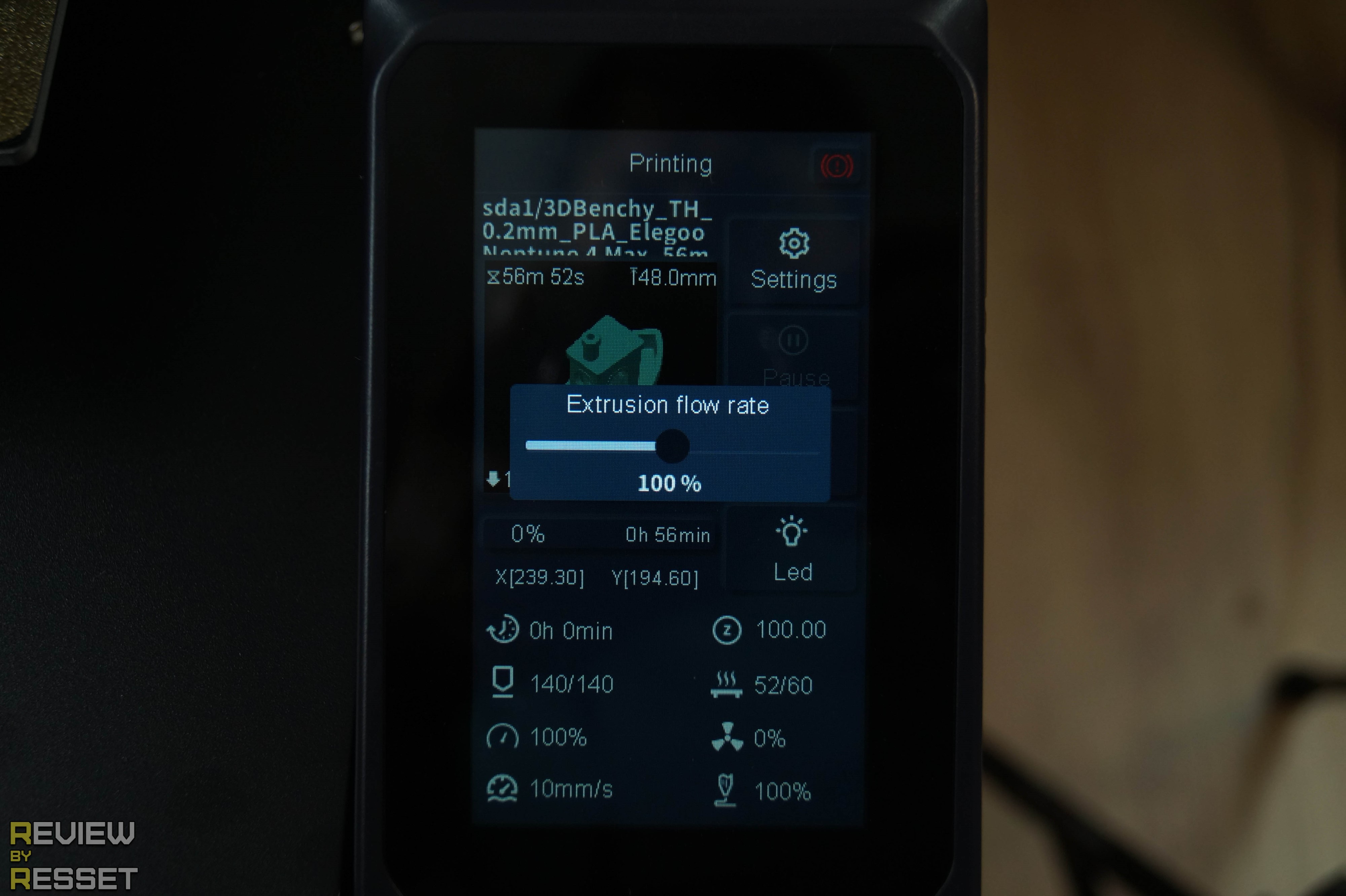
Нажатие на большинство иконок вызывает всплывающее окно с возможностью коррекции параметров.
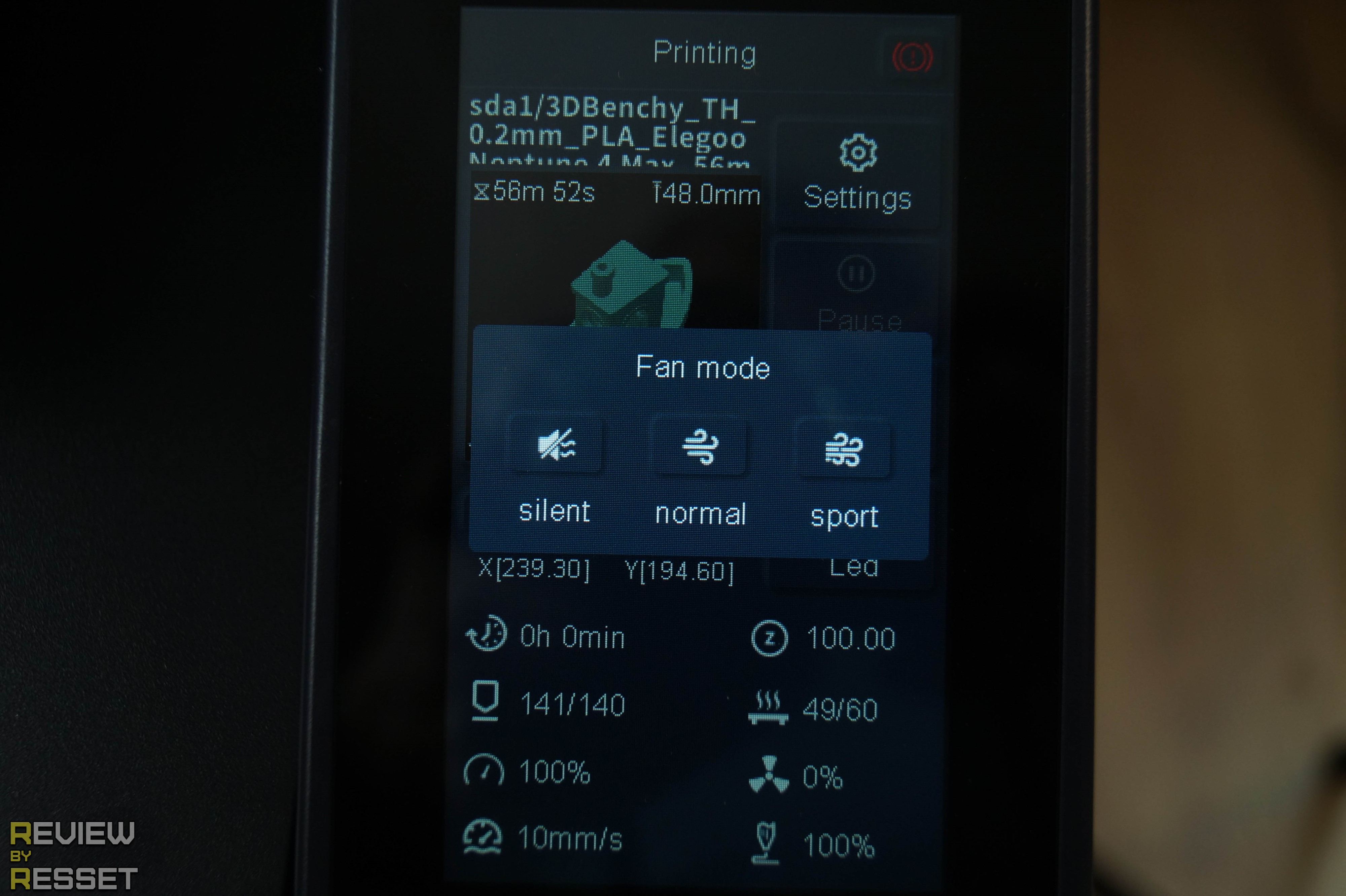
Имеется и меню быстрых настроек принтера. Пробовал включать адаптивную скорость, но не заметил разницы в поведении. Хотя может от параметров слайсера зависит.


Стартовый скрипт отрабатывает интересно. Перед нагревом, сопло опускается вплотную к пластине, после набора заданной температуры, его поднимает на 0.6мм и выдавливается полоса сантиметров 10.

Благодаря данной процедуре, сопло остается максимально чистым перед началом основной печати, а хотенд избавляется от лишнего воздуха.

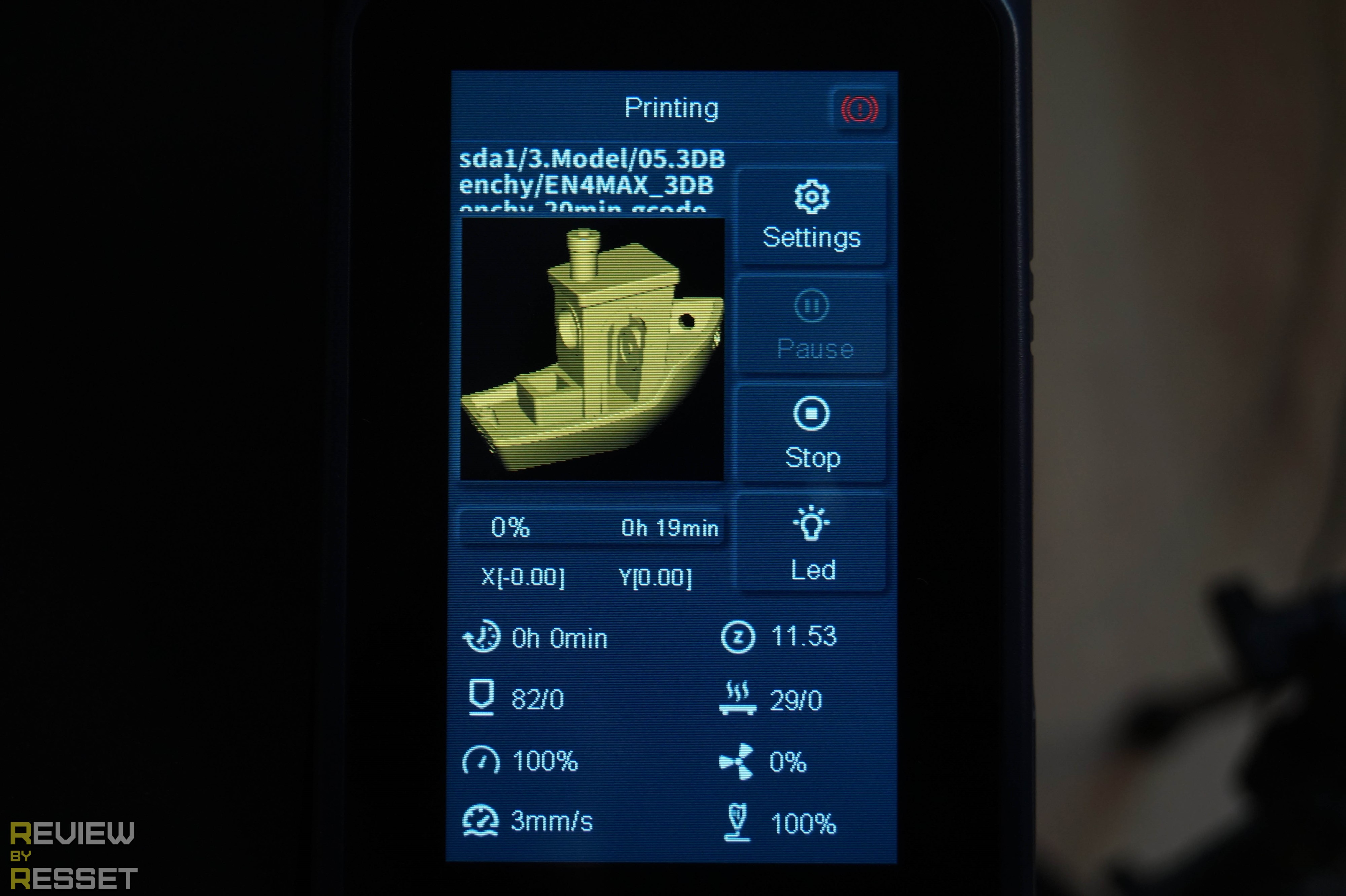
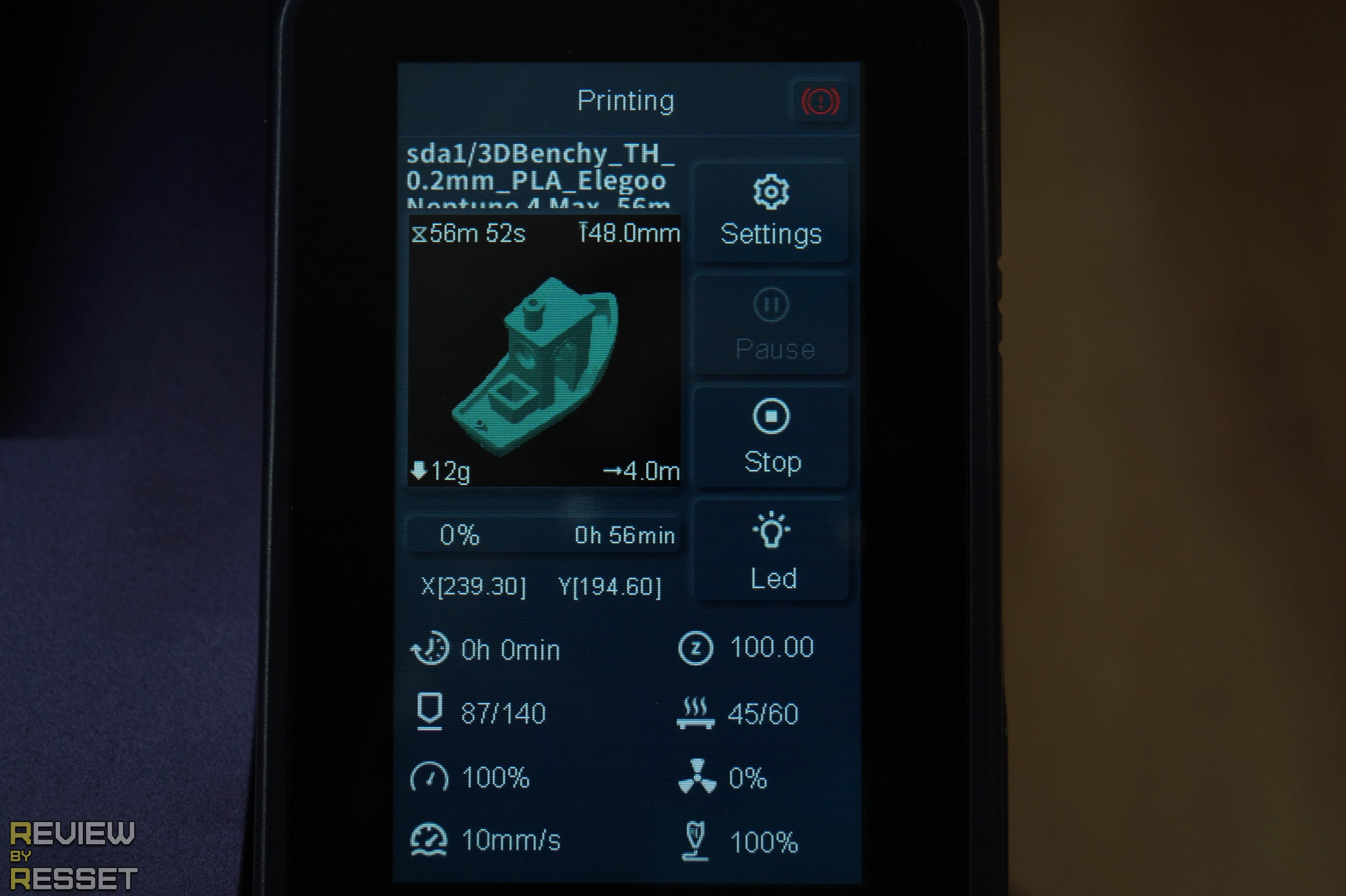
Из-за размера стола, нагрев до 60 градусов занял порядка 5 минут и общее время печати кораблика составило 21 минуту, скорость печати стенок достигала 270мм/с (скорее всего на внутренних стенках и заполнении).
Процесс создания.
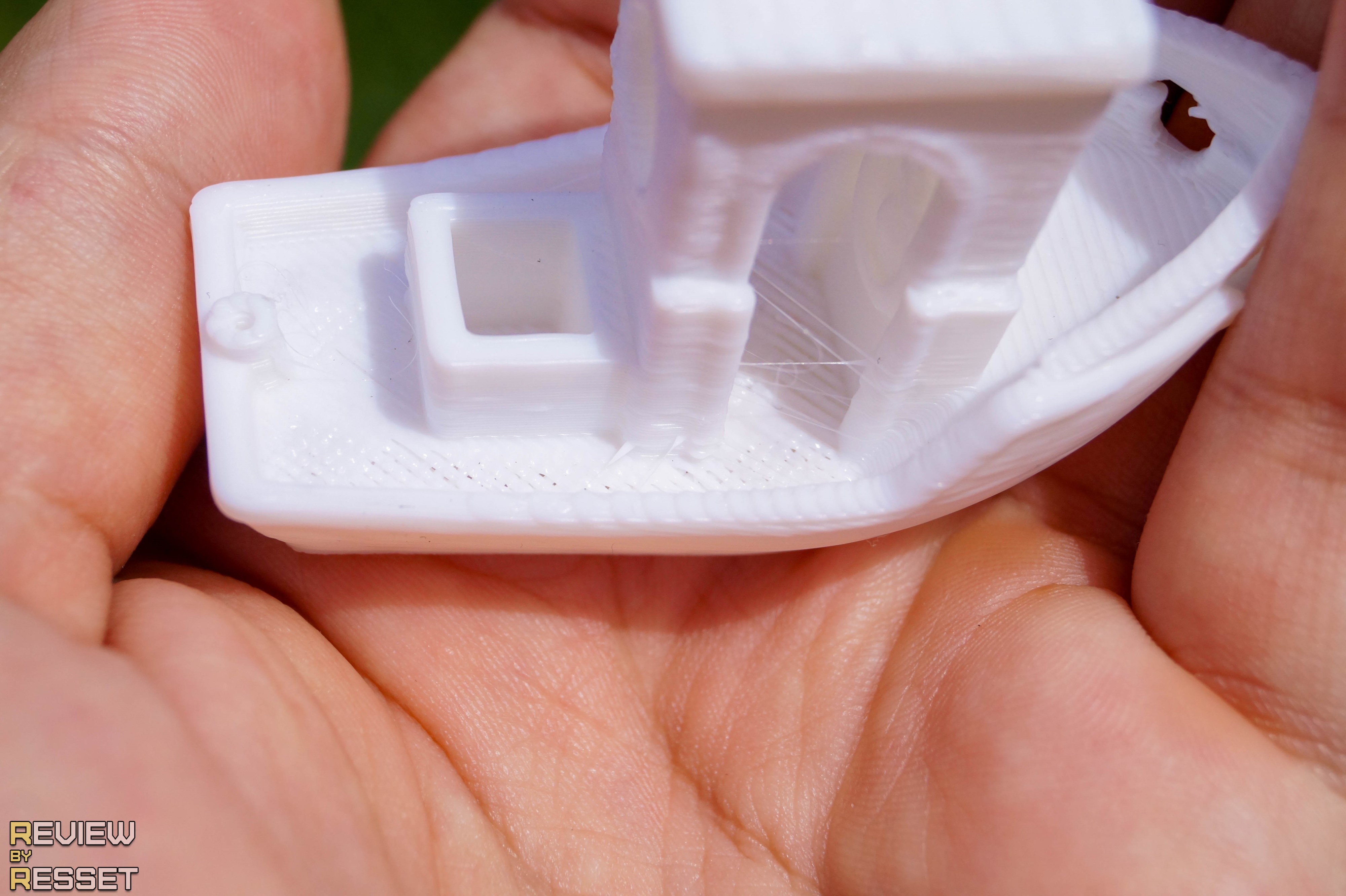
Для сокращения времени печати, плотность заполнения уменьшили по максимуму, так что геометрию идеальной я бы не назвал, ну и по центральной части видно, что произошло проскакивание ремня по оси Y. Это мой косяк, при сборке платформы я накинул край ремня на фиксатор с запасом, думая, что во время натяжки он сам упрётся в ограничитель. Перед запуском убедился, что нет провисания, но ремень стал на свое место только во время печати когда стол хорошенько мотало в разные стороны по нескольким вершинам.

Ну и еще пара хитростей, на которые я обратил внимание: высота слоя была 0.25мм и всего два сплошных слоя.

Мотка филамента на второй такой кораблик точно не хватит, а тот что есть у меня слишком вязкий для быстрой печати, так что придется нарезать модели самостоятельно. На комплектной флешке кроме инструкций есть папка со слайсером.
Это модифицированная кура, в которой я пробежался по рекомендуемым параметрам печати и скачал нормальный слайсер.
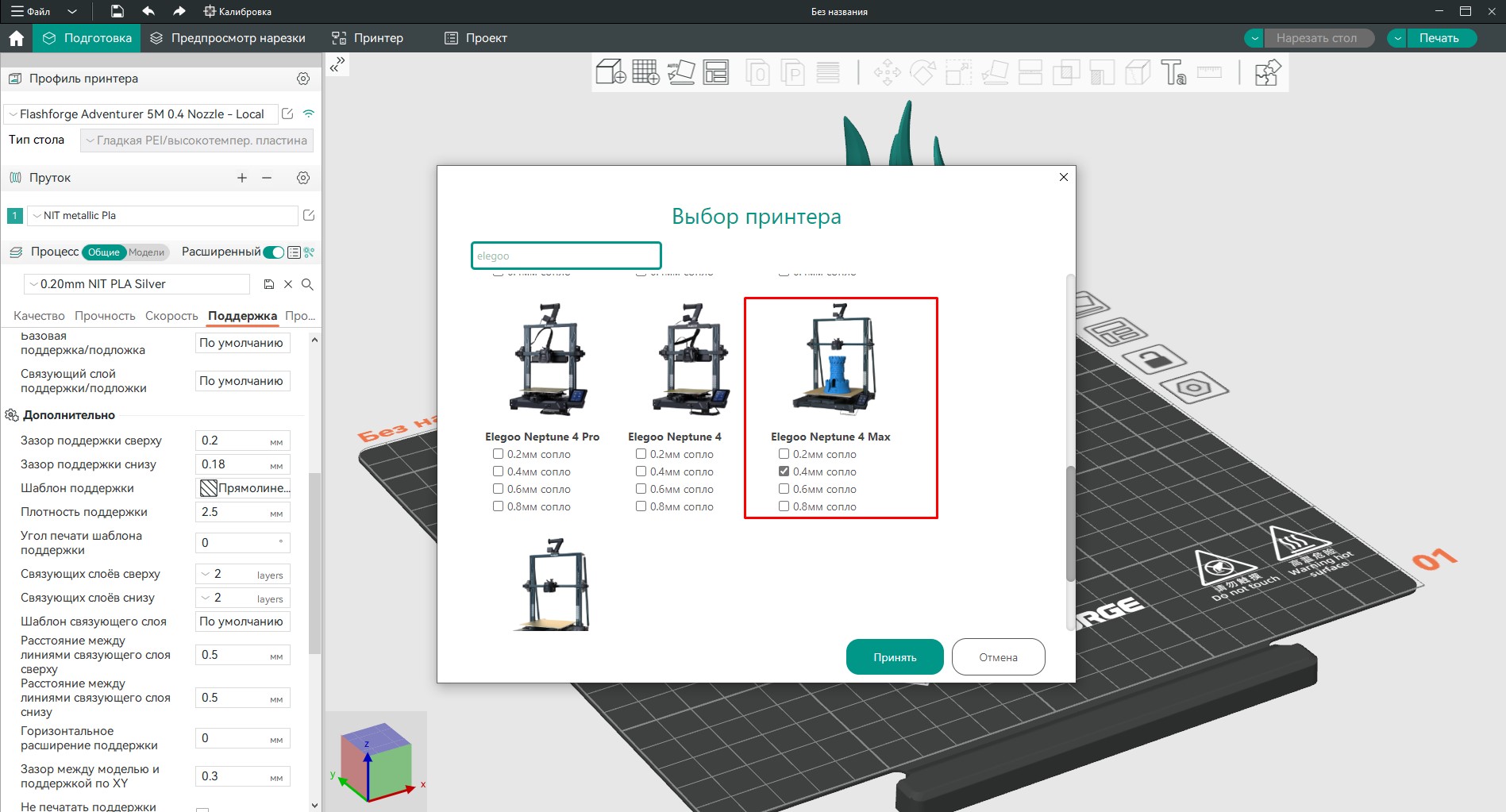
В OrcaSlicer так же есть профили для всех модификаций нептуна.
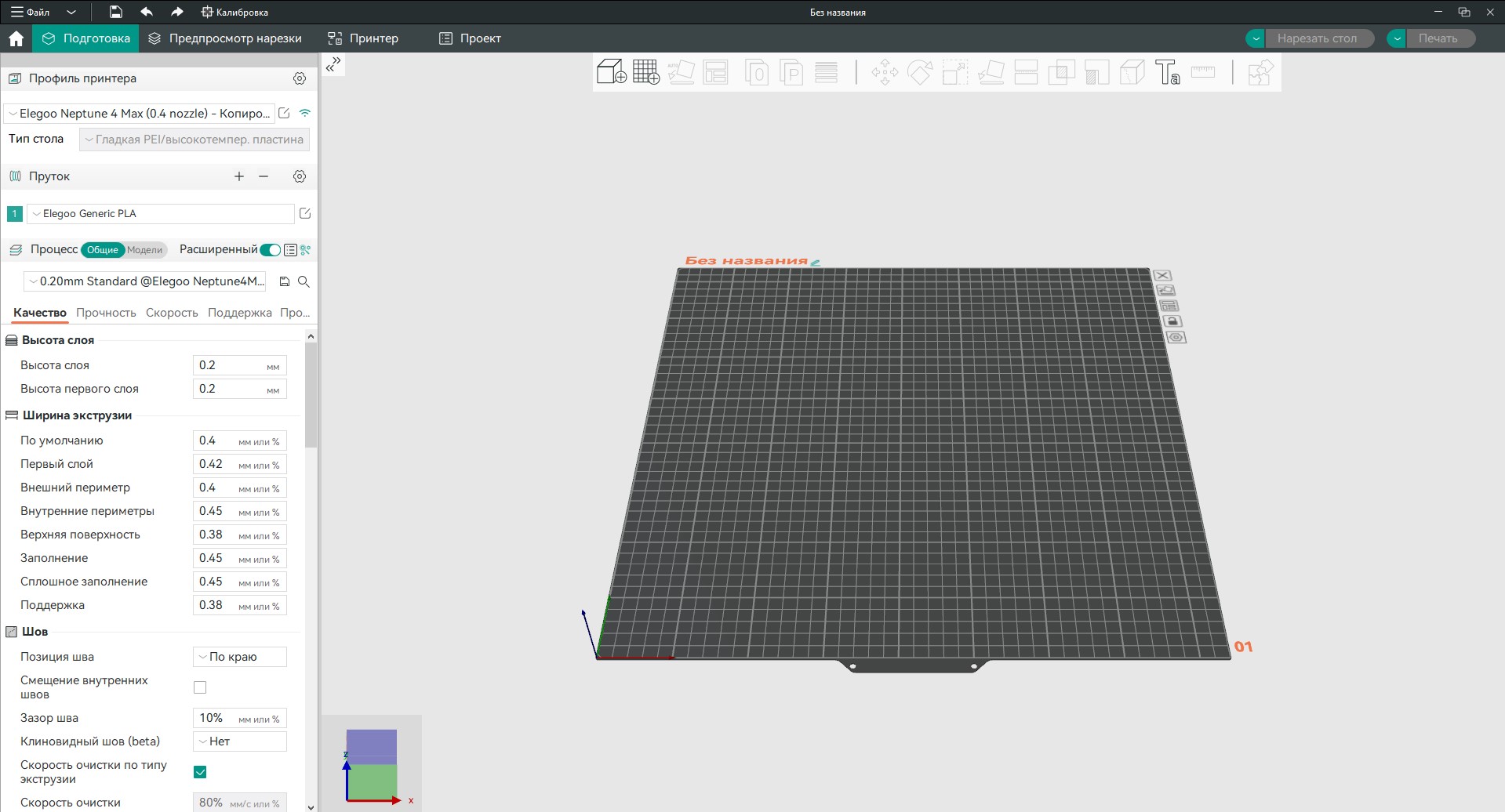
Какое же огромное поле по сравнению с FlashForge AD5M.
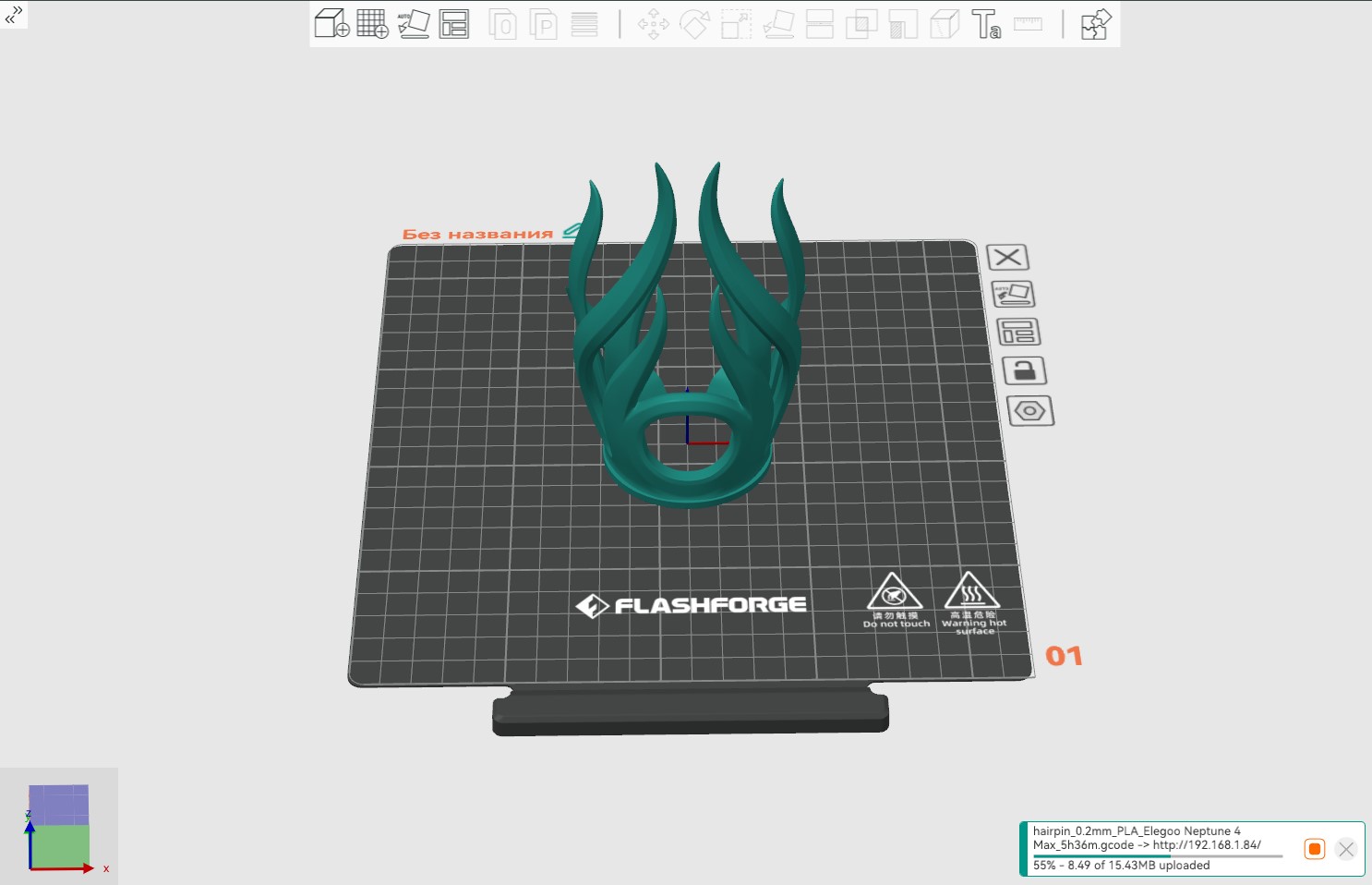
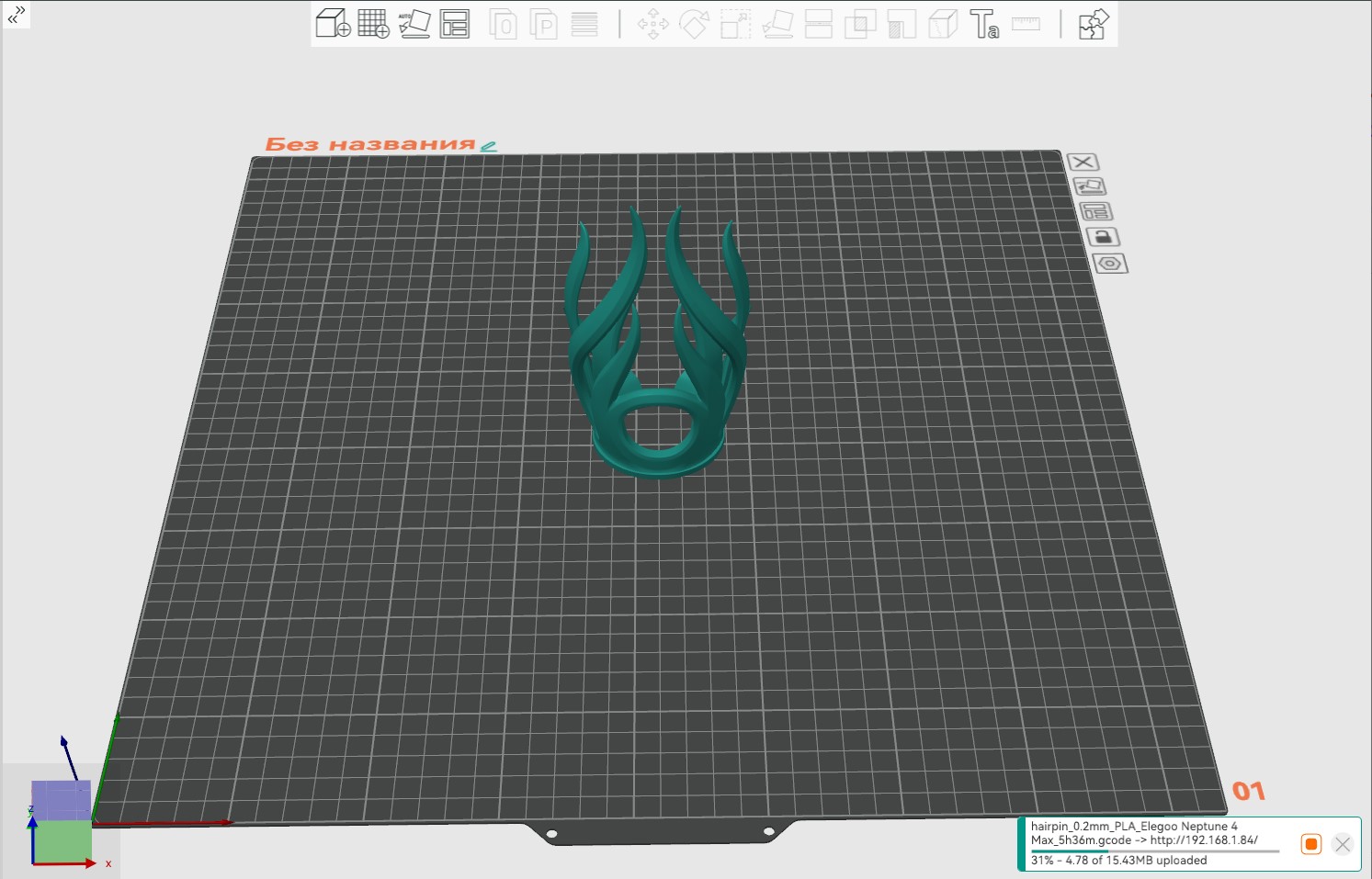
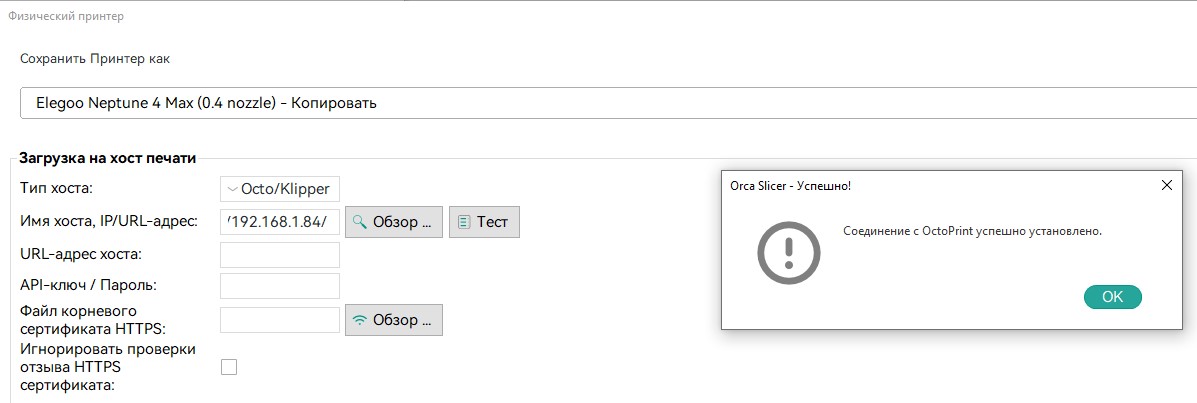
После заполнения IP адреса принтера, можно отправлять файлы по Wi-Fi или проводной сети, а так же сразу пускать их на печать.
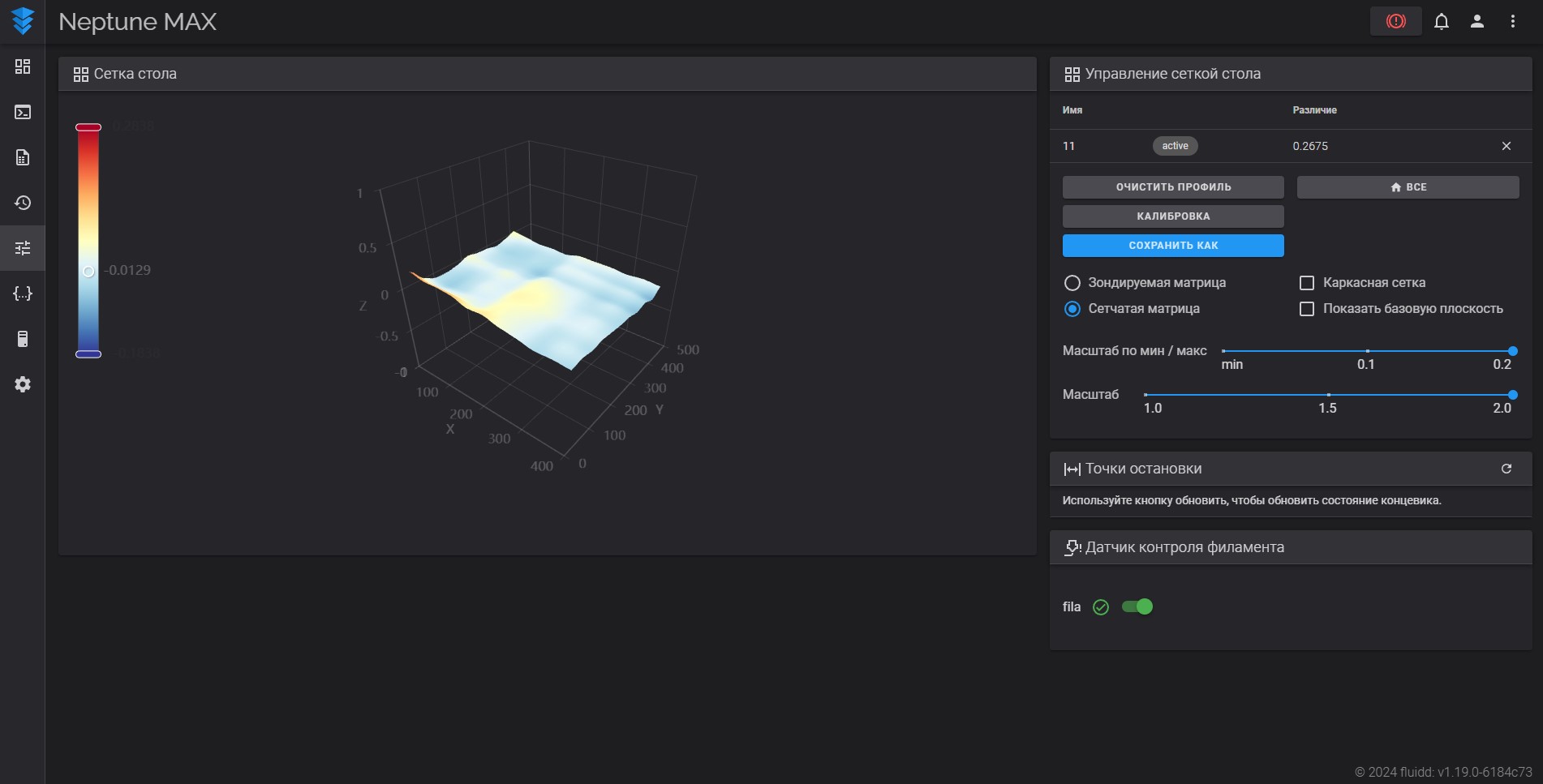
Работает и флюид из коробки. Судя по всему, объем внутренней памяти 8Гб, а оперативной 1Гб, производительности начинки хватает с запасом, особой нагрузки не наблюдал даже с подключенной камерой.
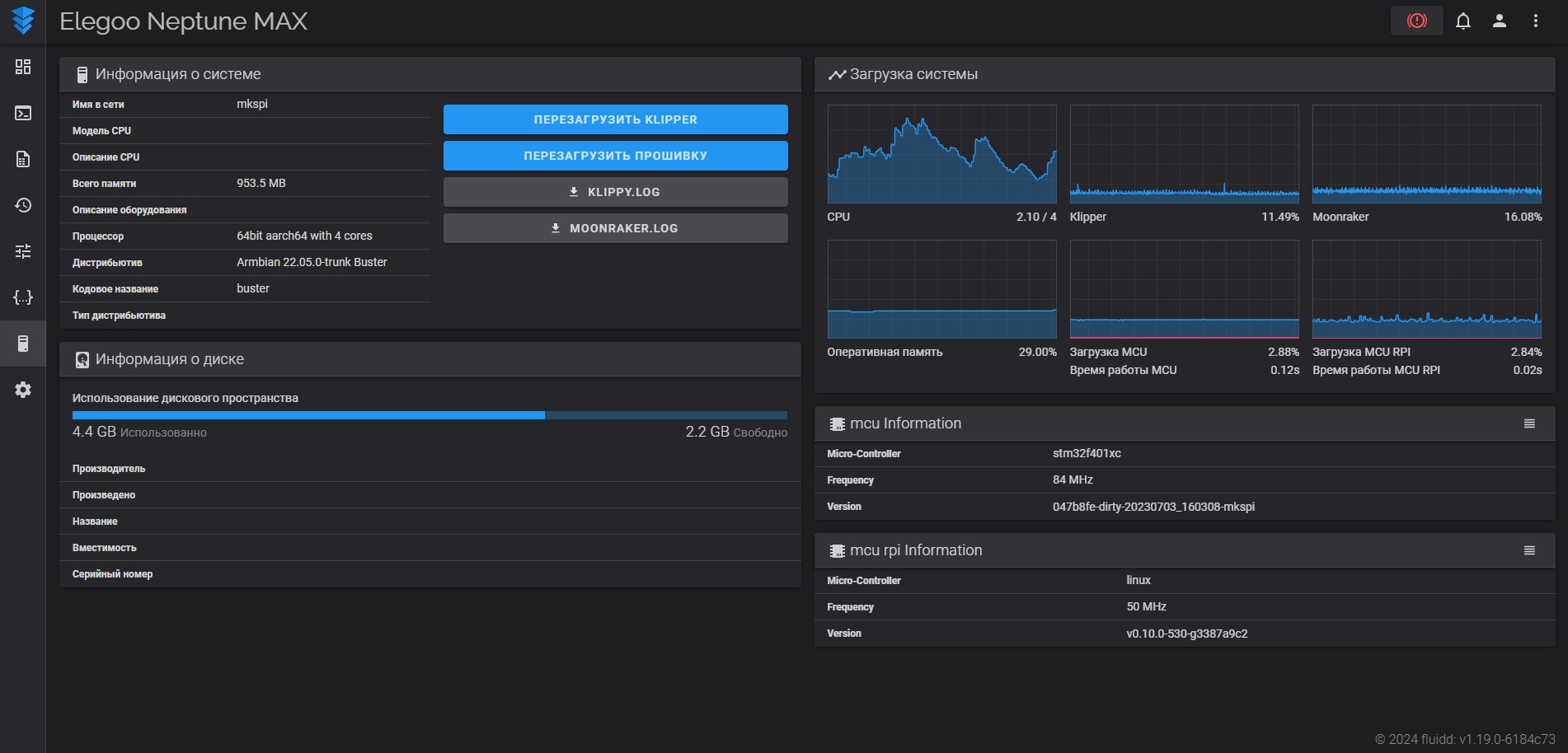
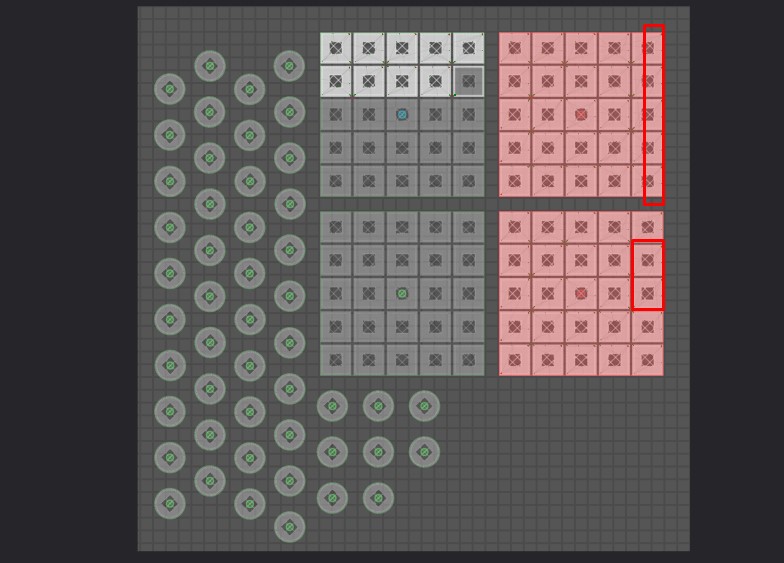
Работает и исключение отдельных моделей если соответствующая галочка была установлена в слайсере. Очень полезная функция когда на огромном столе куча деталей и какая-нибудь крайняя начинает отлипать, угрожая намотаться на сопло и поотрывать остальные.
На момент написания обзора, файлы отправленные по сети не отображались в меню печати, т.к. принтер не видел внутреннее хранилище. Нашел выход, напечатав крепление на стену мастерской и установив в него планшет. Вскоре вышло обновление, исправляющее эту недоработку, но я настолько привык, что не смог отказаться от такого пульта управления.


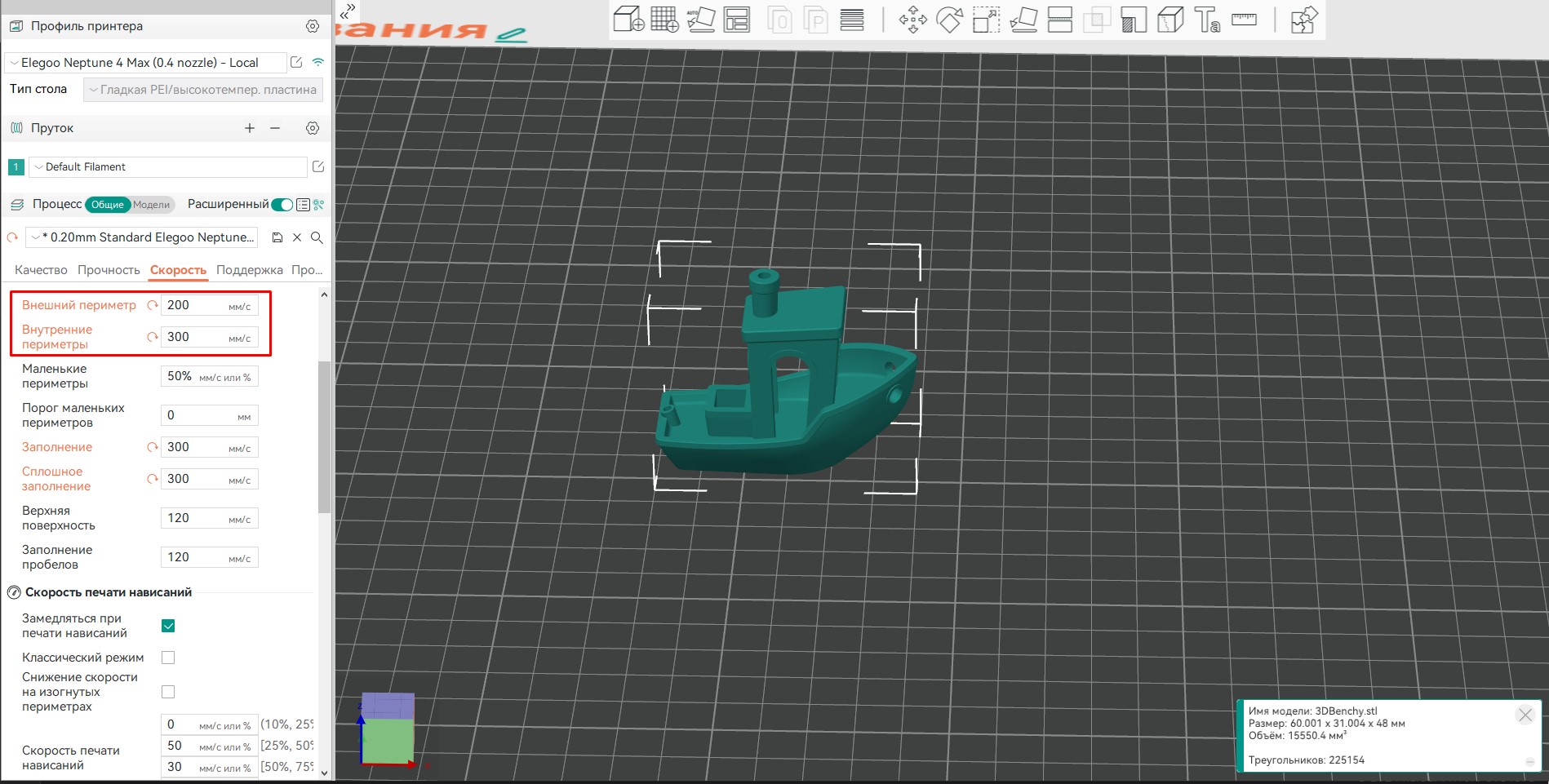
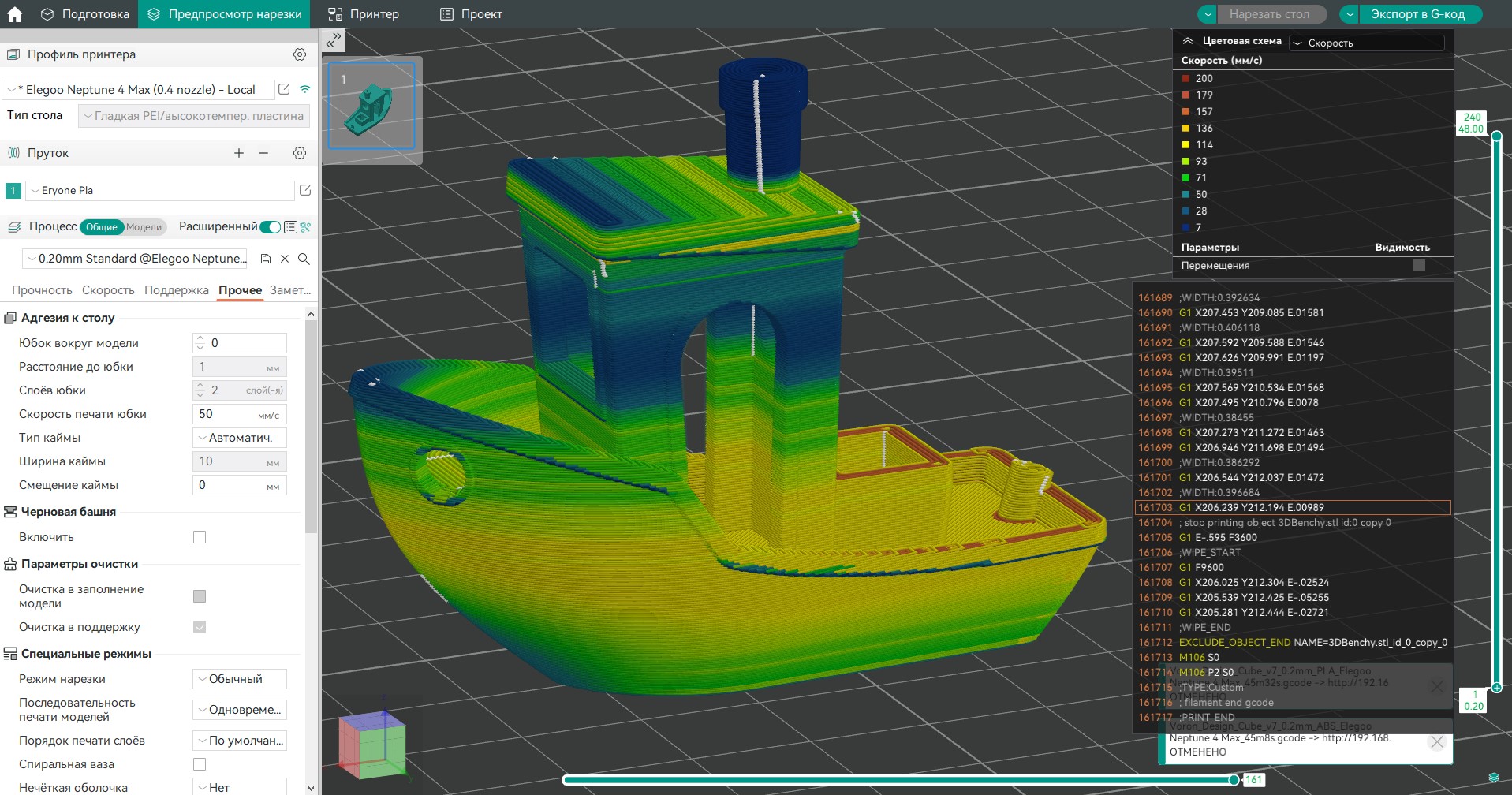
На чем мы там остановились… ах да, кораблик. Закинул привычную всем модель, все параметры оставил стоковыми кроме скорости печати. По умолчанию был 160мм/с, я поднял внутренние периметры и заполнение до 300, а внешние до 200, чтобы красиво было. Правда это было бесполезно, т.к. для обеспечения нормального остывания PLA, она очень сильно урезалась системой. Можно было конечно поковыряться в настройках и отключить все ограничения, но вряд ли кто-то будет таким заниматься каждый раз во время подготовки модели, так что оставил как есть.
Через час кораблик был готов. На фоне огромного стола он кажется совсем крошечным.

Результат не особо впечатлил. Ладно полоса в месте сплошной заливки, но и за ее пределами есть выпирающие слои.


Вообще мне изначально не нравилось, что экструдер тянет филамент напрямую. Несмотря на то, что пруток может слегка тянуться, при сильных рывках катушку прилично дергало, а весит она не мало. У меня валялся кусок фторопластовой трубки, который и был установлен между экструдером и датчиком филамента. Теперь при перемещениях каретку ничего не тормозит. Так же дополнительно подтянул ремни стола, всё-таки он довольно массивный.

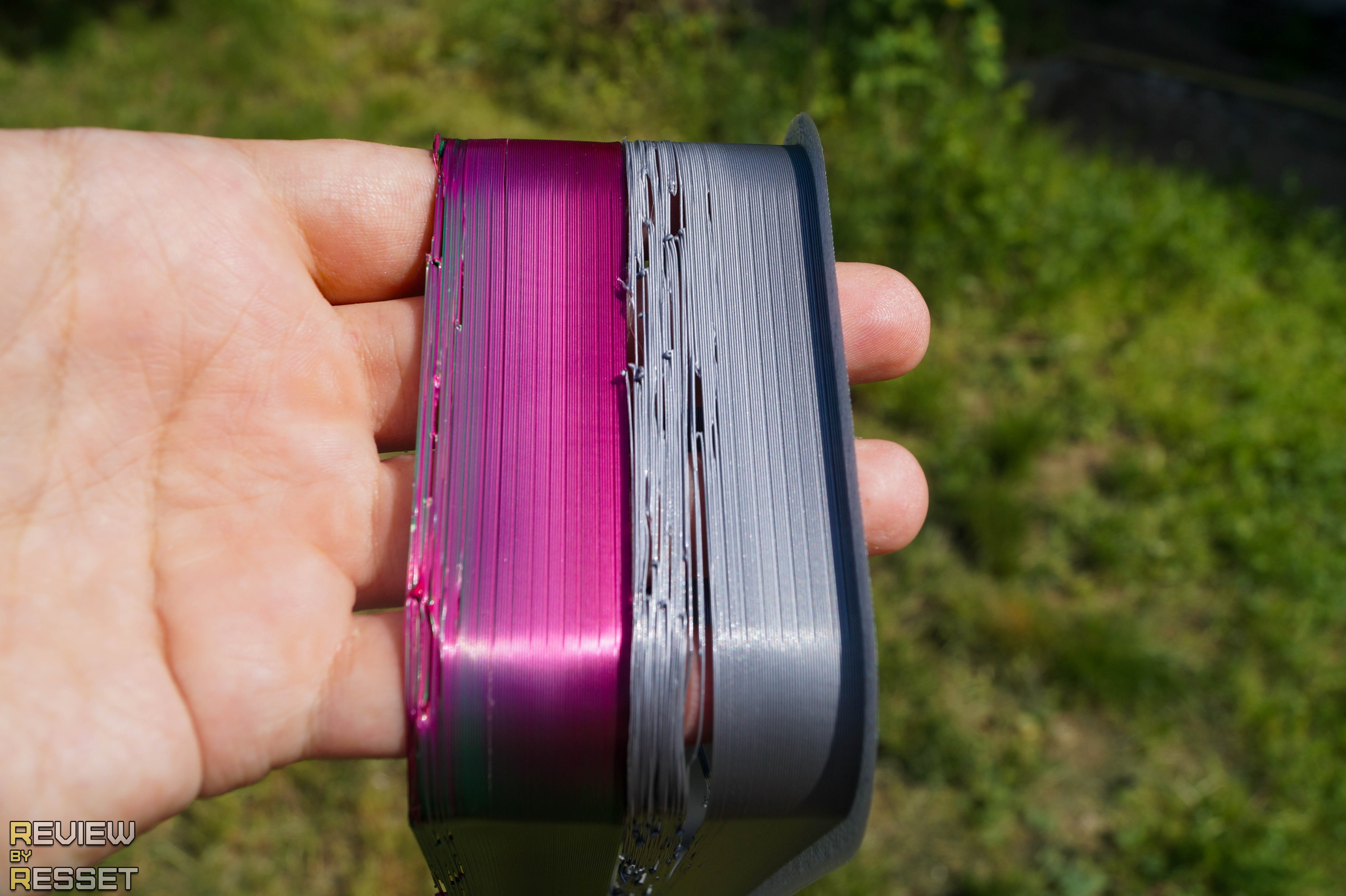
И это определенно дало результат, думаю не нужно объяснять где какой кораблик. Возможно хватил бы только дополнительно подтянуть ремень стола, но как минимум трубка будет защищать пруток от пыли, так что пусть стоит.


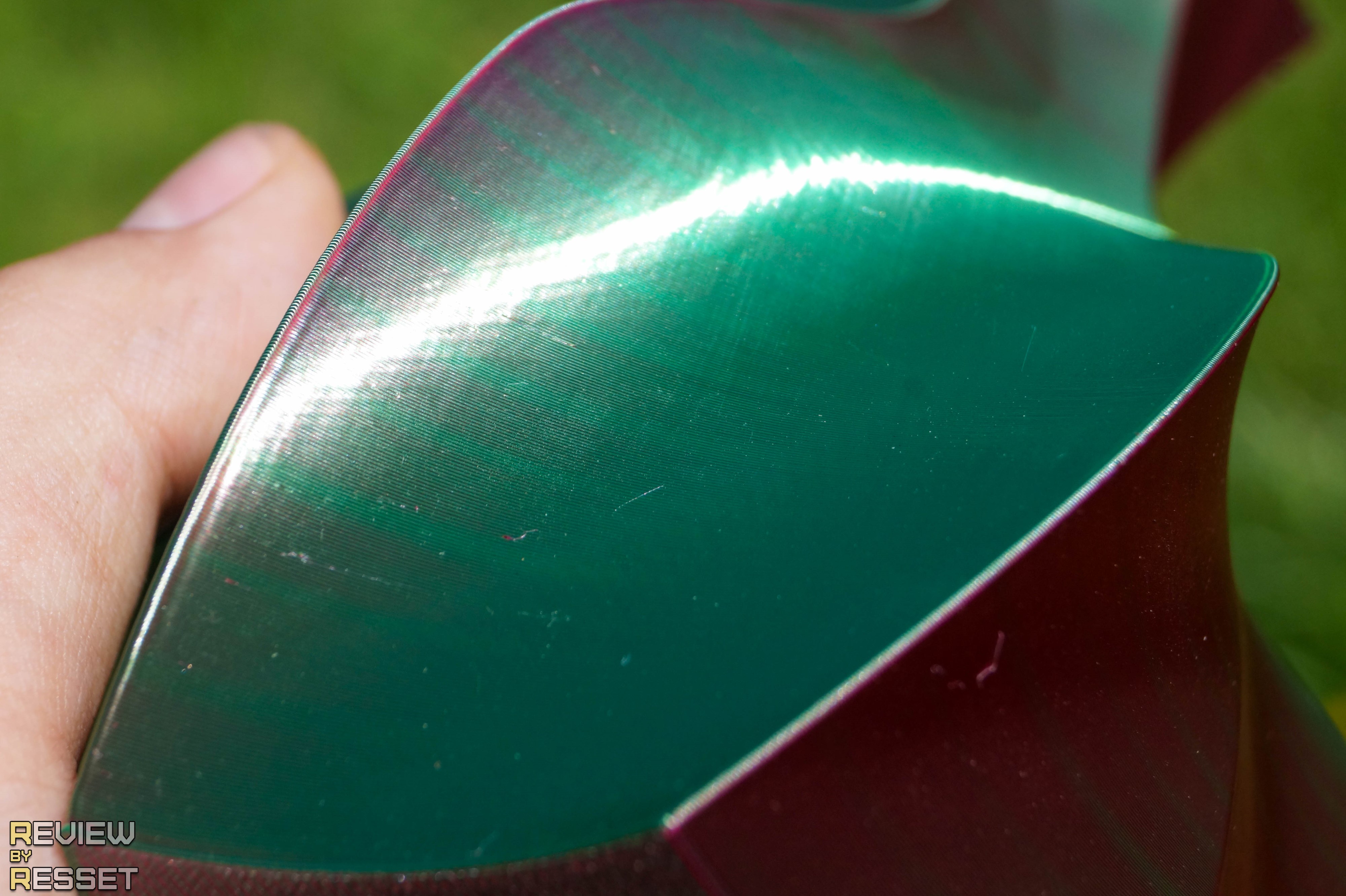
Чтобы раскрыть потенциал пластика, распечатал вазу.
Красивое.
При близком рассмотрении слои можно разглядеть, но дефектов печати минимум.

Кстати, тест скорости потока показал неплохие результаты.
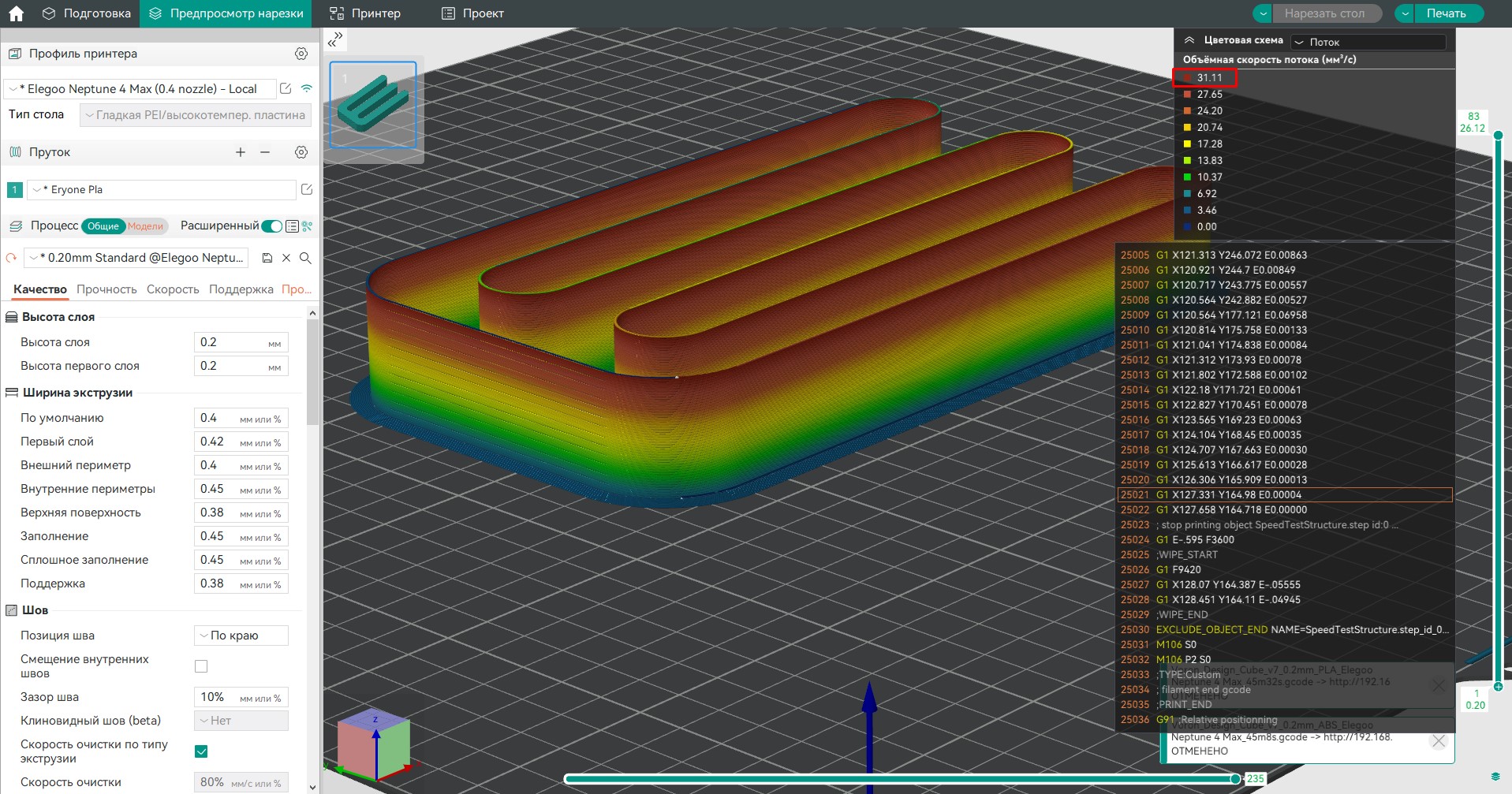
До высокоскоростного конечно не дотягивает, упираясь где-то в 25мм3, но всяко лучше серого PLA от НИТ.

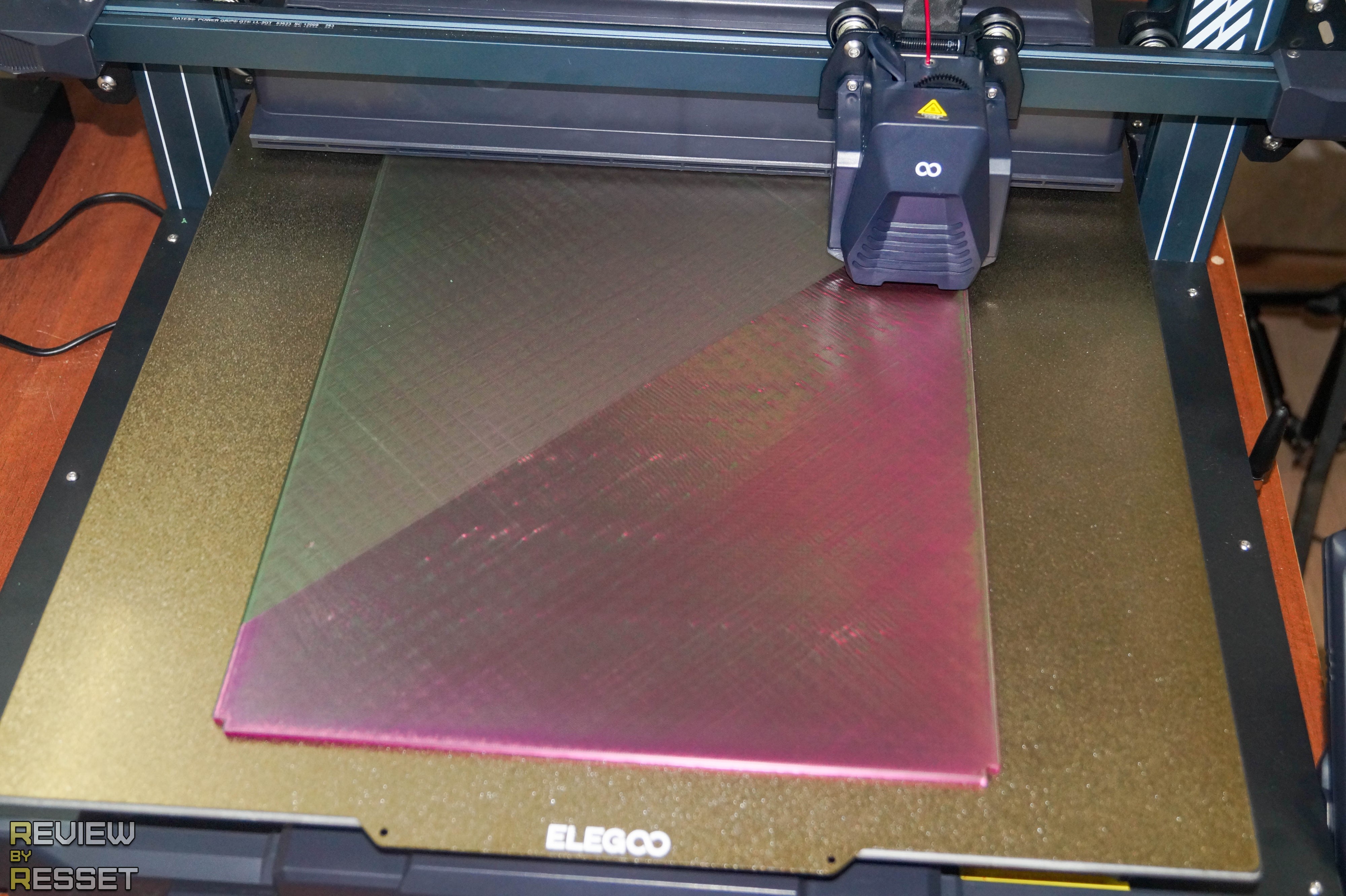
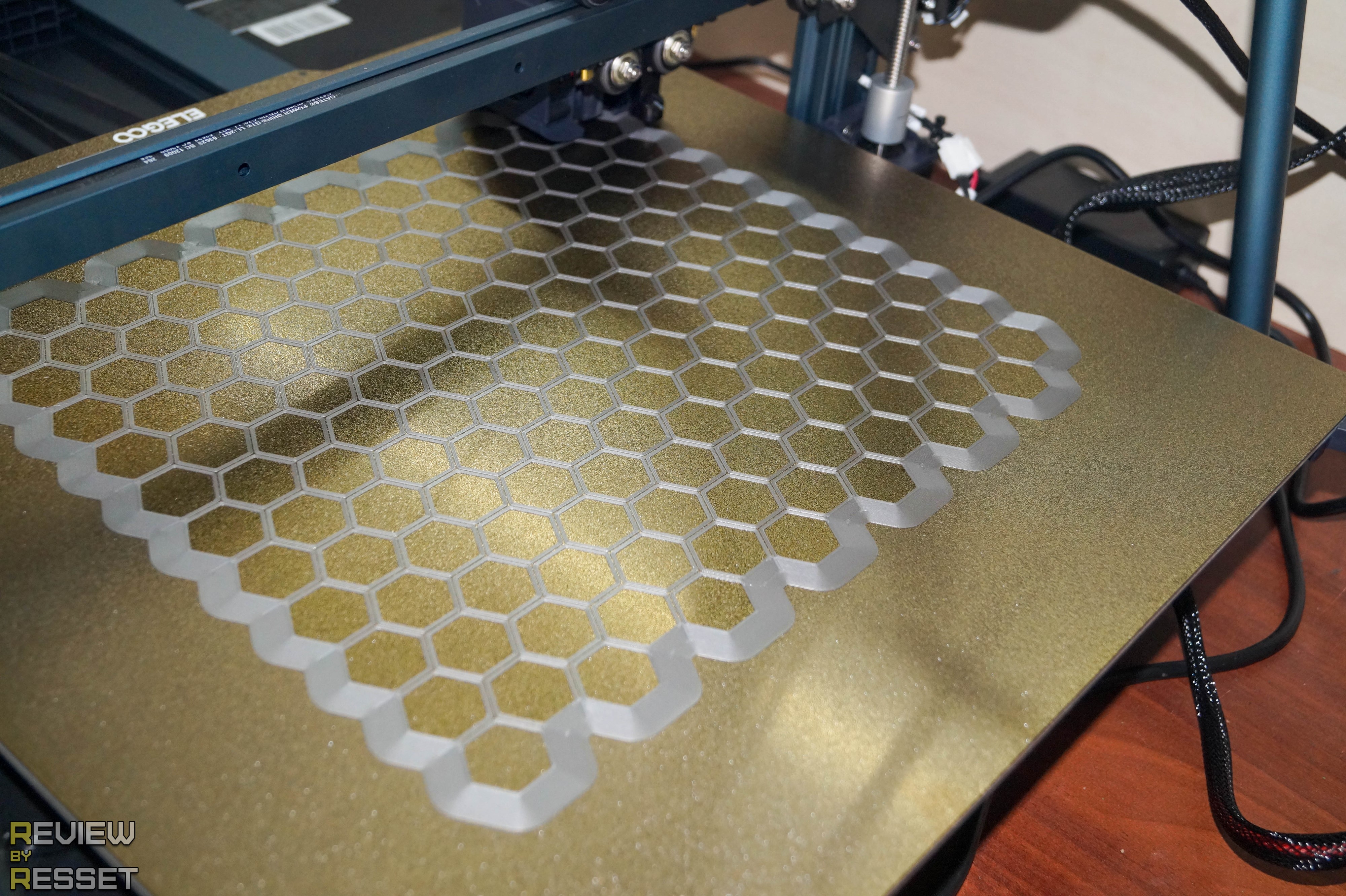
Но принтеры с большим полем печати покупают не для массового производства корабликов, а чтобы можно было за один раз напечатать чего-нибудь большое. Вы только посмотрите как идеально ложатся слои, карта стола отрабатывает отлично. Кстати, калибровку я делал единожды после сборки в конце апреля и больше не трогал.
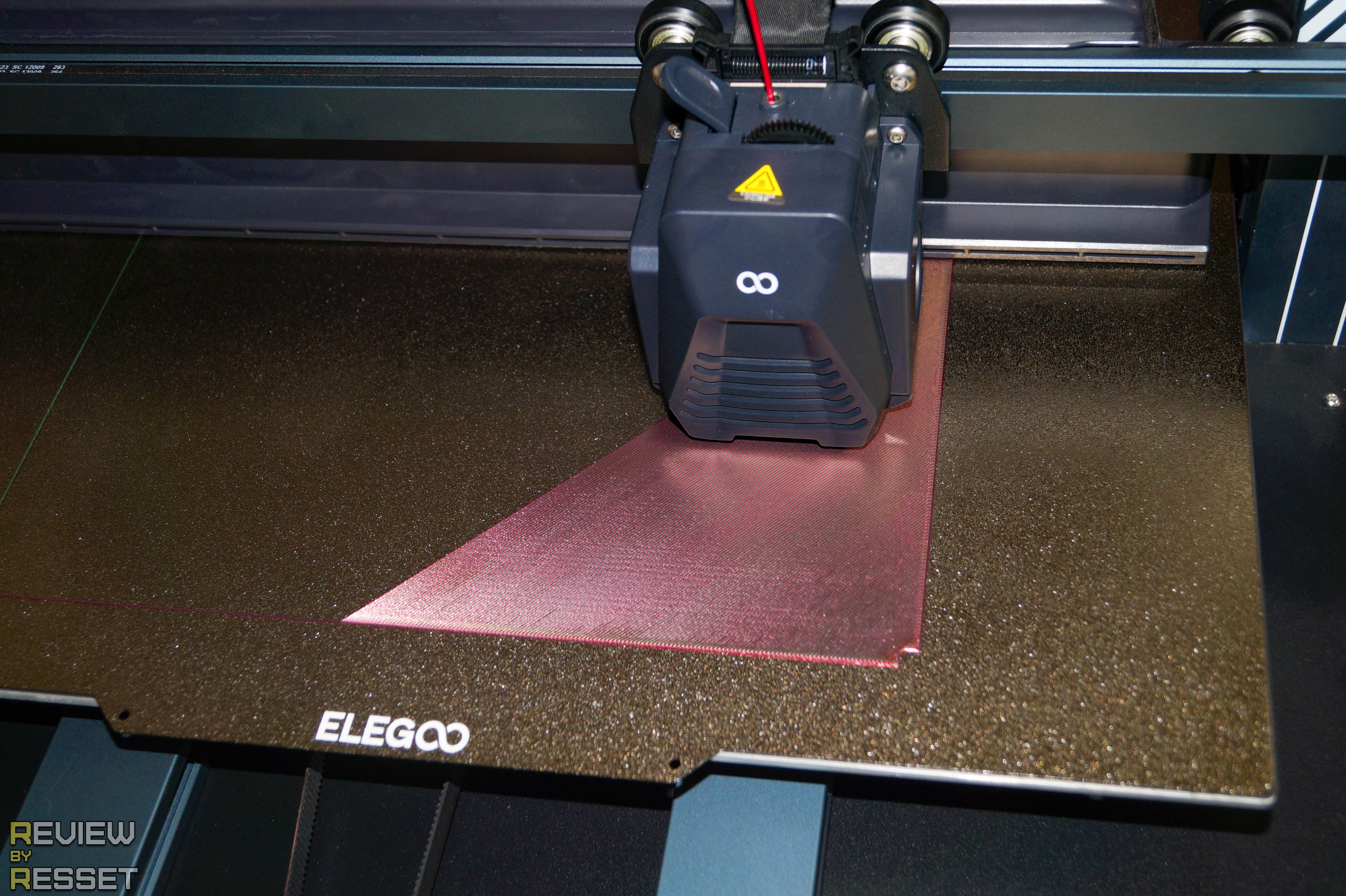
Где-то 50% выполнения, все уголки на своих местах, линии заполнения без разрывов несмотря на скорость 200мм/с, которую принтер успевает развивать на такой крупной модели.
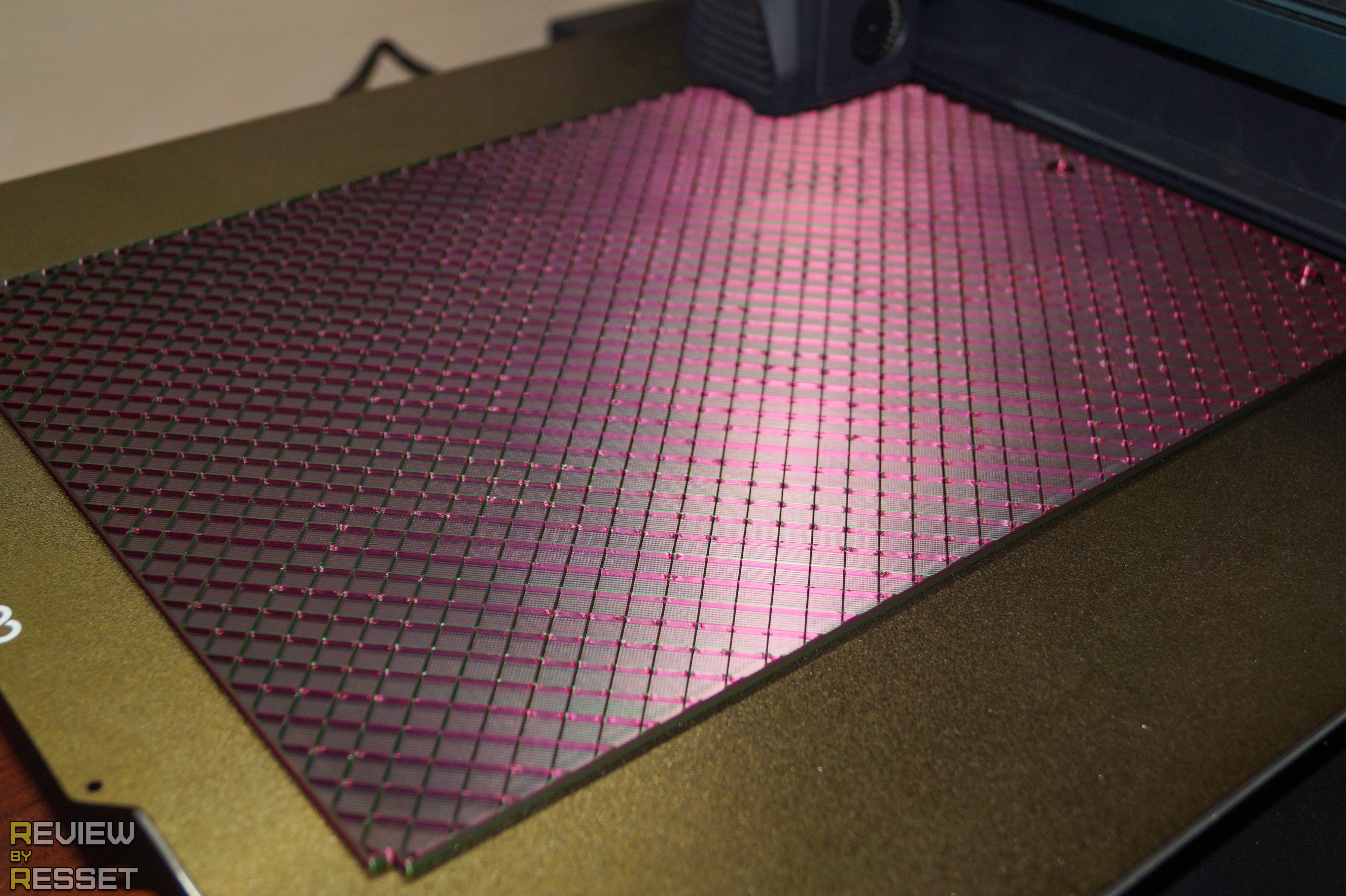
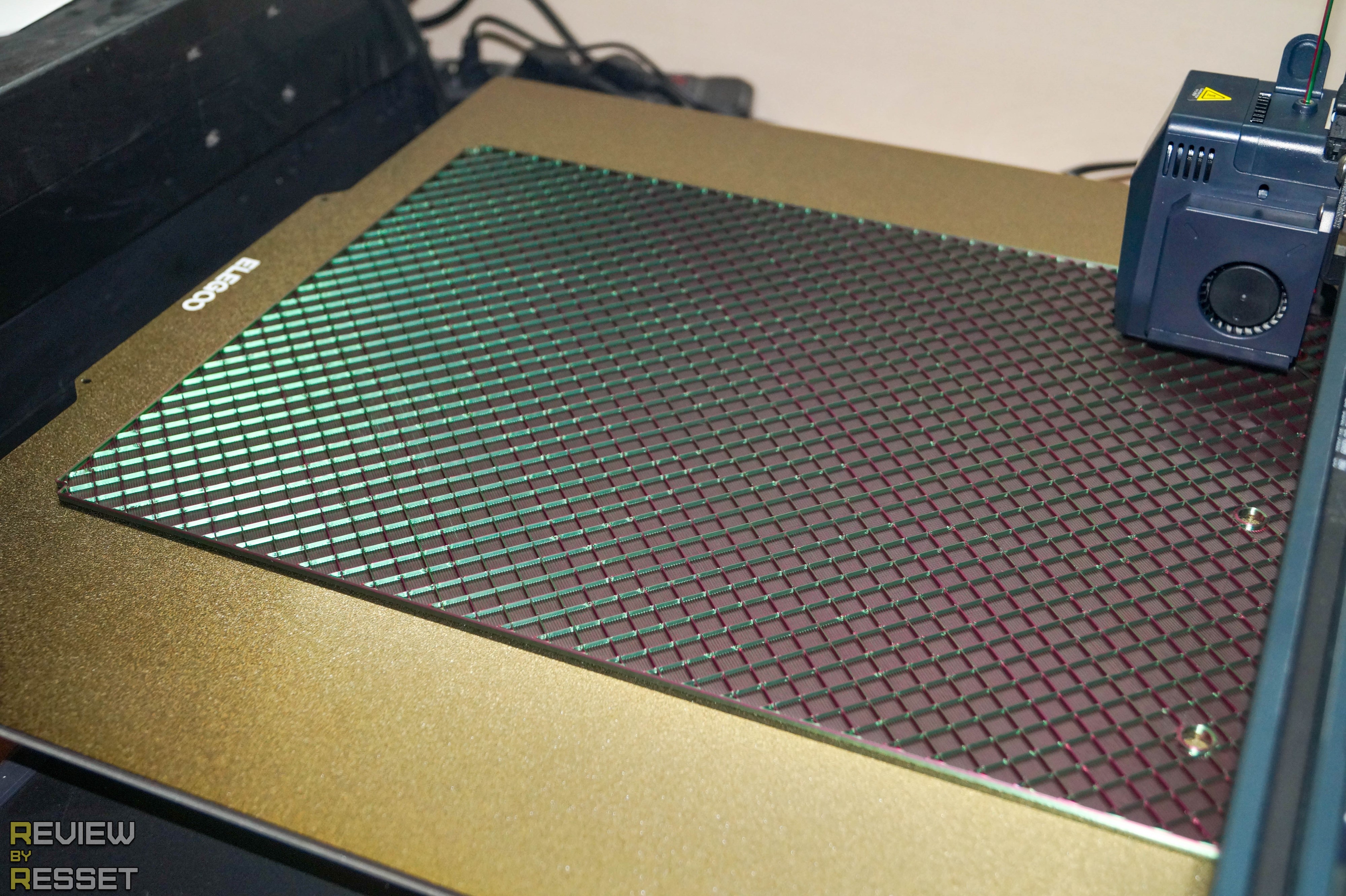
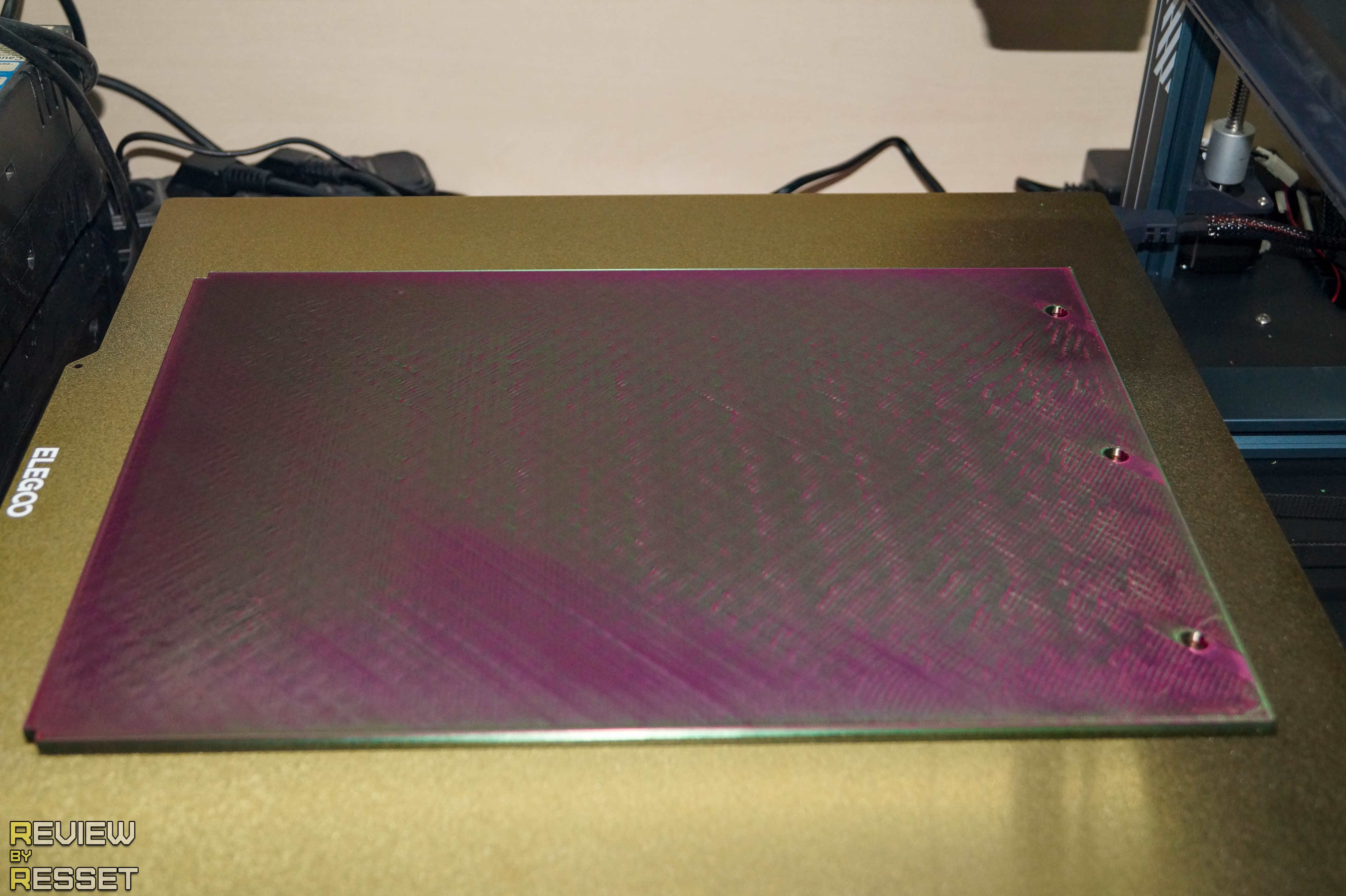
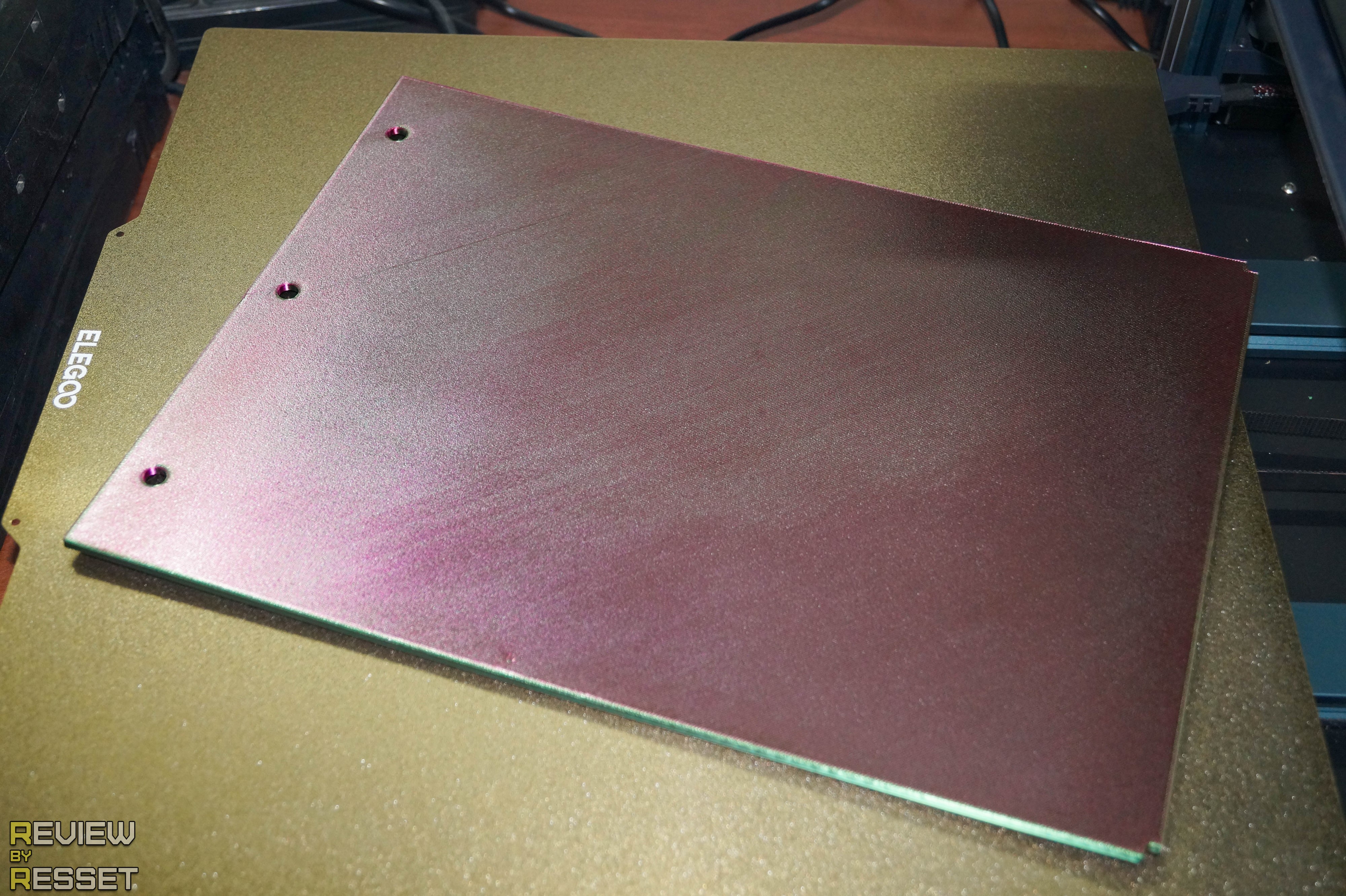
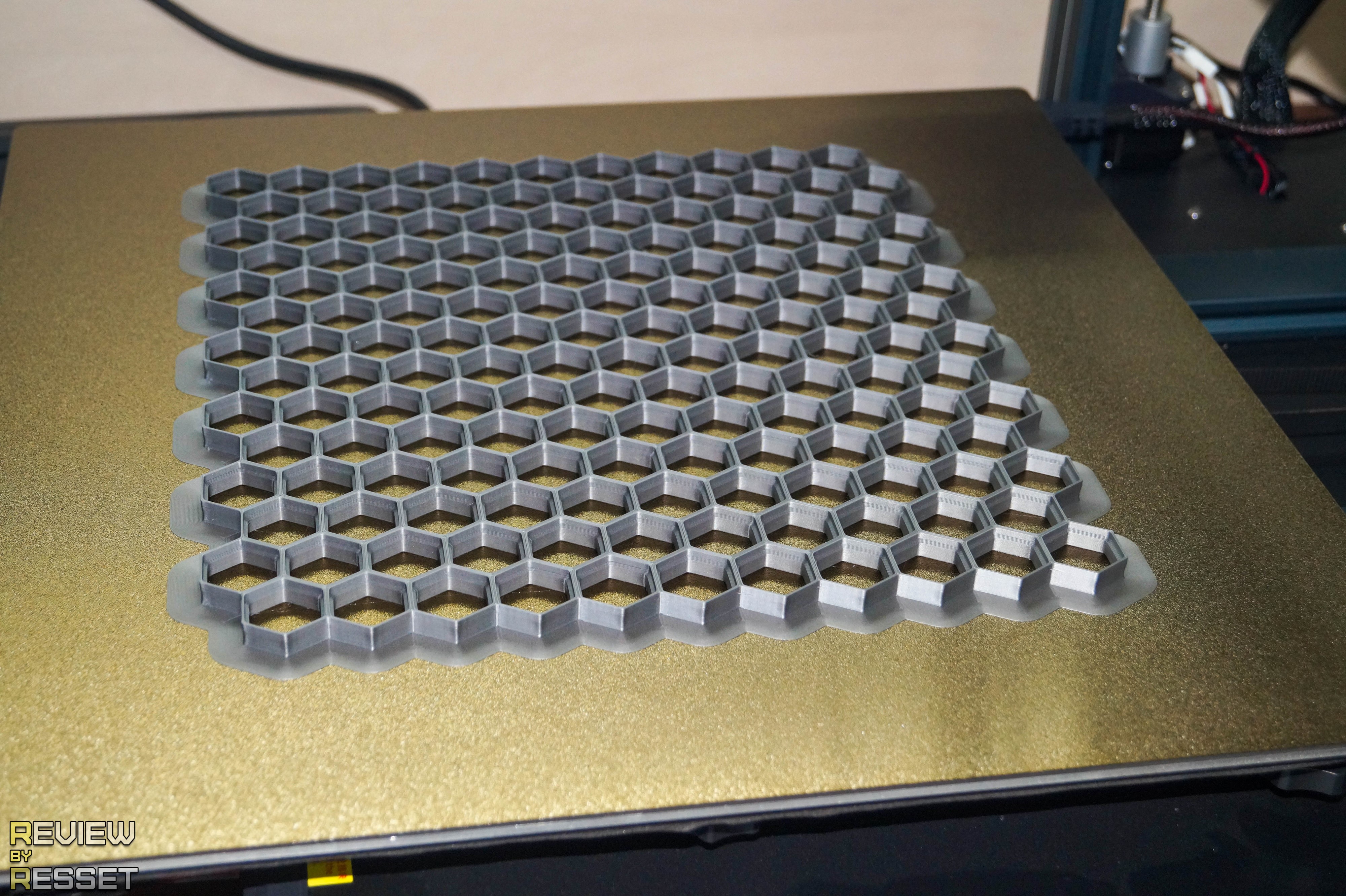
Первые три сплошных слоя легли красиво, а четвертый начал «пузыриться»
Ну да ладно, значит нижняя сторона будет лицевой.
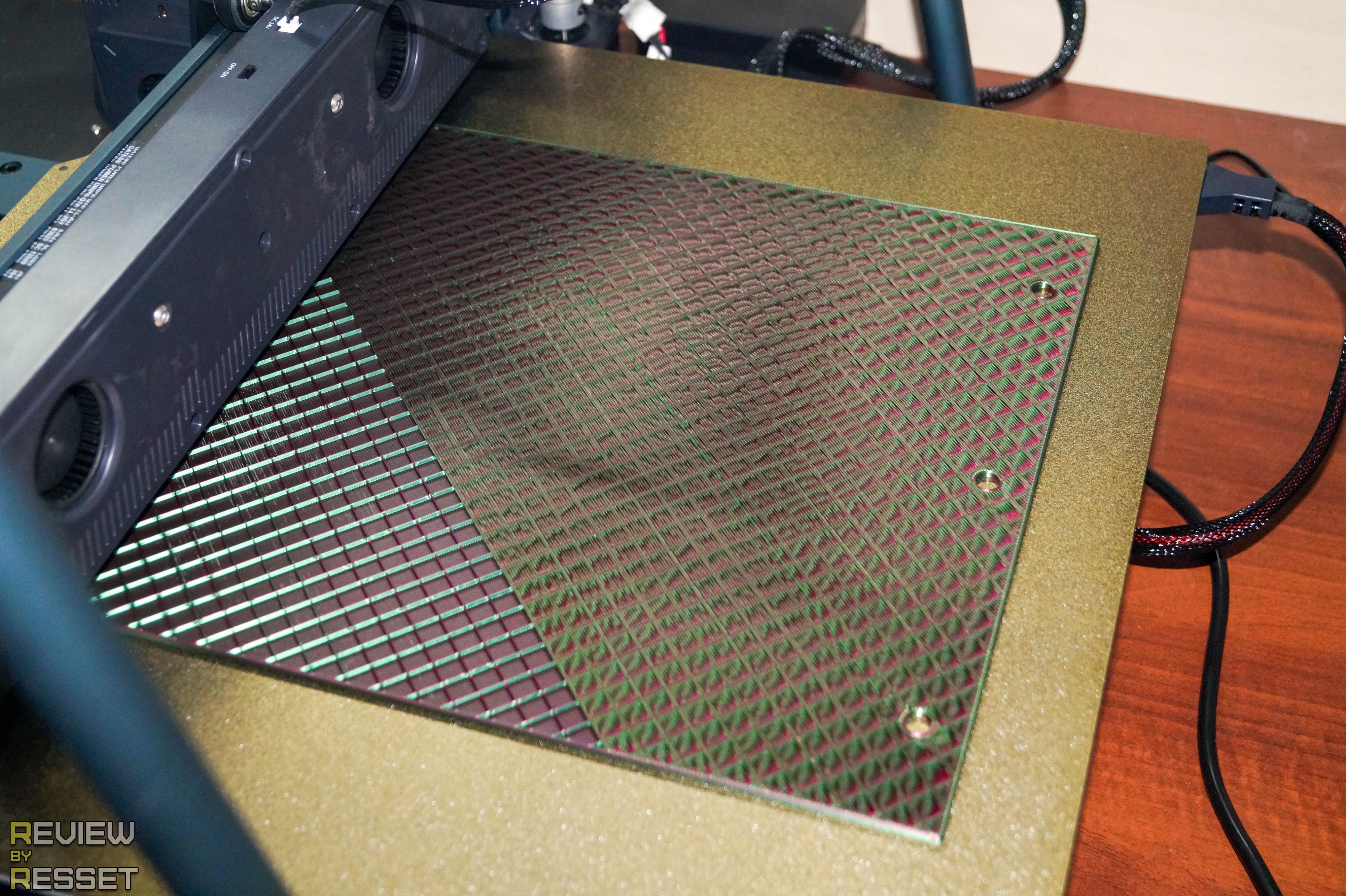
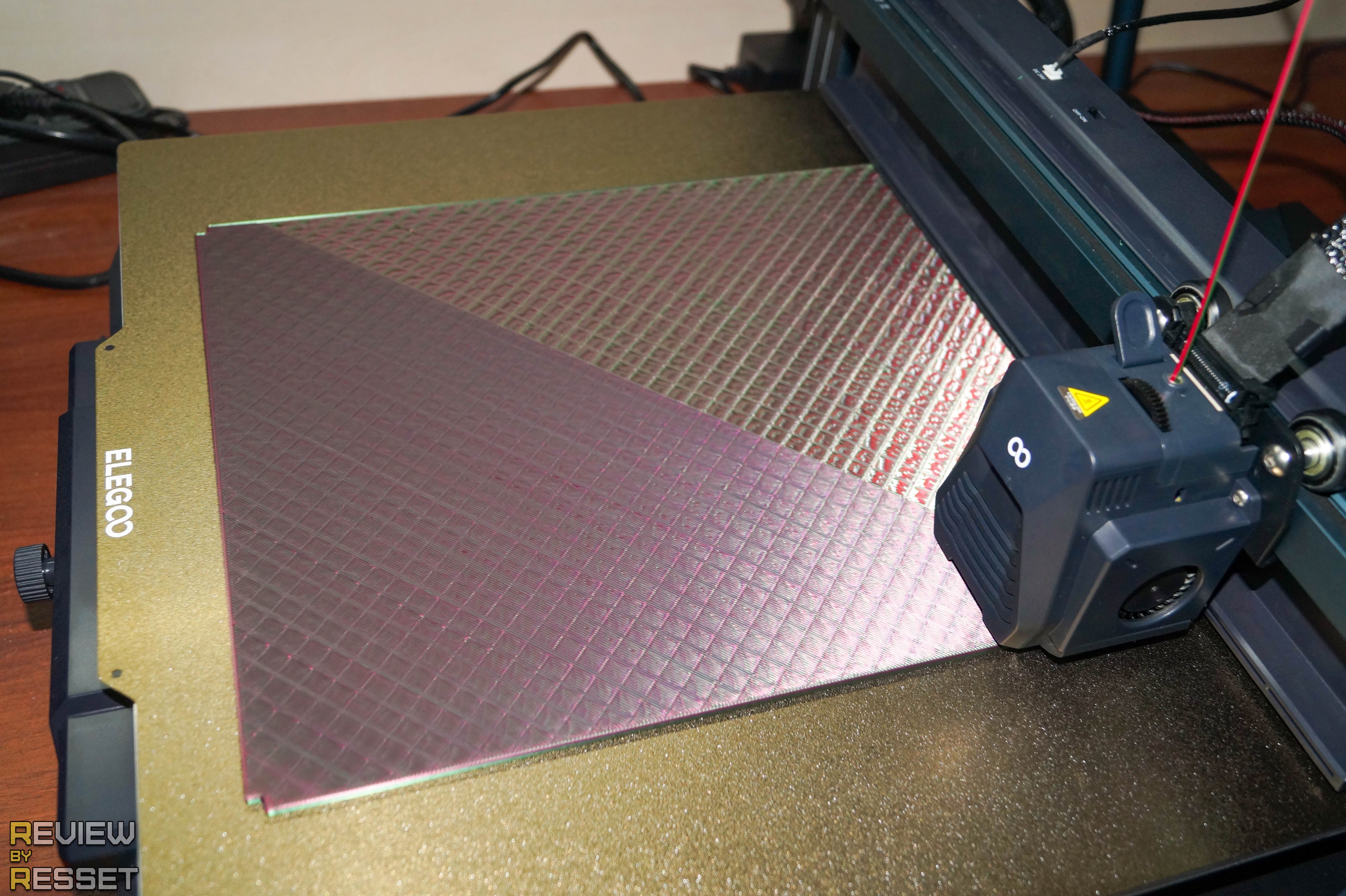
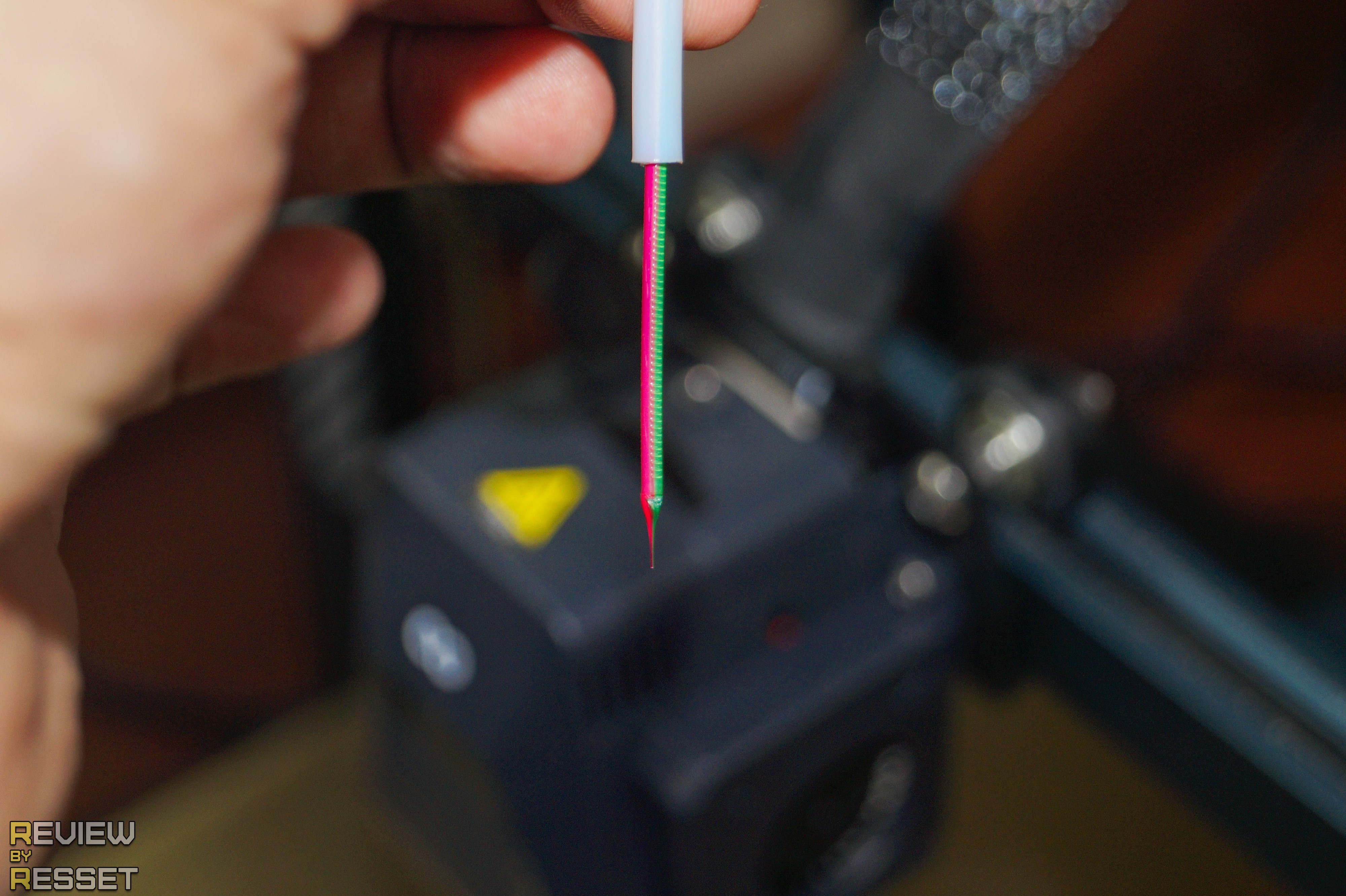
Тратить качественный пластик на тесты стало жалко, так что сменил его на более дешевый. Кстати, для замены филамента сопло даже греть не нужно. В конце печати экструдер делает быстрый откат и в хотенде остается вот такой кончик прутка, спокойно извлекаемый руками после нажатия на рычаг ослабления прижима шестерней.
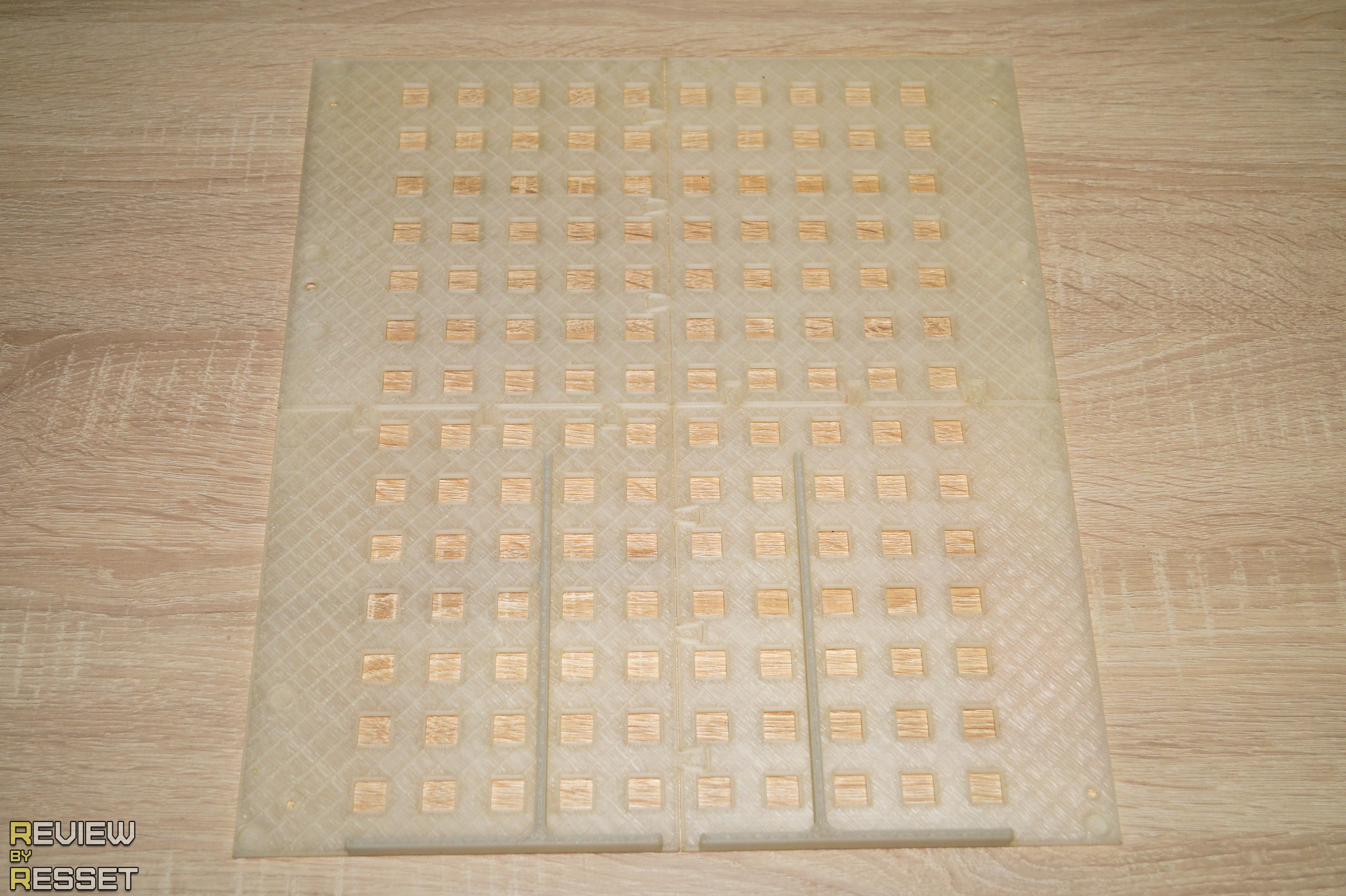
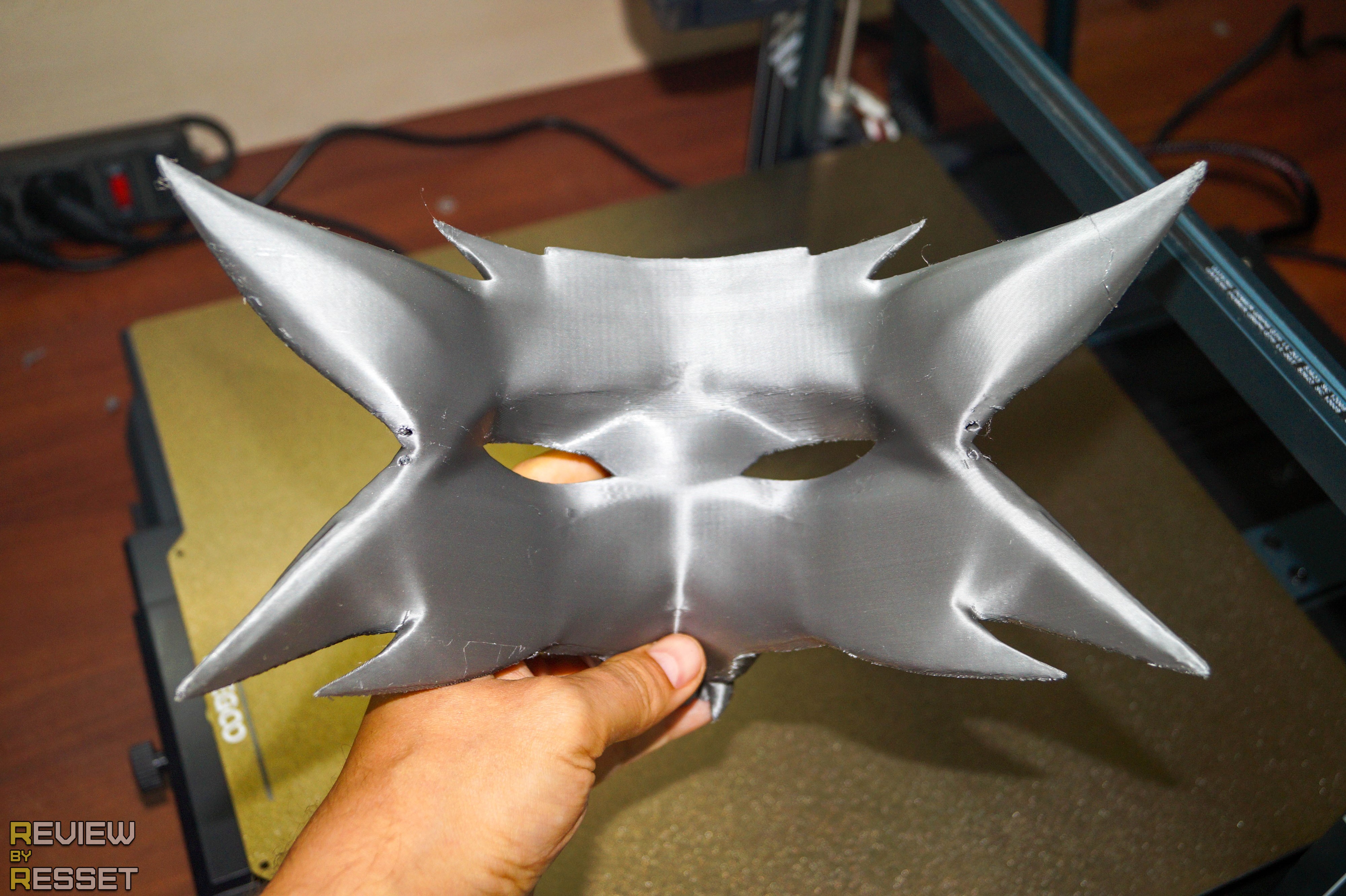
Добил остатки натурального пла, который валялся на шкафу без пакета пару лет. Все 4 пластинки отпечатались без дефектов, после сборки и покраски выглядят неплохо.
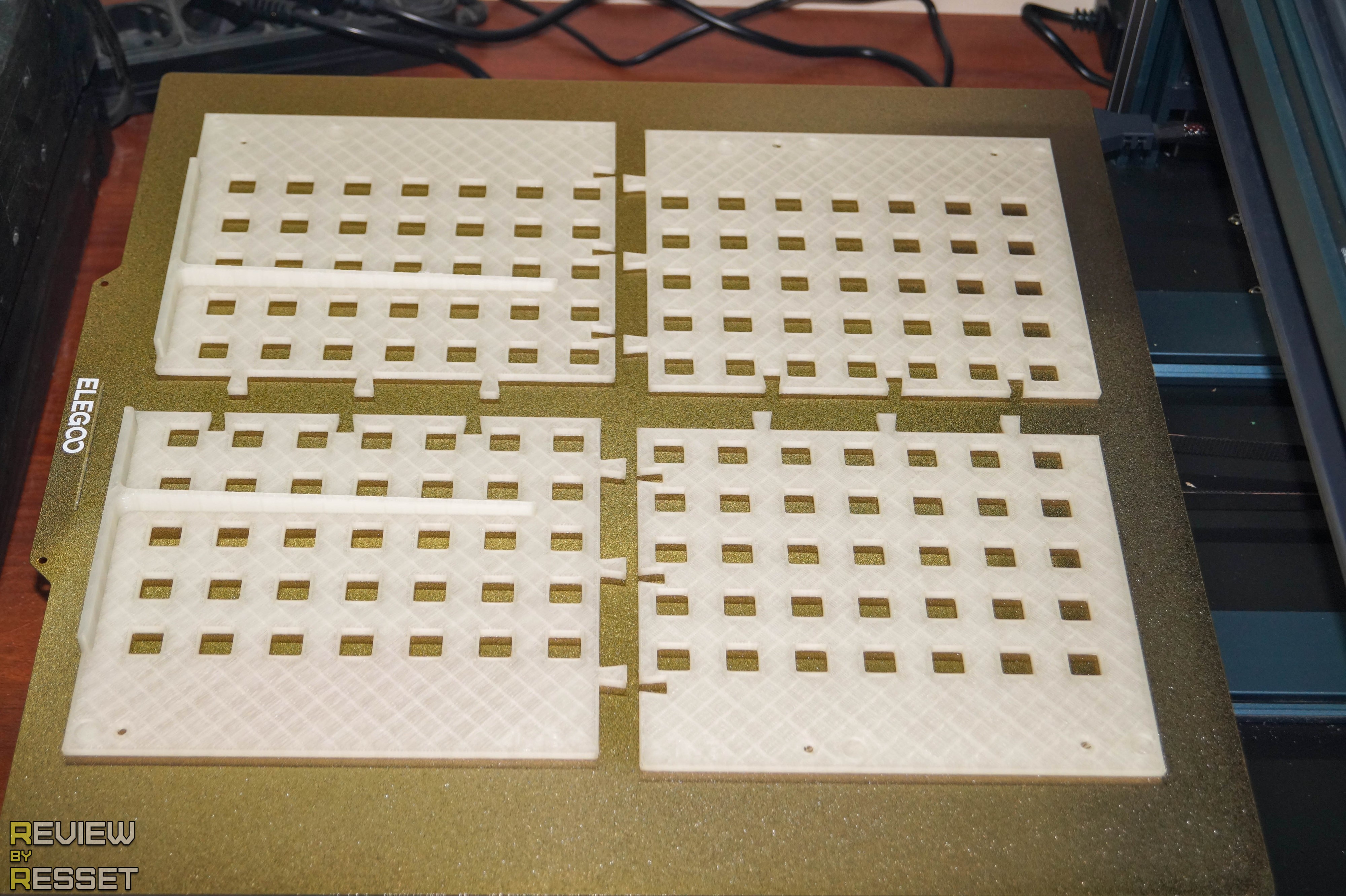

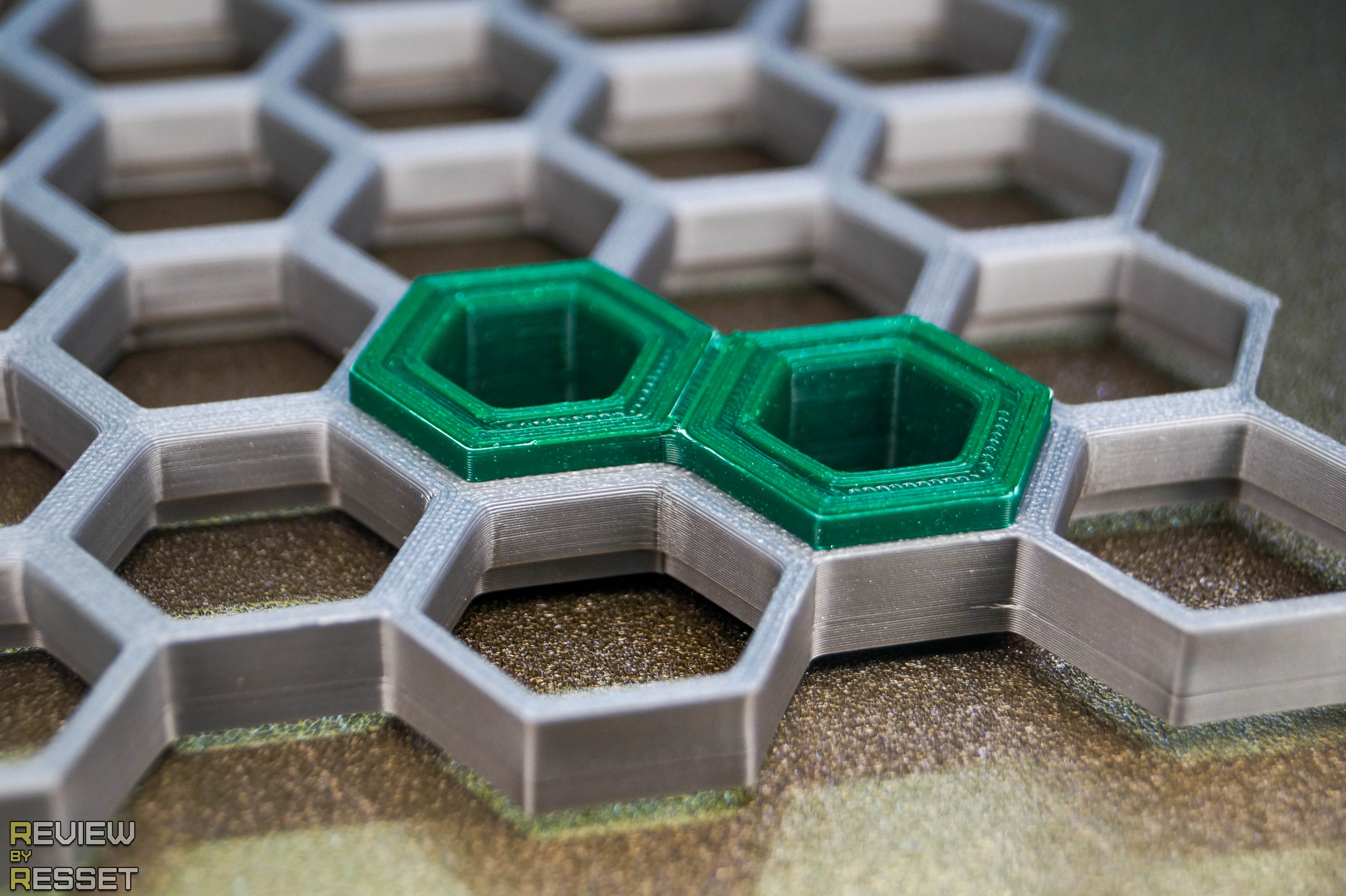
Хотел сделать боковые заглушки для FF AD5M, но потом умаялся возиться с разноцветной мозаикой и до сих пор не перекрыл все отверстия, да и пропала нужда после появления про версии.

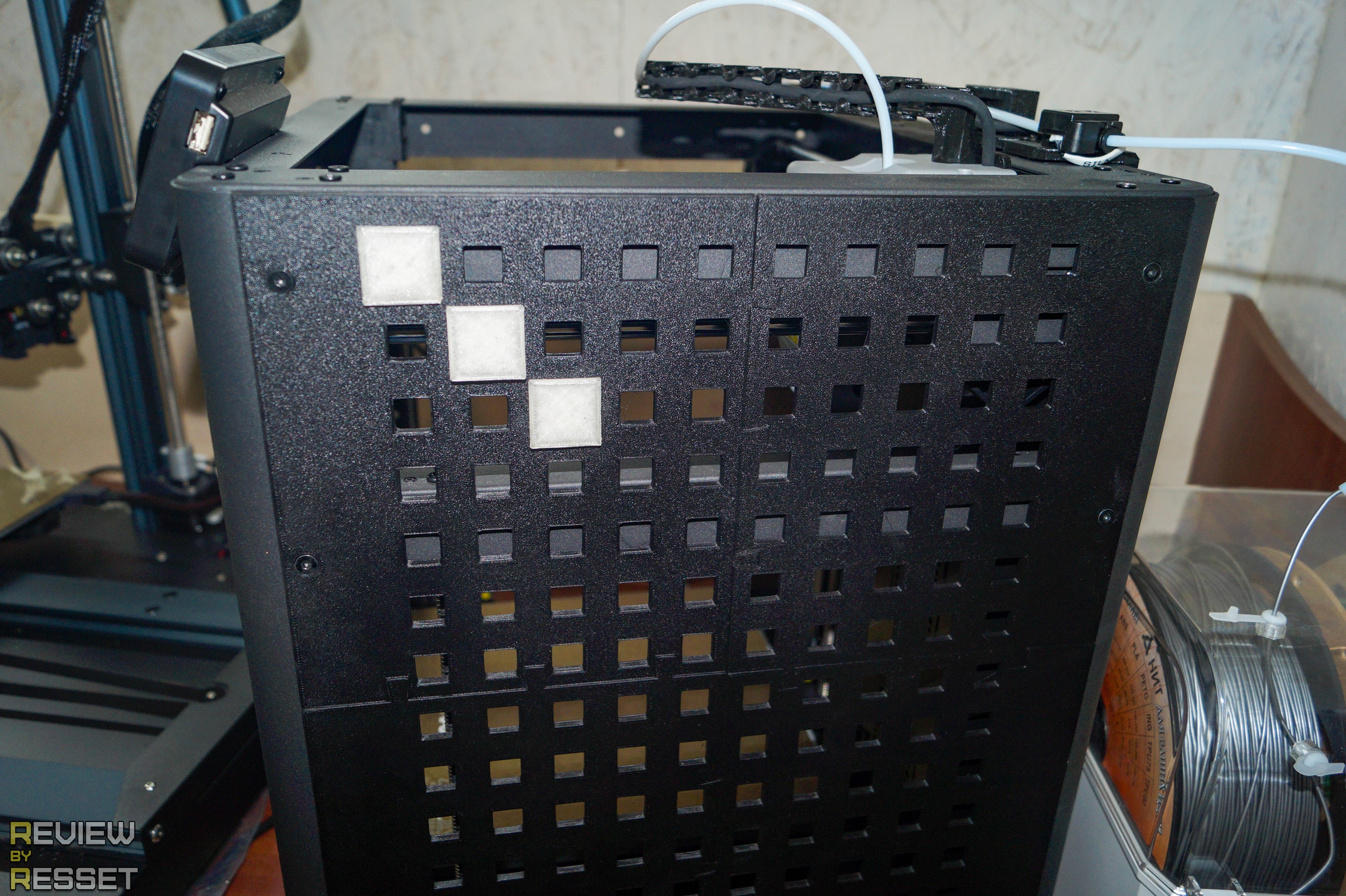
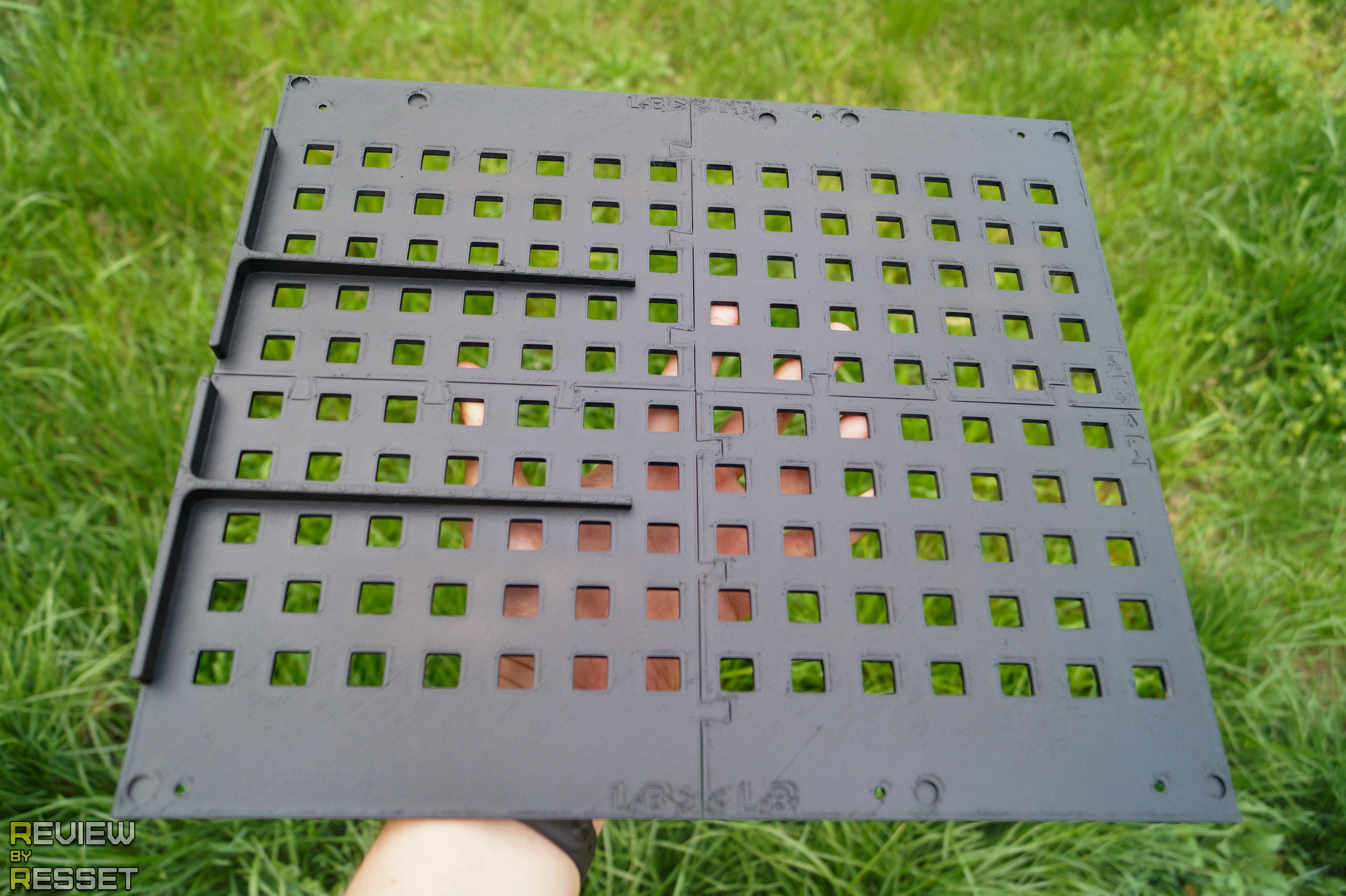
Далее руки дошли до PLA от НИТ. Первая попытка изготовить настенную панель была неудачная, из-за маленькой площади прилегания, уголки начали отлипать. Накинул кайму, поднял температуру до 70 градусов и всё получилось.
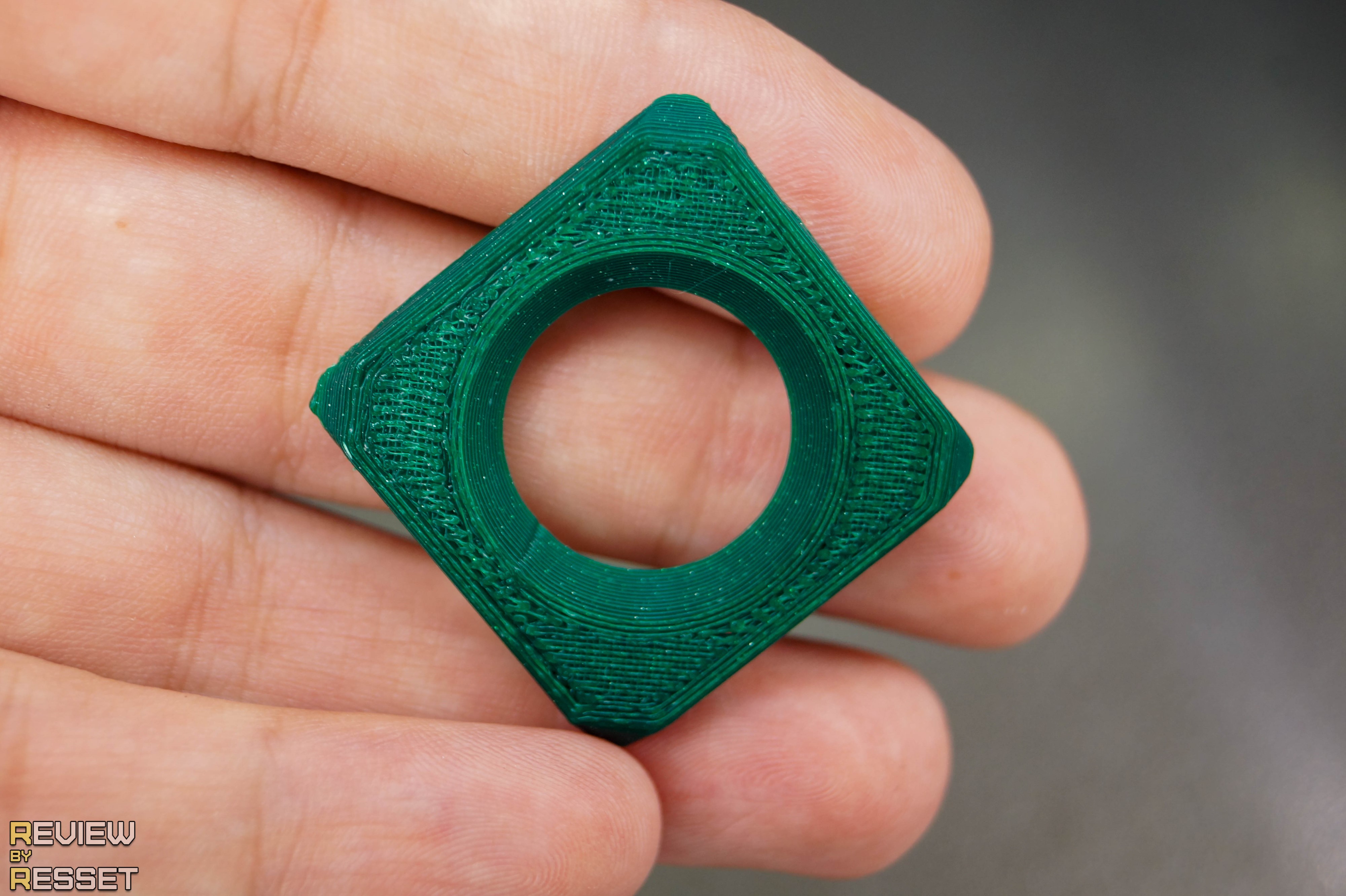
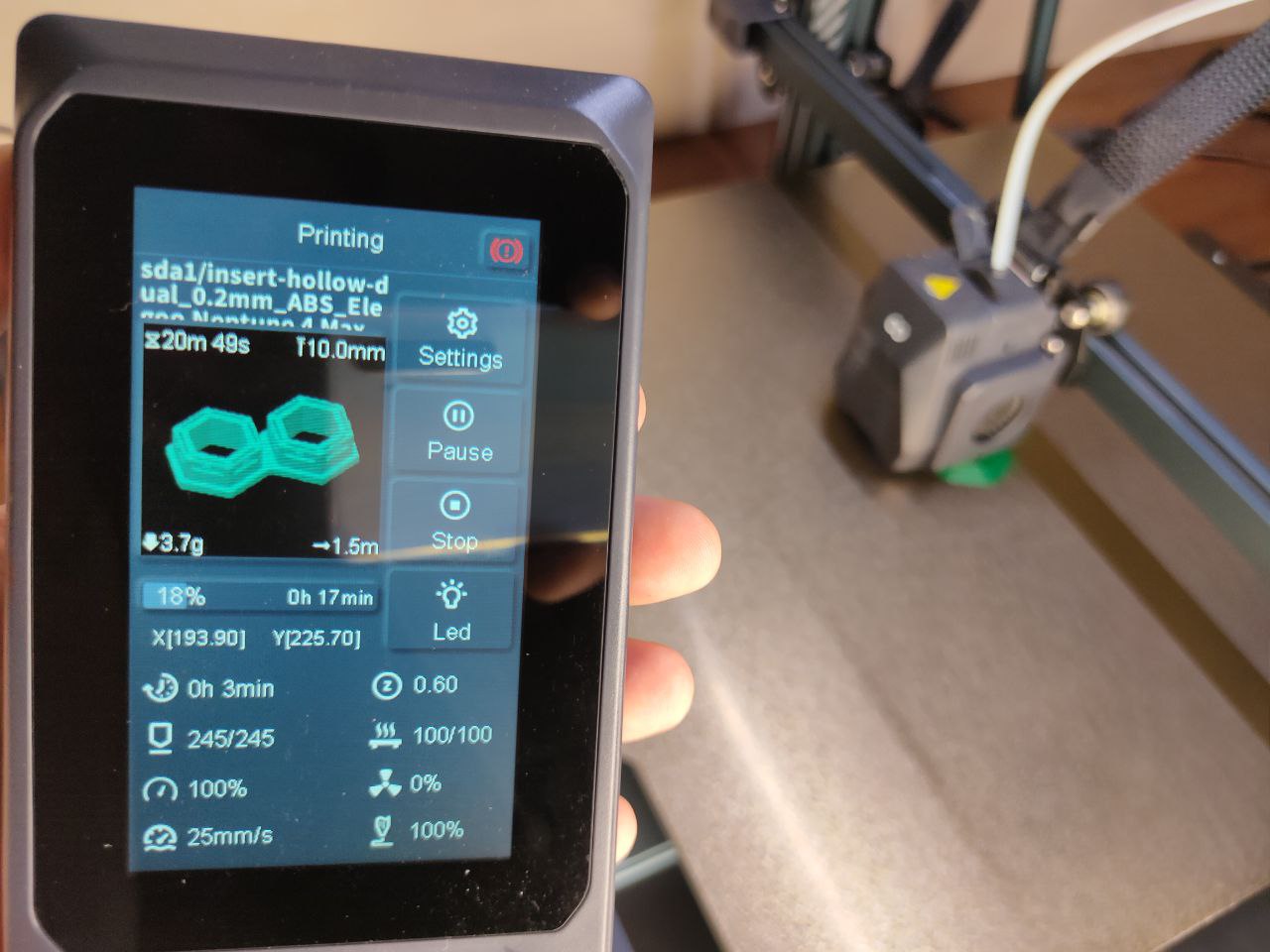
Для фиксации на стене и крепления инструмента используются несколько видов втулок. При рекомендуемых 85 градусах АБС пластик предсказуемо плохо прилип к столу. Видно, что первый слой очень слабо растекся по поверхности.
Единственный вариант это поднимать температуру или смириться если производитель установил глобальное ограничение в прошивке. Нагрев до 85 градусов занимает около 13 минут, до 100 градусов пришлось ждать более 20 минут. Долговато конечно, но такова плата за большой стол.
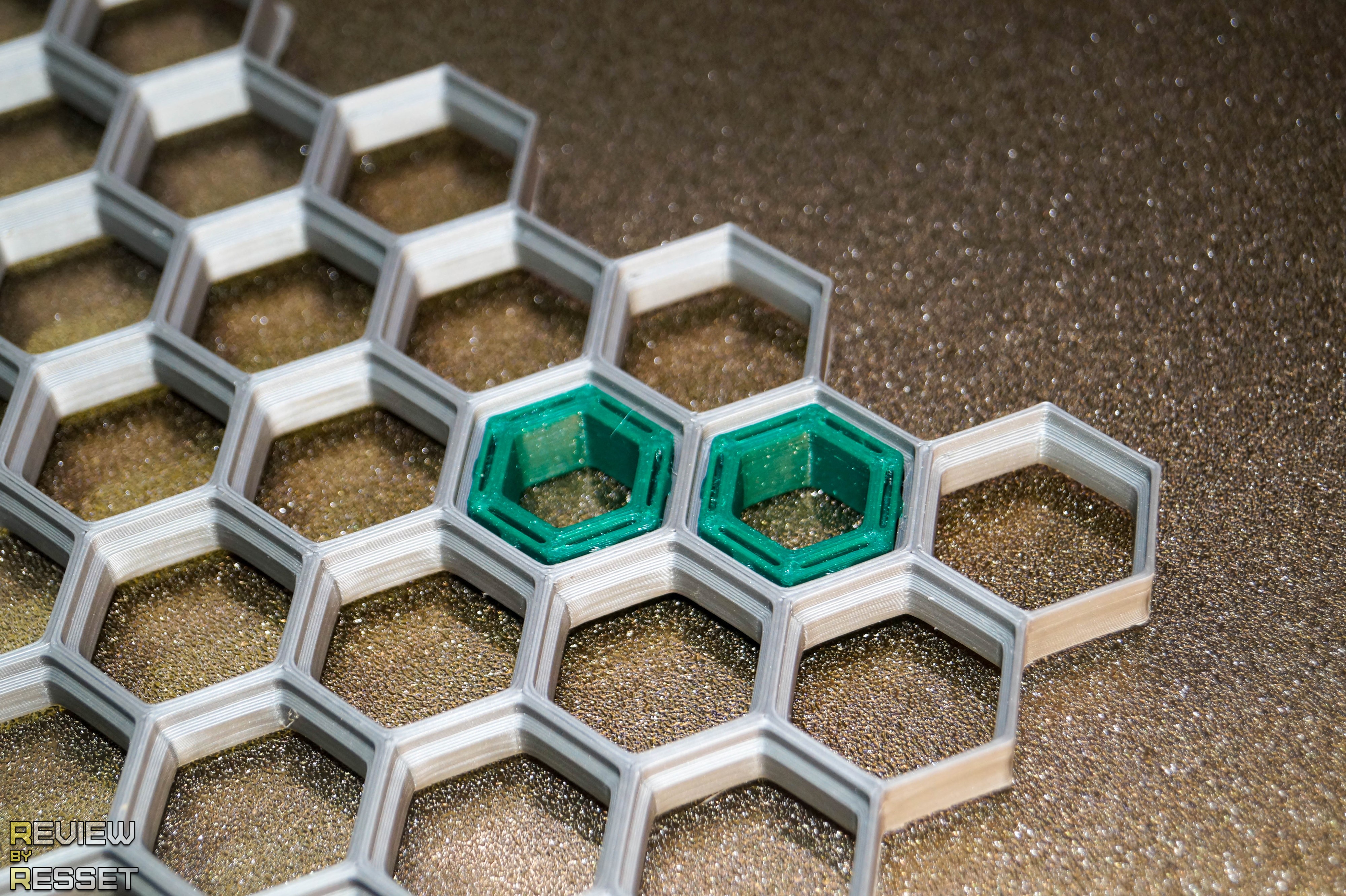
Основание моделей для красоты сделали не плоским, а окантовкой у внешних и внутренних границ, так что на всякий случай добавил кайму. В итоге все уголки на месте, ничего не повел и не потрескалось.
А во так они выглядят на своих местах.
На ночь поставил модель, которая целиком не помещалась на стол 220мм. Древовидные поддержки в OrcaSlicer бесподобны, нависающие детали отпечатались отлично.
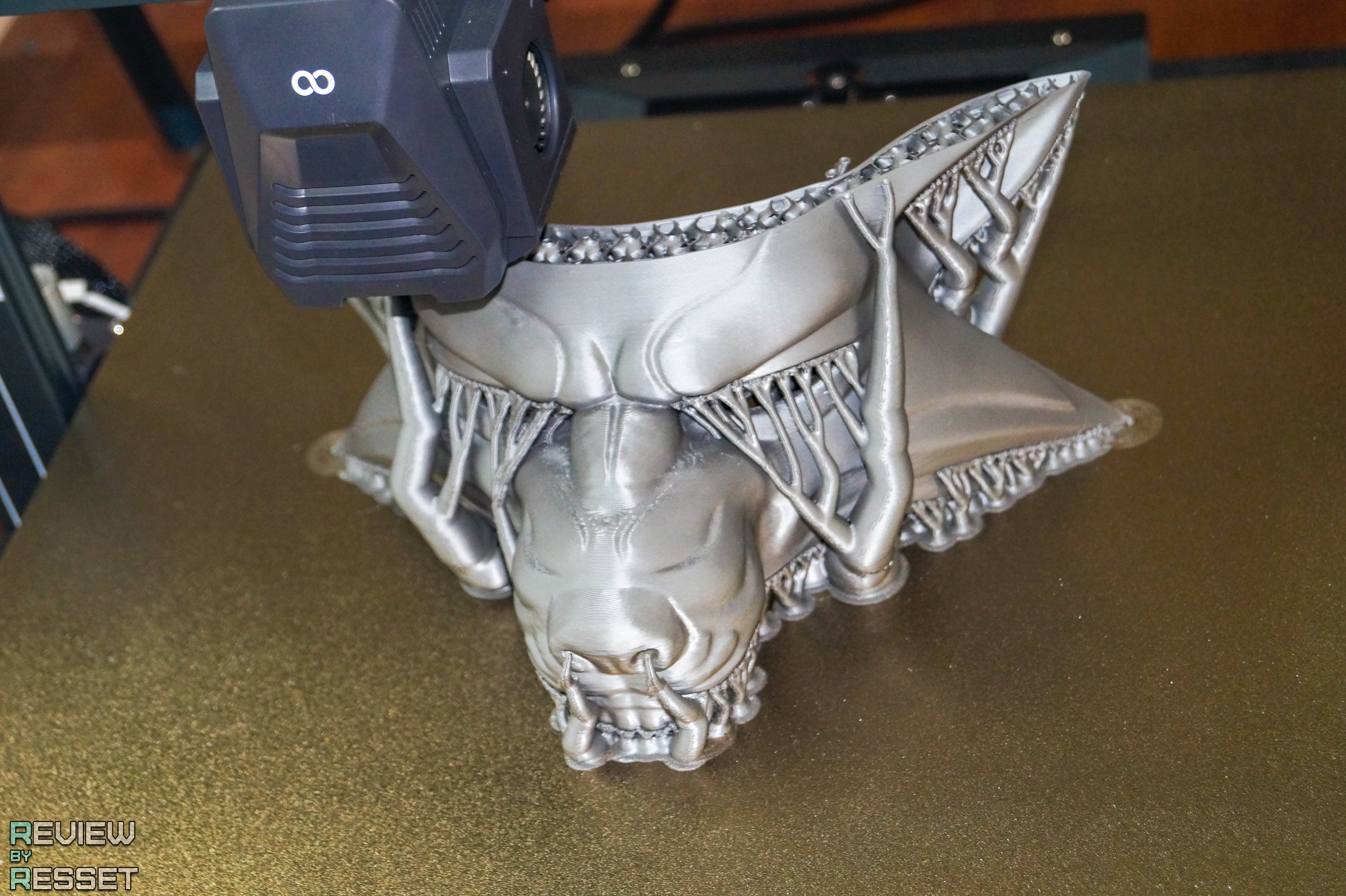
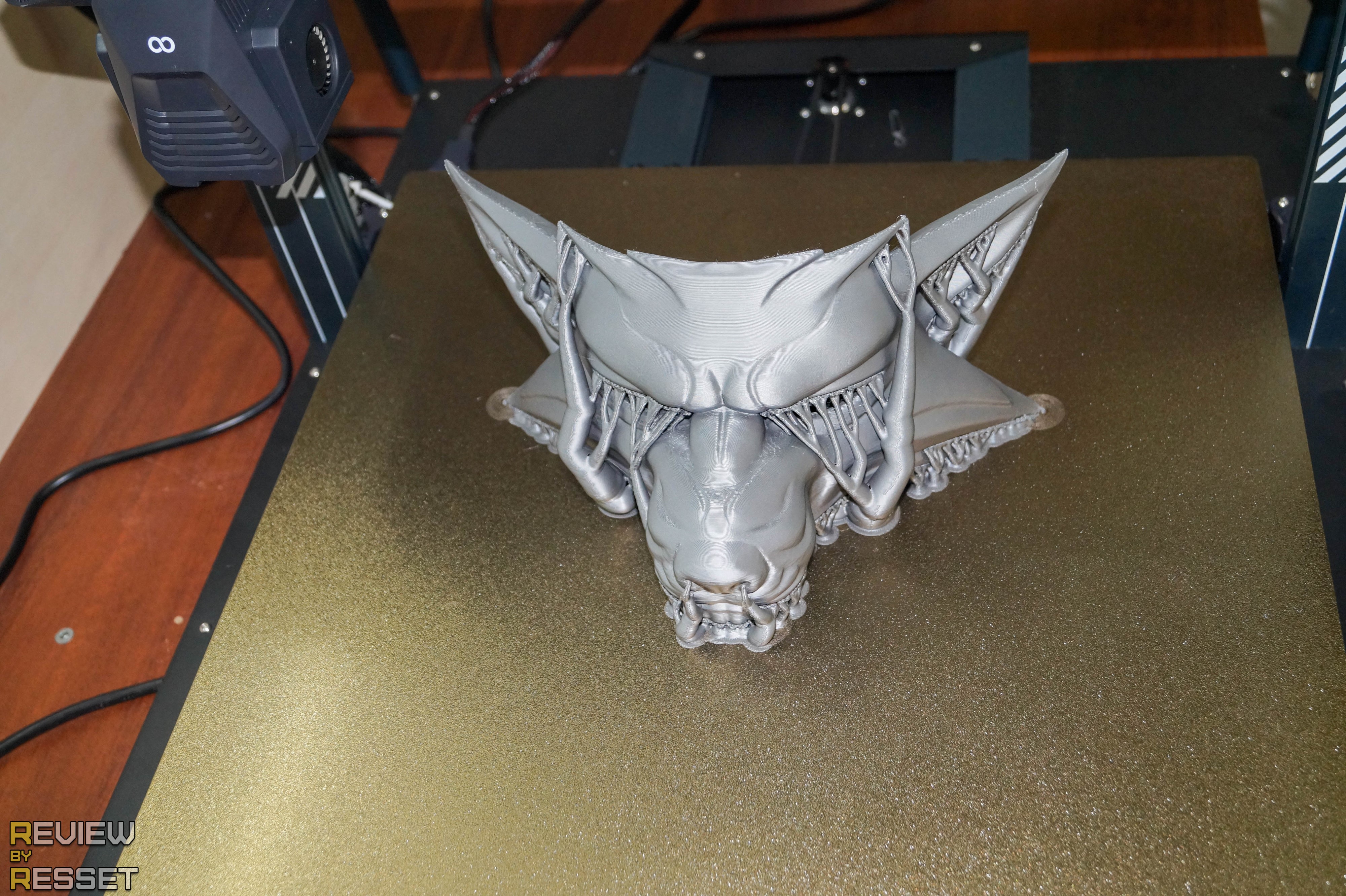
Для обработки даже кусачки не использовал, всё лишнее поотрывал руками
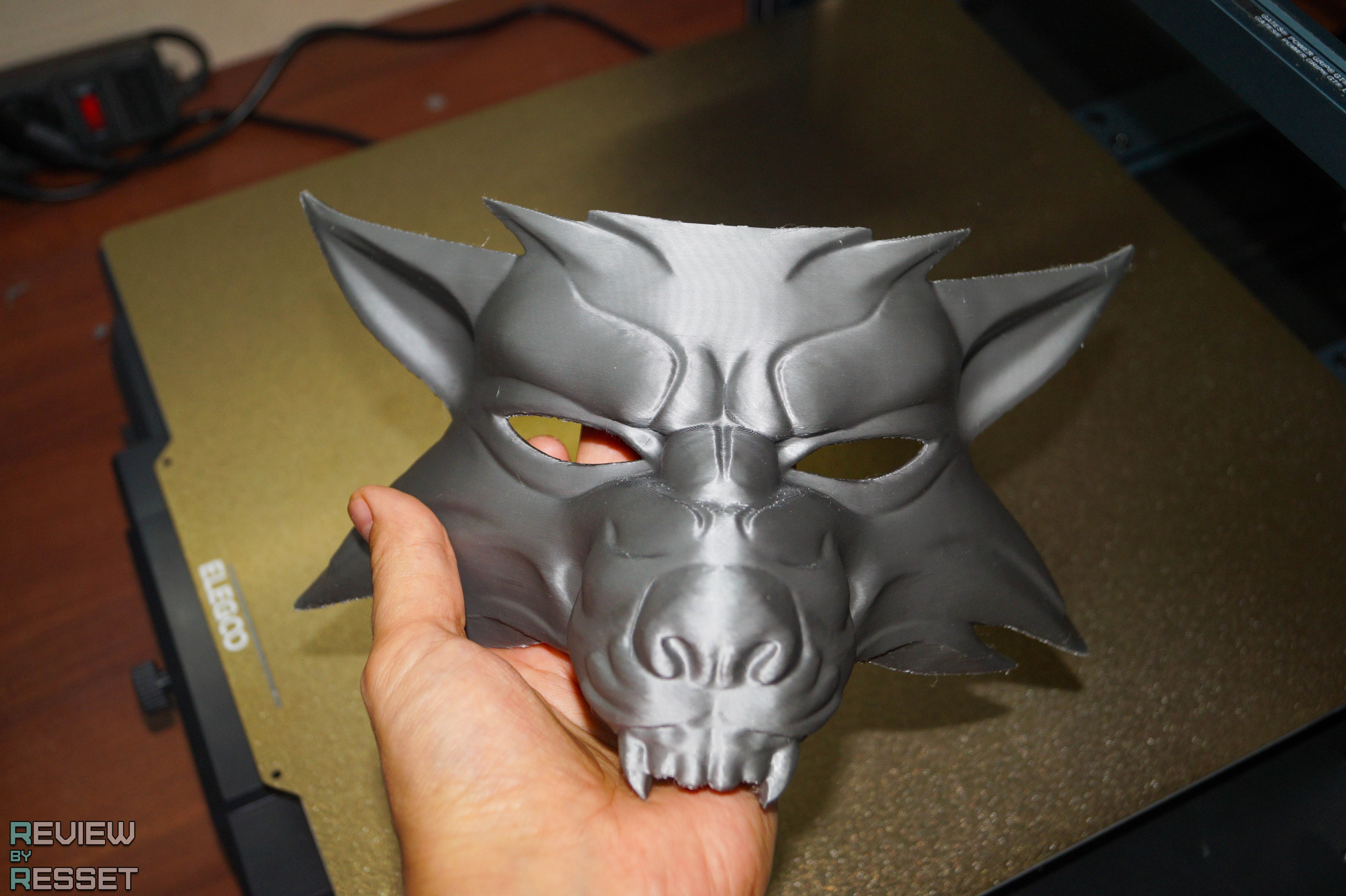
Есть конечно косячки на первых слоях, но учитывая, что они печатались на поддержках, вышло вполне достойно.


Доработки по желанию
Если вы посмотрите несколько обзоров, то заметите, что почти у всех блогеров нет превью у сделанных пользователем моделей.
Если это еще не починили в новых прошивках, можно использовать мод с названием «ElegooNeptuneThumbnailPrusaMod», свободно распространяемый в гитхаб. Распаковываете архив, в orcaslicer заходите во вкладку «Прочее», листаете в самый низ до скриптов постобработки и вписываете путь к скачанному файлу.
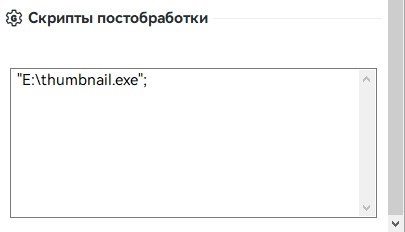
Всё, во время следующих нарезок будет формироваться новое превью с расчетным временем печати, высотой, весом модели и расходом прутка.

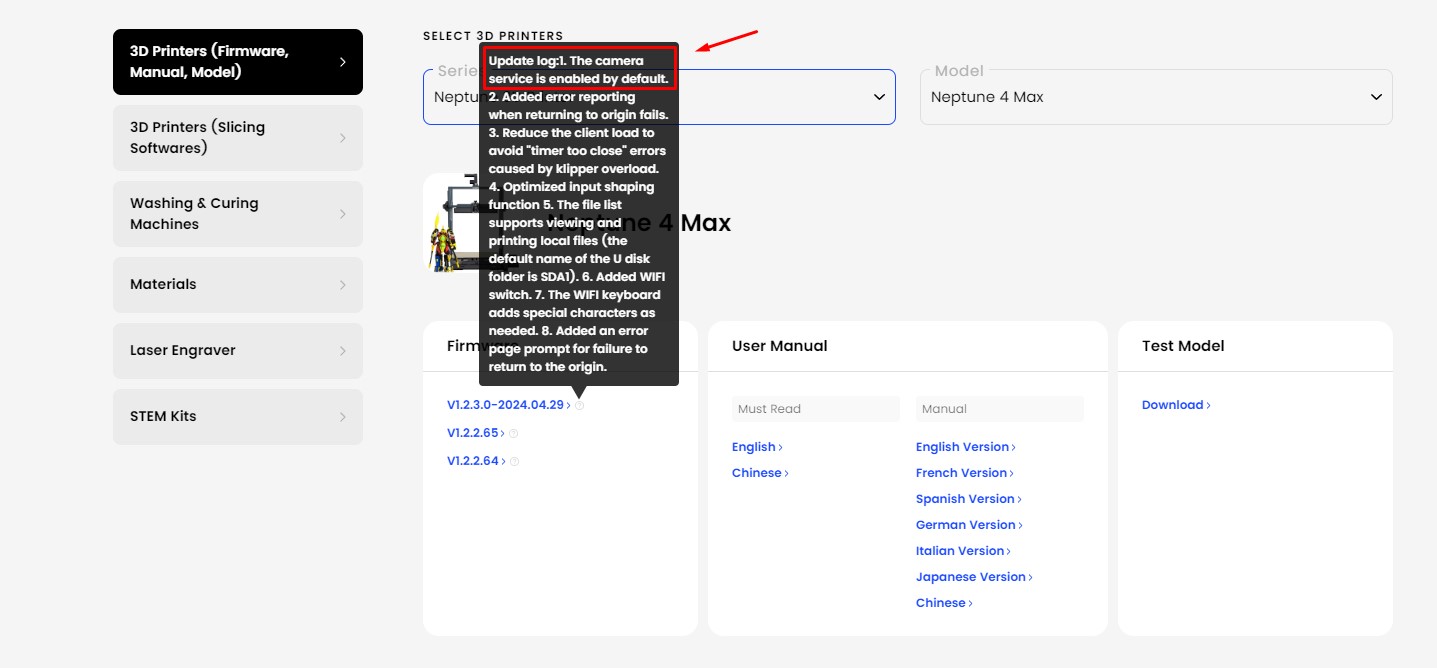
Я еще и сервис камеры запускал принудительно, но вроде в последних прошивках его починили. Инструкция по обновлению есть в скачиваемом архиве, думаю ни у кого проблем не возникнет.
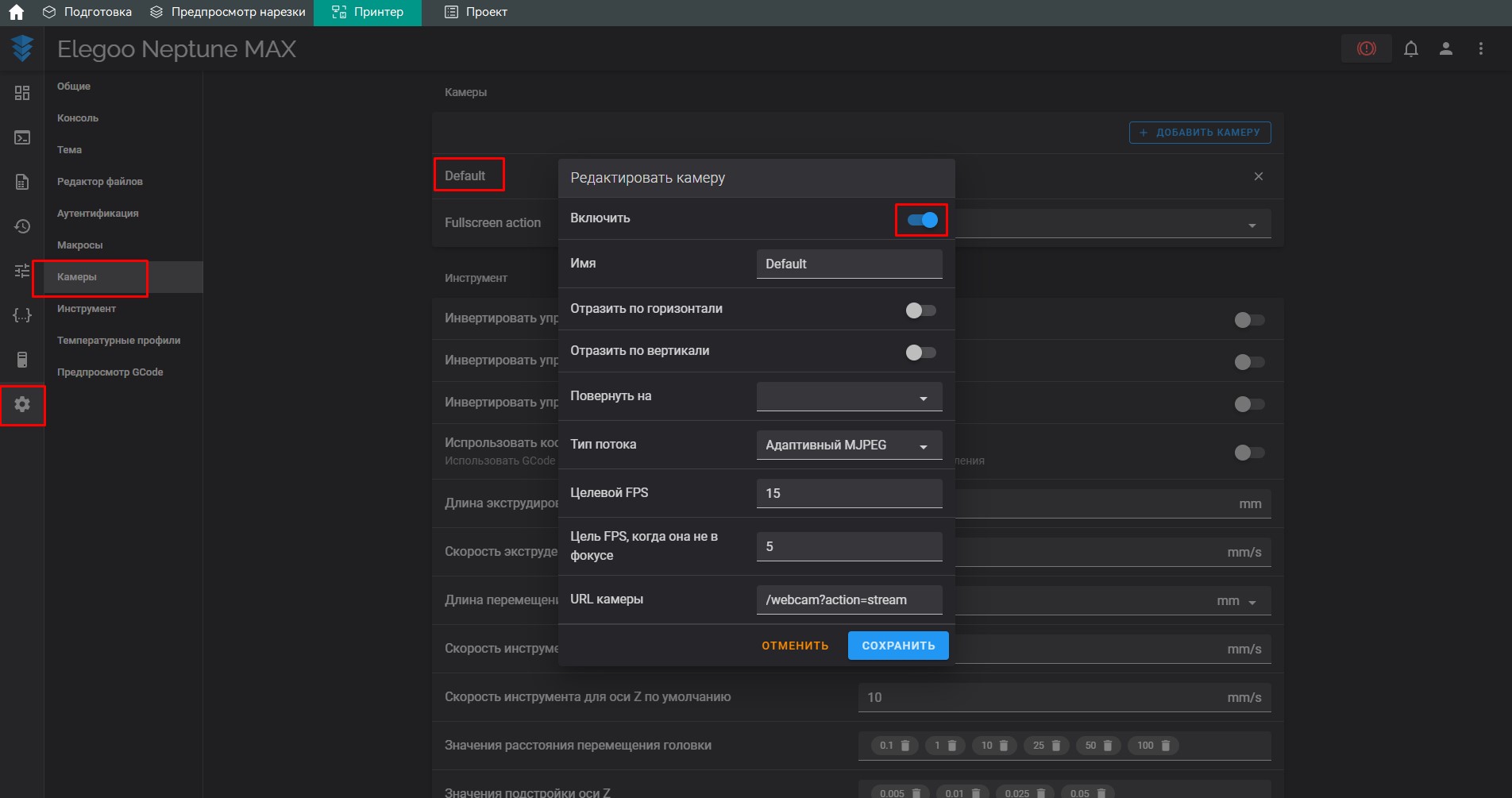
Так что можно вставлять любую USB камеру, включить её во флюид и пользоваться.
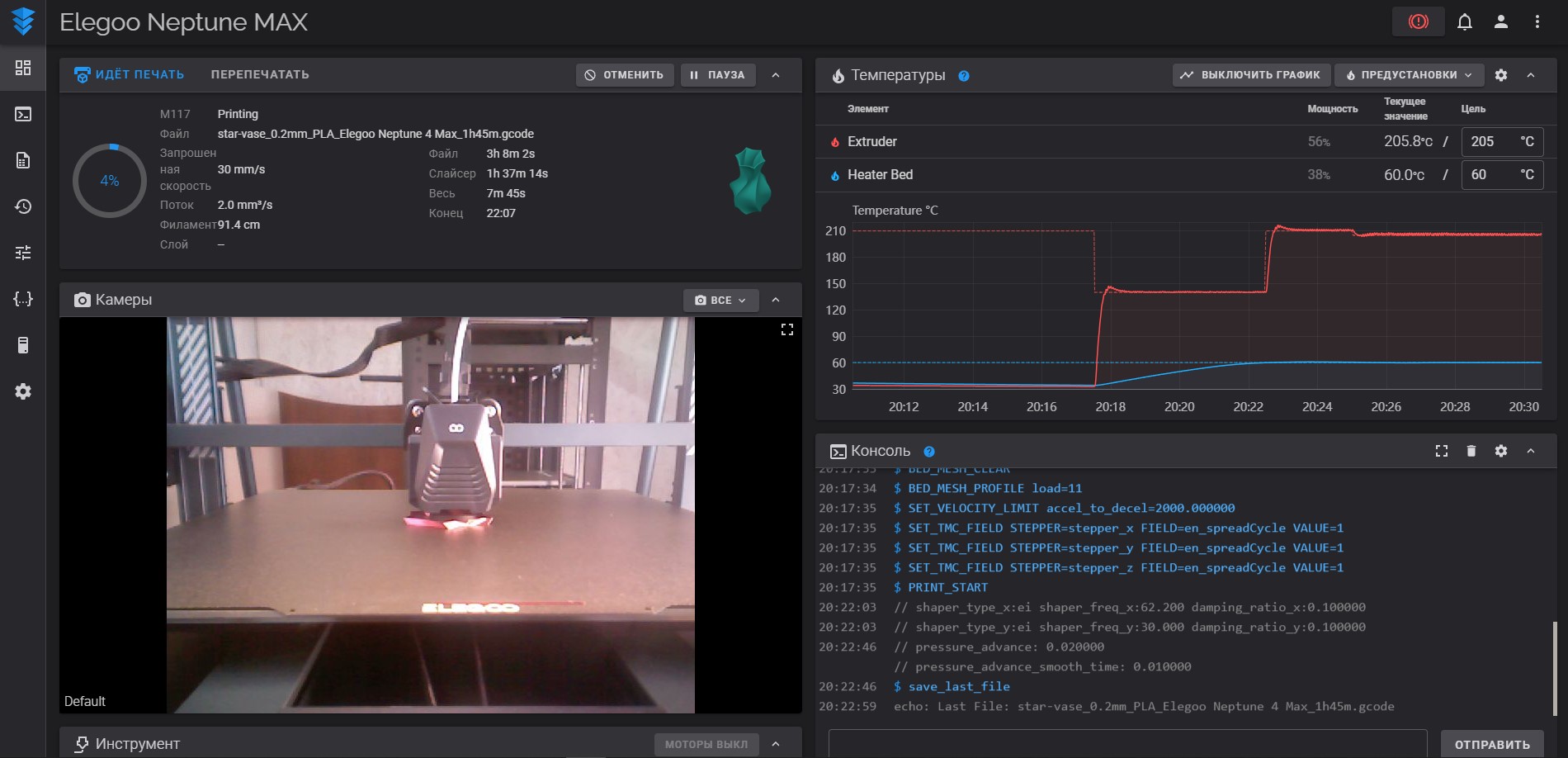
У меня нашлась какая-то древняя вебка DEXP, которую я покупал лет 10 назад. Завелась без проблем, правда качество оставляет желать лучшего. Видно, что процесс идет и ничего не оторвало — уже хорошо.
Купить ELEGOO Neptune 4 Max можно в официальном магазине Aliexpress, на время распродажи цену опустили до 36900 рублей, что для принтера такого размера и функциональности довольно демократично.
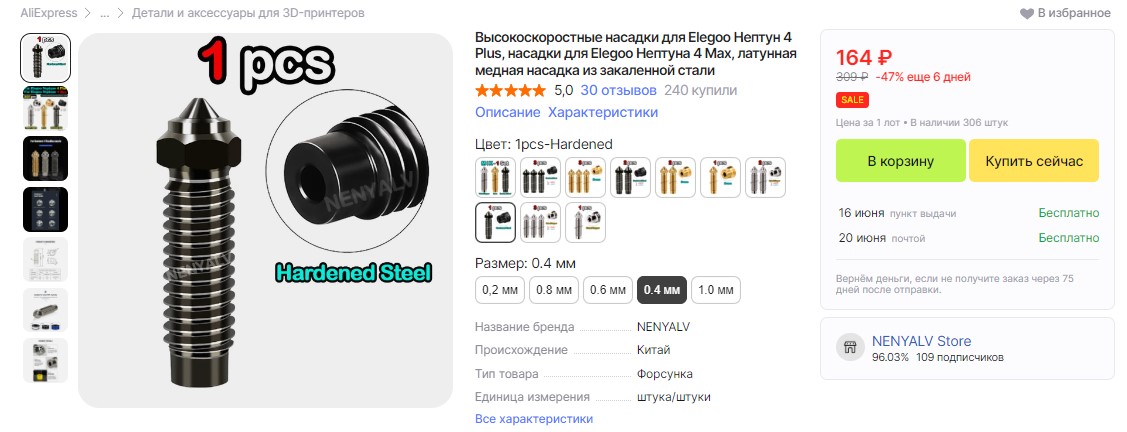
Еще я докупил закаленные сопла для печати композитами. В официальном магазине есть только латунные, так что пришлось чуть покопаться в поиске. Стоят копейки, в боковом ящике много места не занимают.
Если кому-то понравился филамент двухцветный «шелк», из которого я печатал кораблики и вазу, его можно купить в официальном магазине ERYONE, сейчас на него так же действует неплохая скидка.
Источник: 3d-m.ru











0 комментариев
Добавить комментарий
Добавить комментарий