Нейлон, которым смог напечатать даже я
Я долго не решался купить нейлоновый филамент. Говорят, для него нужен закрытый принтер, его совершенно необходимо сушить перед каждой печатью, он дает дикую усадку, постоянно отлипает от стола. И все-таки я разорился на килограмм, почти за две тысячи рублей. Жизнь заставила — периодически приходится печатать такие детали, который из PETG и тем более PLA не напечатаешь.
У нейлона три уникальные особенности: он прочен, самый
прочный из доступных для печати пластиков. При этом он гибкий.
Нейлон не плывет при больших температурах. Я печатал держатель для бокалов в посудомойку. PLA после мойки при 90 градусах предсказуемо свисал тряпкой вниз. PETG деформировался настолько, что бокалы их него стали выпадать. А нейлону хоть бы хны: как новенький. Аналогично с держателем вентилятора обдува области печати. Нейлоновый служит долго и счастливо.
У нейлона низкий коэффициент трения. Это делает его незаменимым при печати шестерен и втулок скольжения.
Я купил нейлон фирмы Opy. Уж очень у него хорошие были отзывы, да и цена меньше, чем у всех конкурентов на Али, не говоря уж об отечественном рынке. И что важно, хвалили этот филамент именно за простоту печати.
Пришла стандартная коробка.

В ней пакет, вакуум не нарушен.

В нем обычная катушка.
Штангенциркуль показал отклонение на 4 сотки, но мягкий пруток стальными губками вполне можно продавить на такую величину.
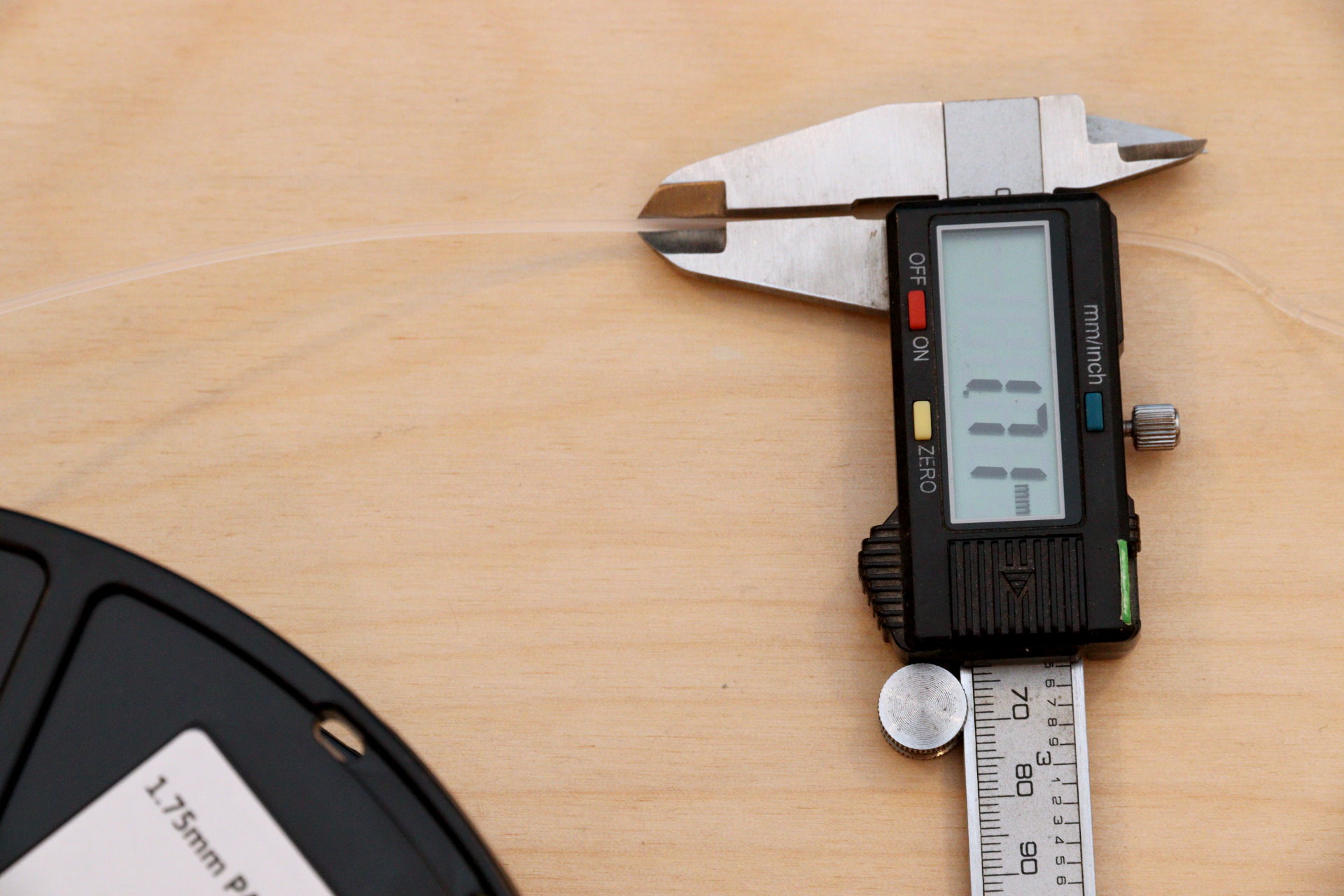
Вес 1195 г. После израсходования прутка взвешу катушку и станет ясно, сколько там было нейлона нетто. Но расхождение если и есть, то незначительное.

Перво-наперво я распечатал стандартный кубик 20 на 20 на 20. Т.к. филамнет только что был вынут из герметичного пакета, просушка не потребовалась. А вот для адгезии к столу я решил последовать совету старших товарищей и напечатать рафт из PETG в пять слоев, а уже с шестого заменить филамент на нейлон и печатать дальше. Метод сработал и кубик вышел с первого раза. После окончания печати нейлон от petg отлип достаточно легко.
Да, такой пластик сложно фотографировать, но могу сказать, результат мне понравился.

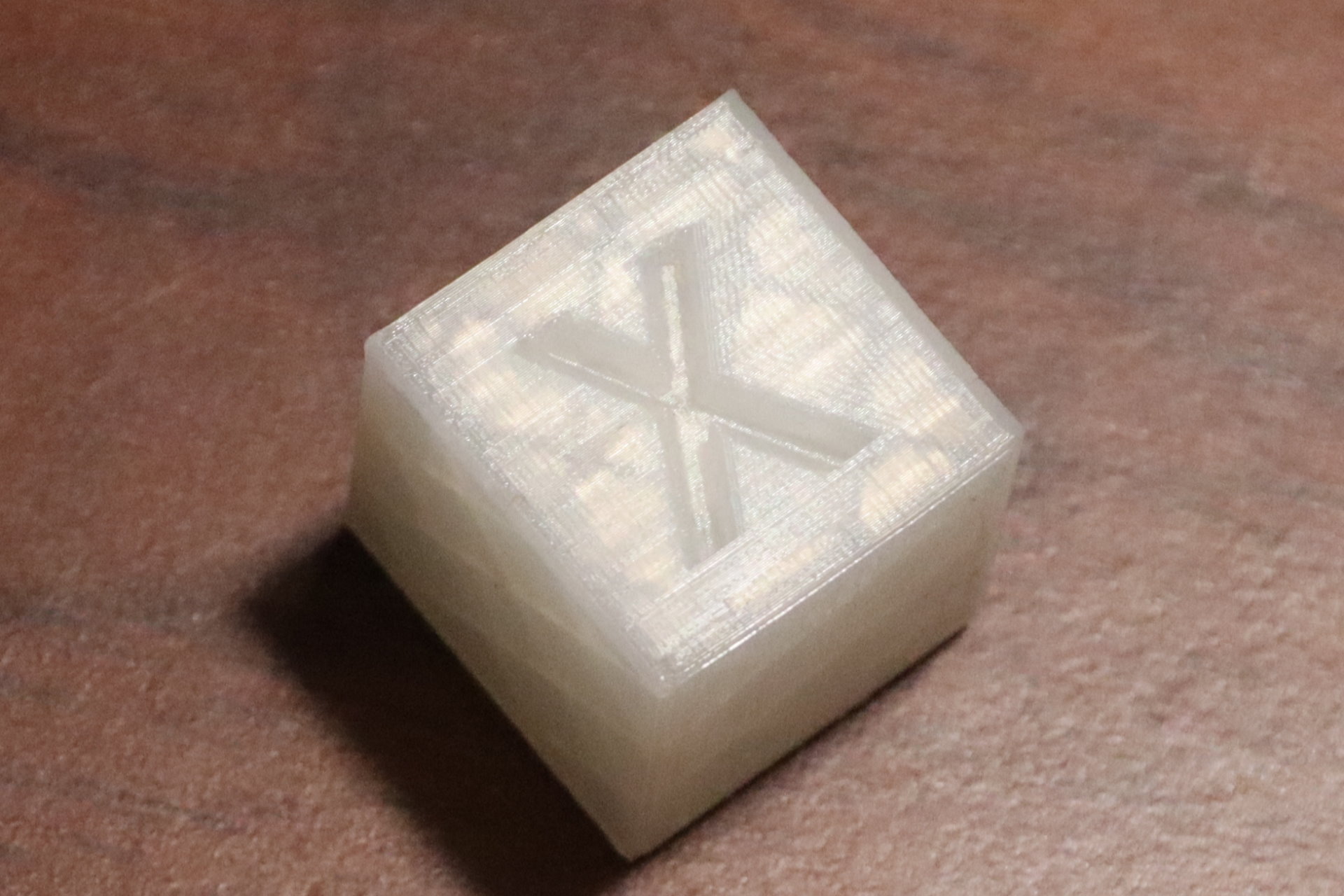
Сторона, прилегавшая к рафту из PETG:

Печать шла при температуре 265 градусов, стол 80, заполнение 15%, скорость 30 мм/с.
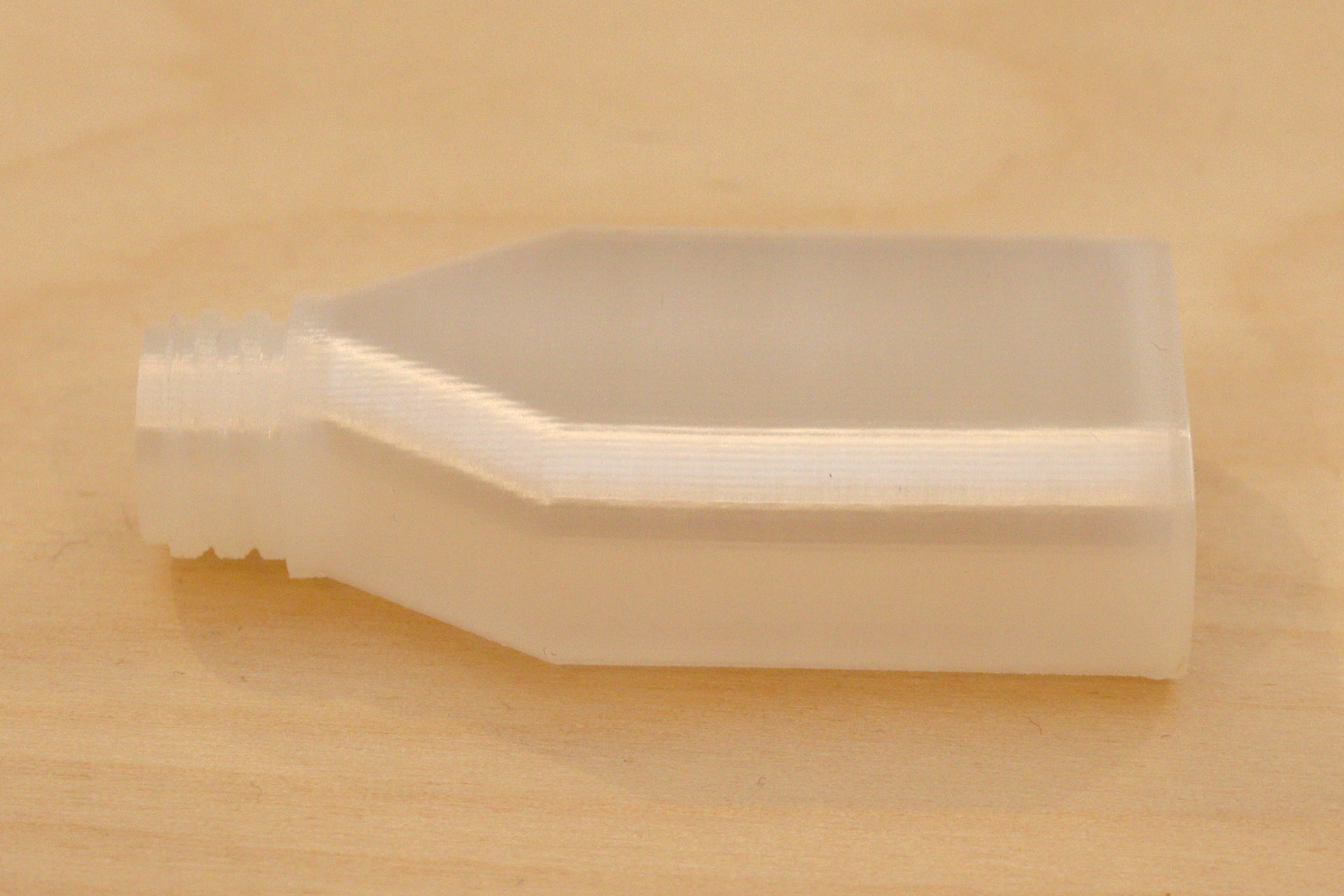
Следом я решил напечатать бутылочку для бензина. Я пытался ее напечатать раньше из PETG, получалось очень красиво, но потом оказывалось, что между слоями остаются микроскопические прорехи, так что бензин испарялся, за день уровень понижался на сантиметр.

Распечатанная из нейлона бутылочка держит бензин превосходно, уровень за месяц не упал нисколько.
Третий опыт — печать переходника на обратный клапан для слива посудомойки. Ответственная деталь, тут и герметичность нужна, и устойчивость к высоким температурам, и длительный срок службы и механическая прочность. С одной стороны на переходник надевается сливной шланг на сифон, В другую сторону переходника вставляется обратный клапан, у него выход диаметром 32 мм. В качестве уплотнительной манжеты я взял обычную резиновую, от серой канализационной трубы 32 мм, а все остальное распечатал. Получилось очень неплохо. Первые недели наблюдал, как там обстоят дела с утечками, все было сухо, теперь уже не беспокоюсь.


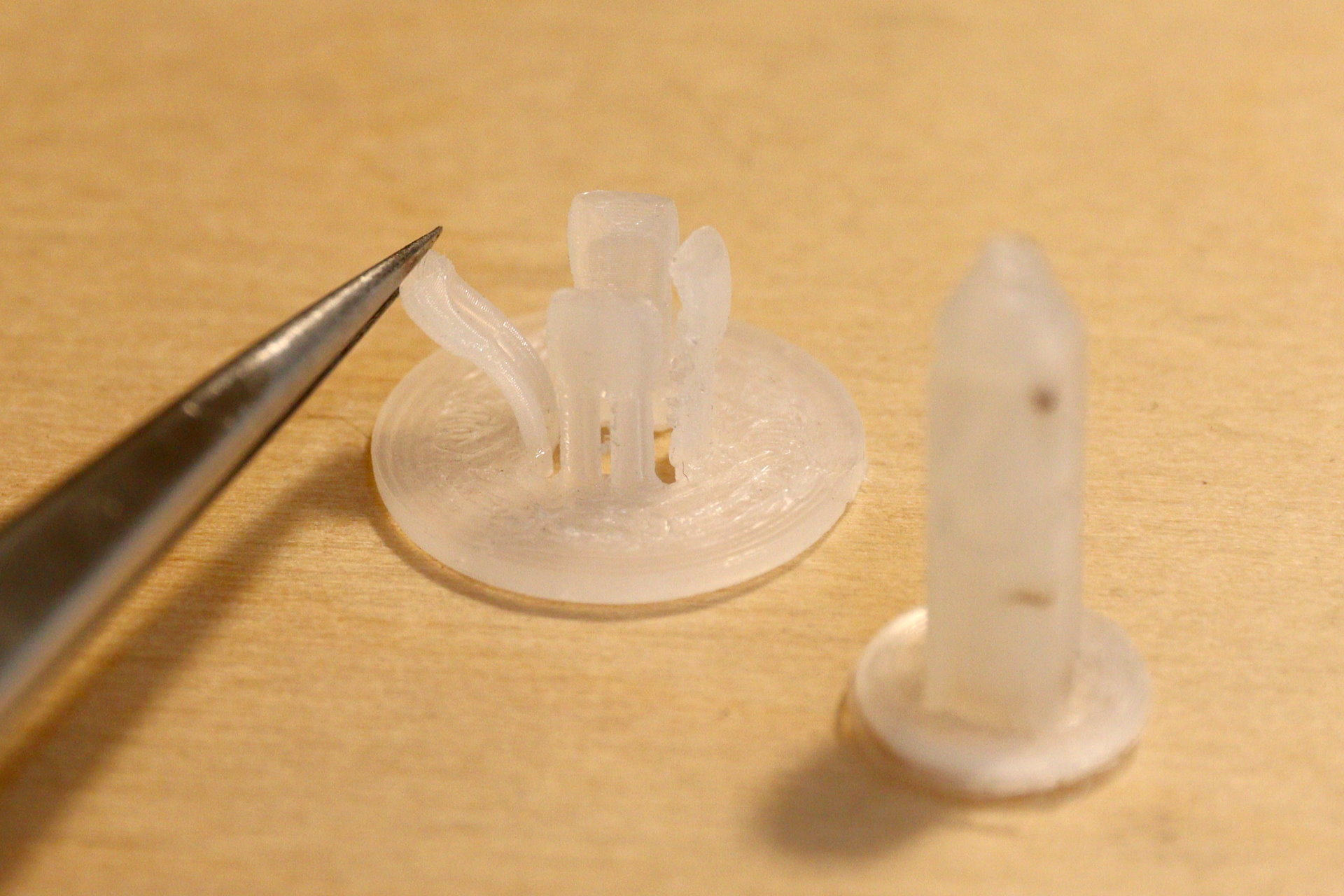
Для эксперимента распечатал автомобильную клипсу для обивки. Они вечно ломаются и теряются. Из других пластиков такое печатать бесполезно — «усики» мгновенно отламываются и клипса вываливается. Но нейлон не такой. Усики из нейлона можно гнуть почти на 90 градусов — он пружинит и возвращается в исходное положение.
В общем, мне материал понравился. Да, он не очень красив и немного более хлопотен в печати. Но даже на принтере начального уровня с открытым корпусом им можно печатать. Главное, скорость поменьше и температуру побольше. И все получится.
Это ссылка, где нейлон можно купить
Всем мира и добра.











23 комментария
Добавить комментарий
А иногда мелочевку и дешевле напечатать. Себестоимость у нее копеечная, нужно 1-2 штуки а в продаже 50 штук.
Невнимательный читатель может обмануться и закупиться нейлоном после этой статьи. А потом катушки в мусорку полетят от разочарования (ради пары катушек сушку городить мало кто захочет).
P.S. Настолько ленивый, что мне проще купить детали в хоз.магазине или на рынке, чем включать 3D принтер. Печатаю и моделю только то, что действительно никак и нигде не достать.
Пару раз забывал включенную духовку на несколько часов — пластику пофигу абсолютно. И ничего из него при этом не выделяется, за духовку тоже можео не переживать. А высокая температура позволяет его сушить в разы быстрее, чем все остальные пластики, для которых нужны какие-то хитрые термобоксы.
У меня от этой фразы «произошло нарушение вакуума»...
А в остальном автор статьи молодец.
Переходники для слива покупал в хозяйственном — там такой же пластик как на канализационных трубах, лет 10 прослужит — и хорошо!
Статья понравилась.
За ссылку спасибо, закину в закладки, может когда нибудь закажу.
Ключевой момент — напечатанное выполняет свои функции :)
Тем, кто считает «готовое купить проще» — в целом, да. Если печатаете только то, что удается найти готовым — тоже да.
Но когда нужен нестандарт или «прибило среди ночи», и при этом CAD-программы для вас не являются проблемой, то замоделить и распечатать становится не только оправдано по времени, но и по деньгам (особенно в мегаполисе в период летних ремонтов дорог).
Бонус — ощущение, что принтер стоит не только фигруки на полку печатать :)
По сабжу: у HTP был раньше аналог (у меня остатки валяются) — но это «очень нечистый» нейлон :)
печатается не намного сложнее, чем обычный PETG
Сейчас на сайте вместо него РОК — та еще мерзота, но по ТТХ примерно то же самое, не считая плохой адгезии к столу (пришлось одно зеркало покрыть БФ2 с метиловым спиртом)
Подводя итог, хочу сказать автору статьи спасибо да труды, но прошу в будущем указывать, что речь про полиамид с присадками, поэтому можно и на открытом принтере и без постоянной сушки печатать, ибо мой PA6 даже за 10 минут влаги насосет столько, что по отпечатку это видно сразу, переделал дегидратор «марта» под сушилку.
Добавить комментарий