Градиентный пластик с эффектом шелка для 3D печати. Обзор Rittsun pla
Ассортимент материала для печати постоянно расширяется и если ранее я восторгался от шелкового эффекта при использовании одноименного филамента, то сейчас появились различные варианты с дополнительным смешиванием цветов. Один из них я сегодня протестирую, остальные позиции вряд ли будут отличаться по физическим свойствам, так что можно будет выбирать и любой другой вариант.

Характеристики
| Вес катушки | 1 кг |
| Диаметр нити | 1.75 мм |
| Допуск | +- 0.03 мм |
| Рекомендуемая температура печати | 190-220 ℃ |
| Рекомендуемая температура стола | 60-80 ℃ |
| Рекомендуемая скорость печати | 40-80 мм/с |
| Плотность материала | 1.20-1.25 г/см3 |
На картонной коробке из опознавательных знаков только наклейка с указанием содержимого, внутри помимо катушки была визитка, нормально переведенная на русский язык. Филамент упакован в вакуумный пакет, герметичность во время транспортировки не была нарушена, так что сразу можно печатать без просушки.



Пруток выглядит мягко говоря странно, особенно серебряный оттенок, ну да ладно, может раскроется во врем печати.

Первым делом нужно определить оптимальную температуру, тем более во время смены филамента у меня закрались сомнения насчет рекомендаций. Оцените разницу в диаметре двух образцов. Да, может добавки так влияют, но опыт подсказывает, что нужно греть больше.

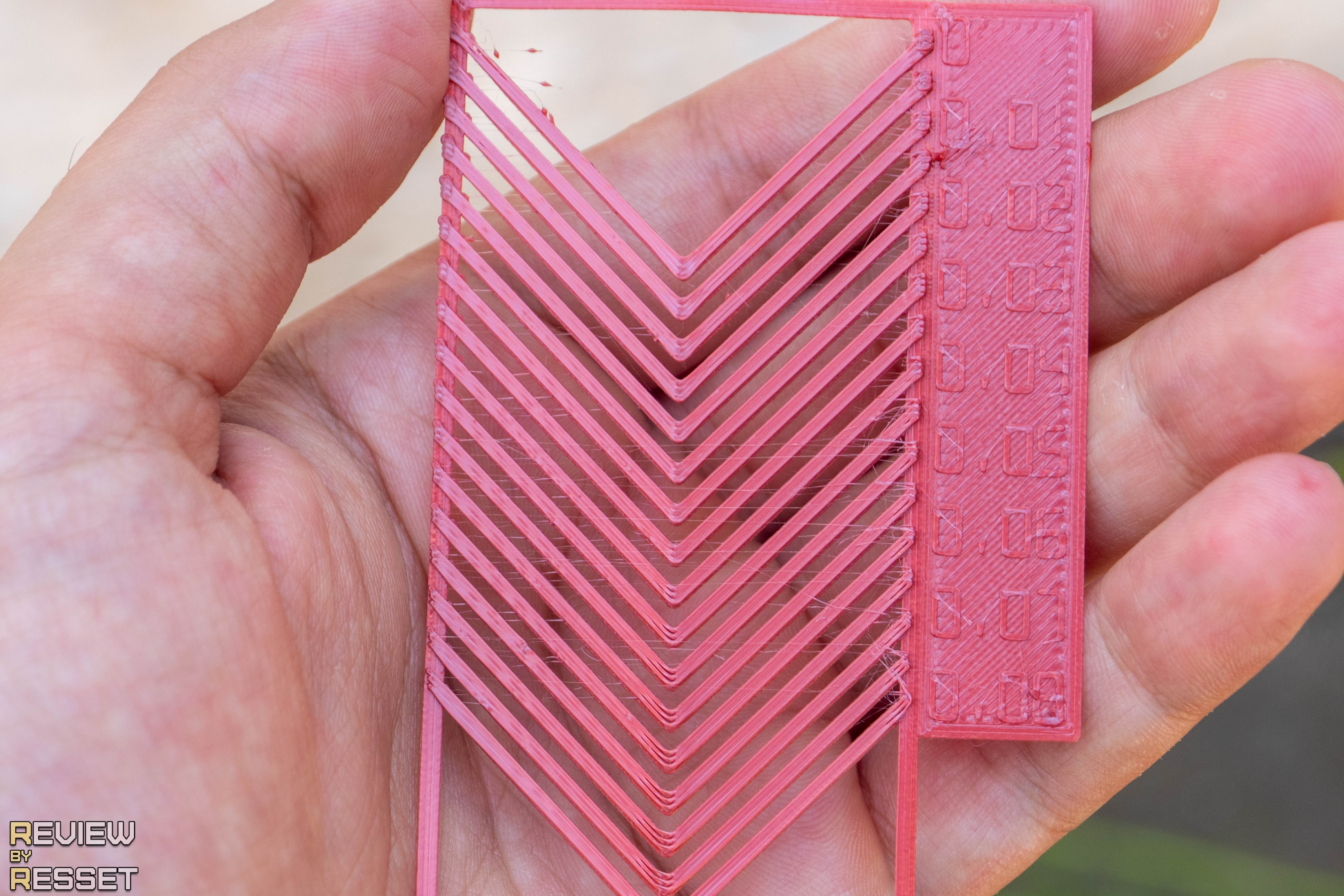
Для калибровки существует тестовая модель, каждая ячейка которой холоднее предыдущей. Полученную деталь нужно попытаться сломать, раздвигая выступы слева. Там, где это удается сложнее всего, спекаемость слоев наилучшая. В моем случае рекомендуемых 220℃ ожидаемо не хватило.
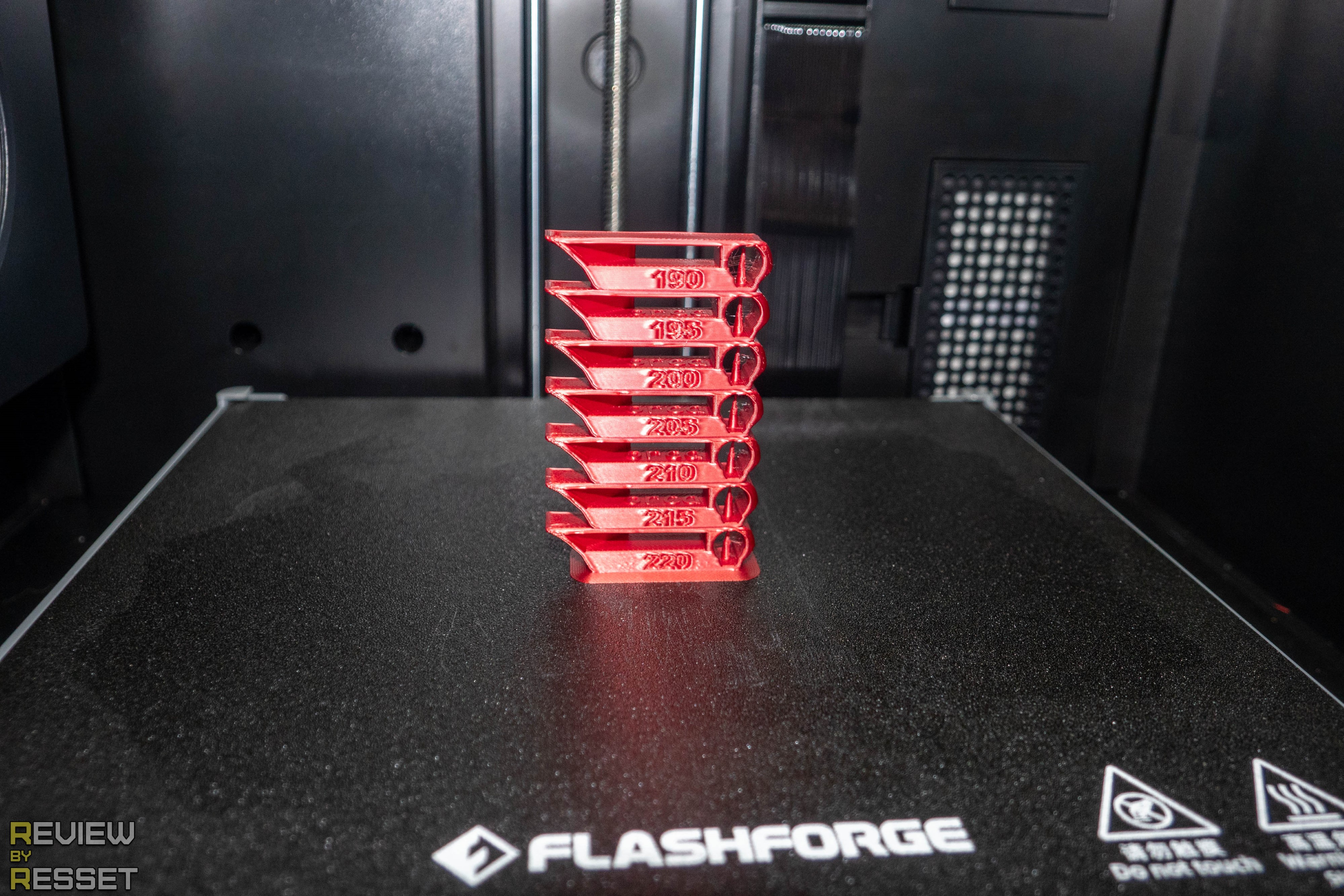
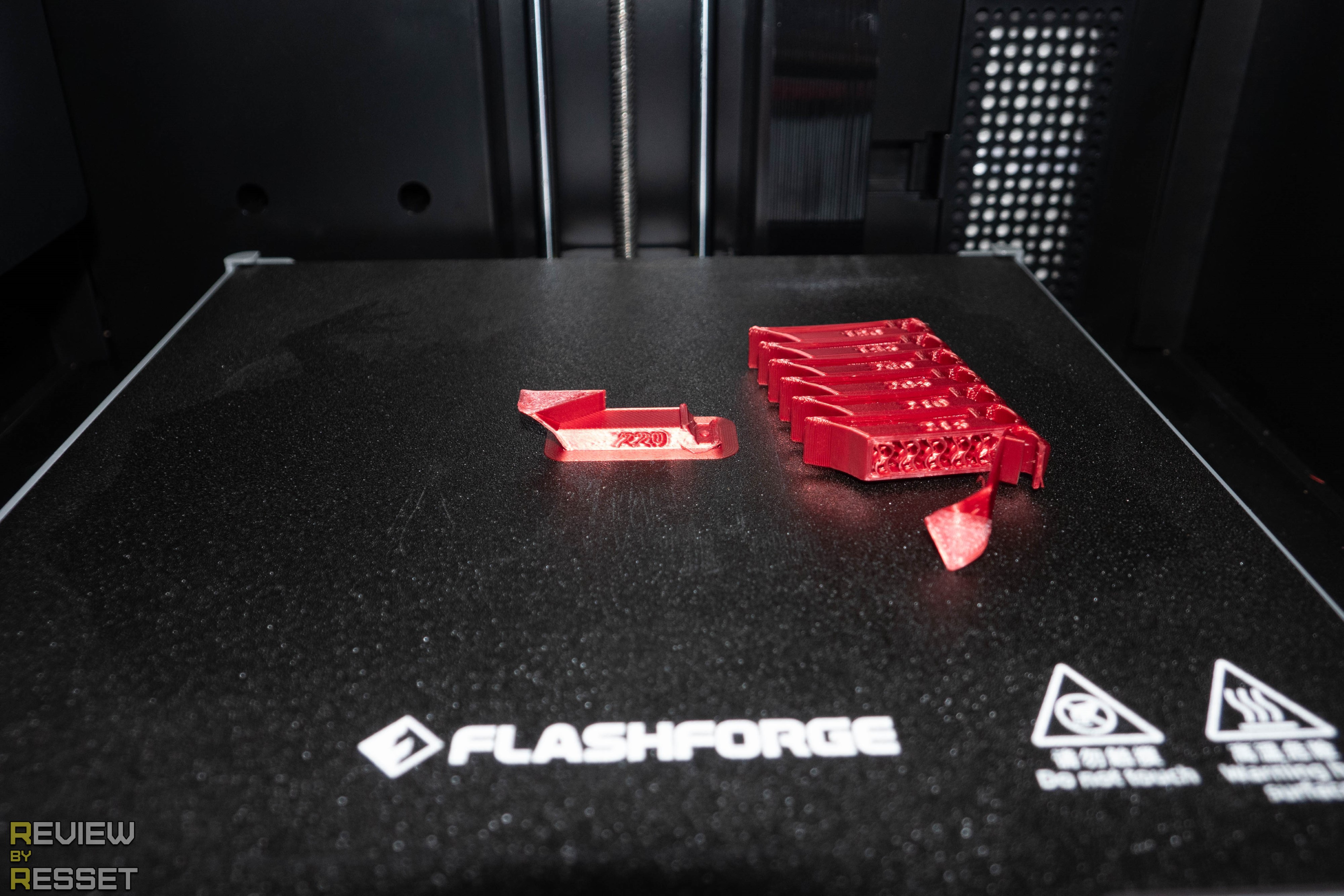
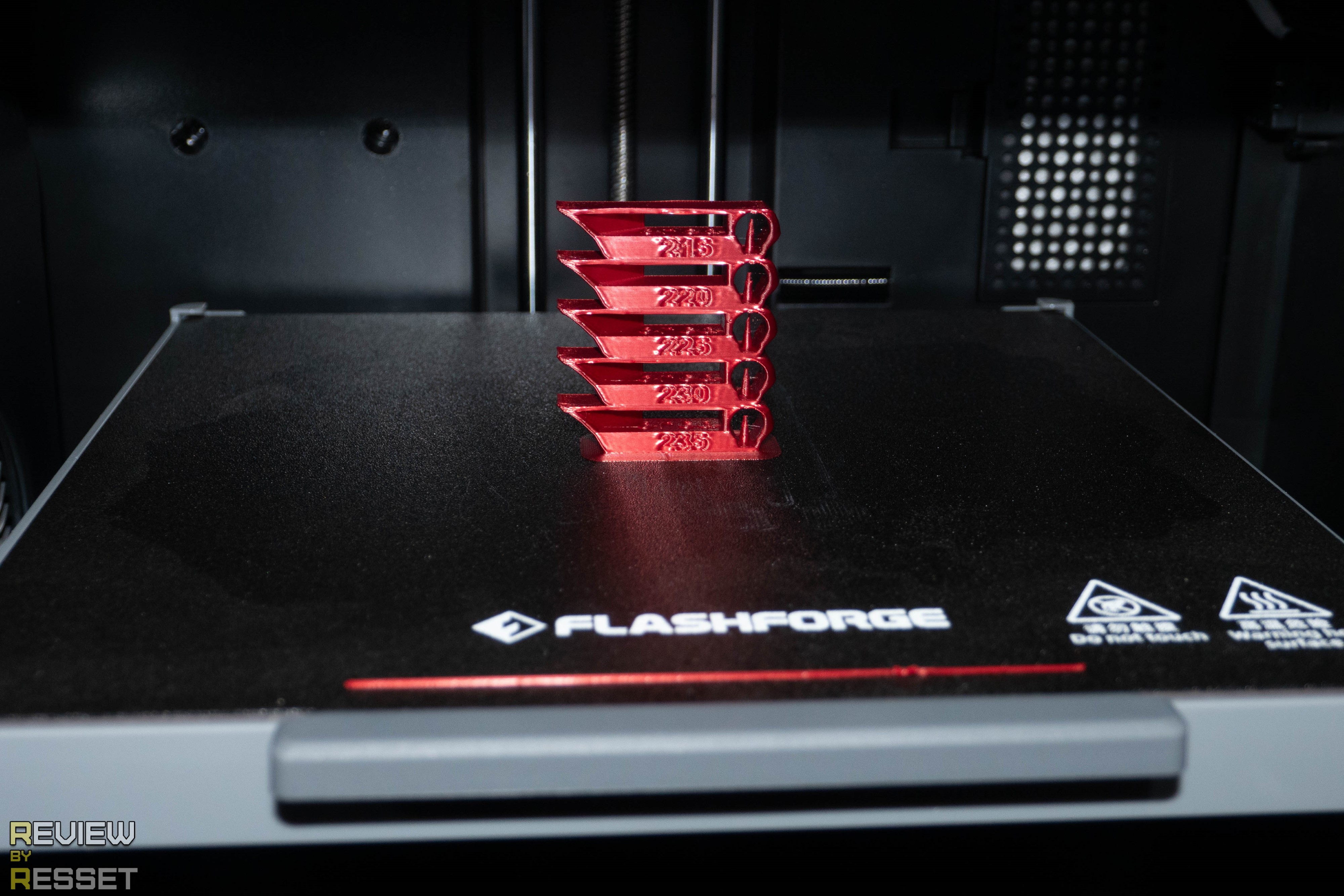
Повторяем, подняв максималку до 235℃, выше уже жирно для PLA. Структура не поплыла, это хорошо. Разломать смог ячейки до 230℃, при чем последнюю уже с трудом, так что на ней и остановился.

Еще обязательно нужно проверить максимальную скорость печати, т.к. принтеры сейчас смел разгоняются до 300мм/с и как-то не хочется тратить в шесть раз больше времени на одну и ту же деталь только ради красивого цвета стенок. Для этого в орке есть калибровка скорости потока, показывающая какой объем пластика способен выдавить экструдер. Поставил ограничение в 32 кубических миллиметра, такая производительность позволит мазать тонким слоем до 500мм/с.
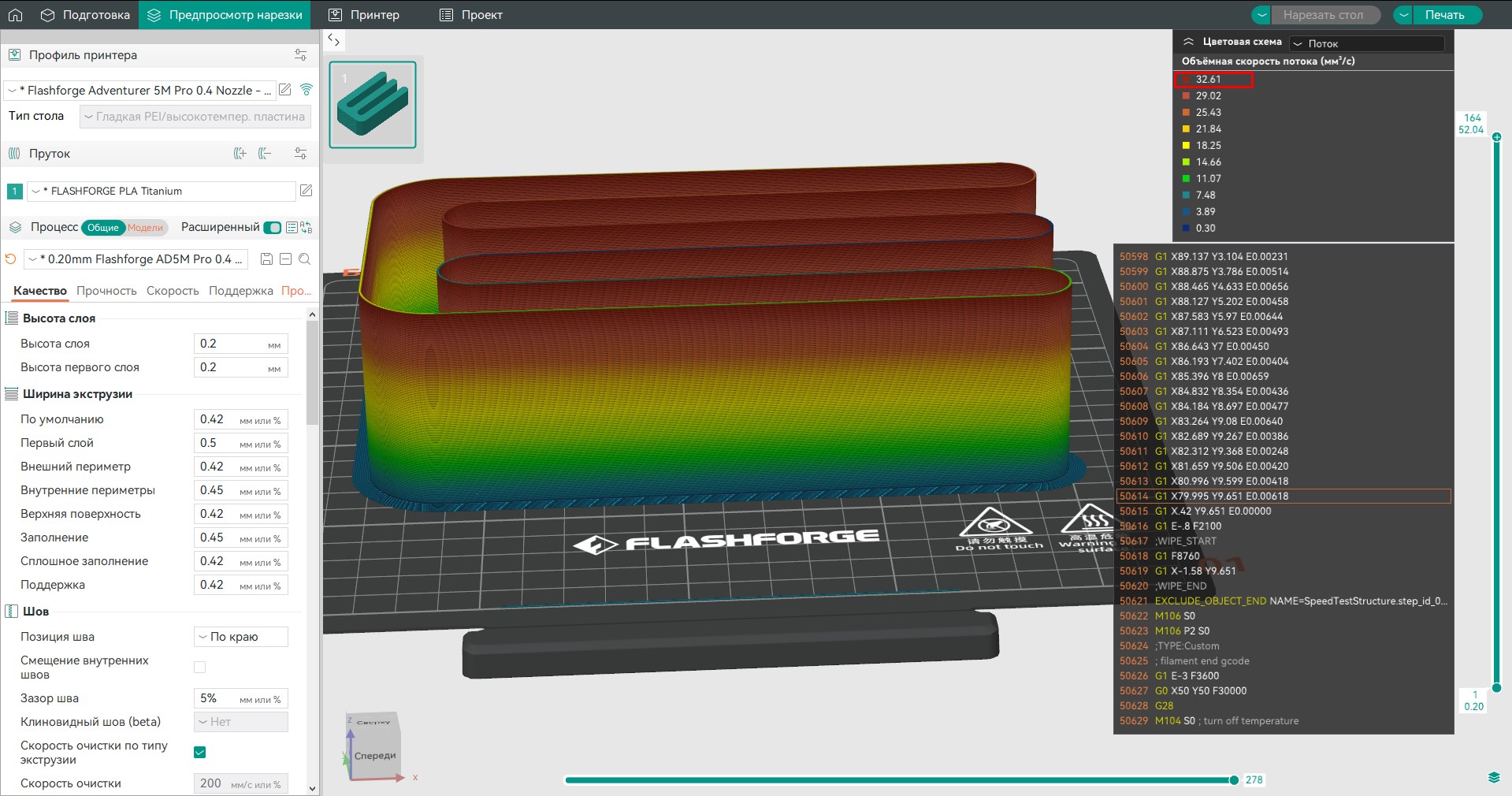
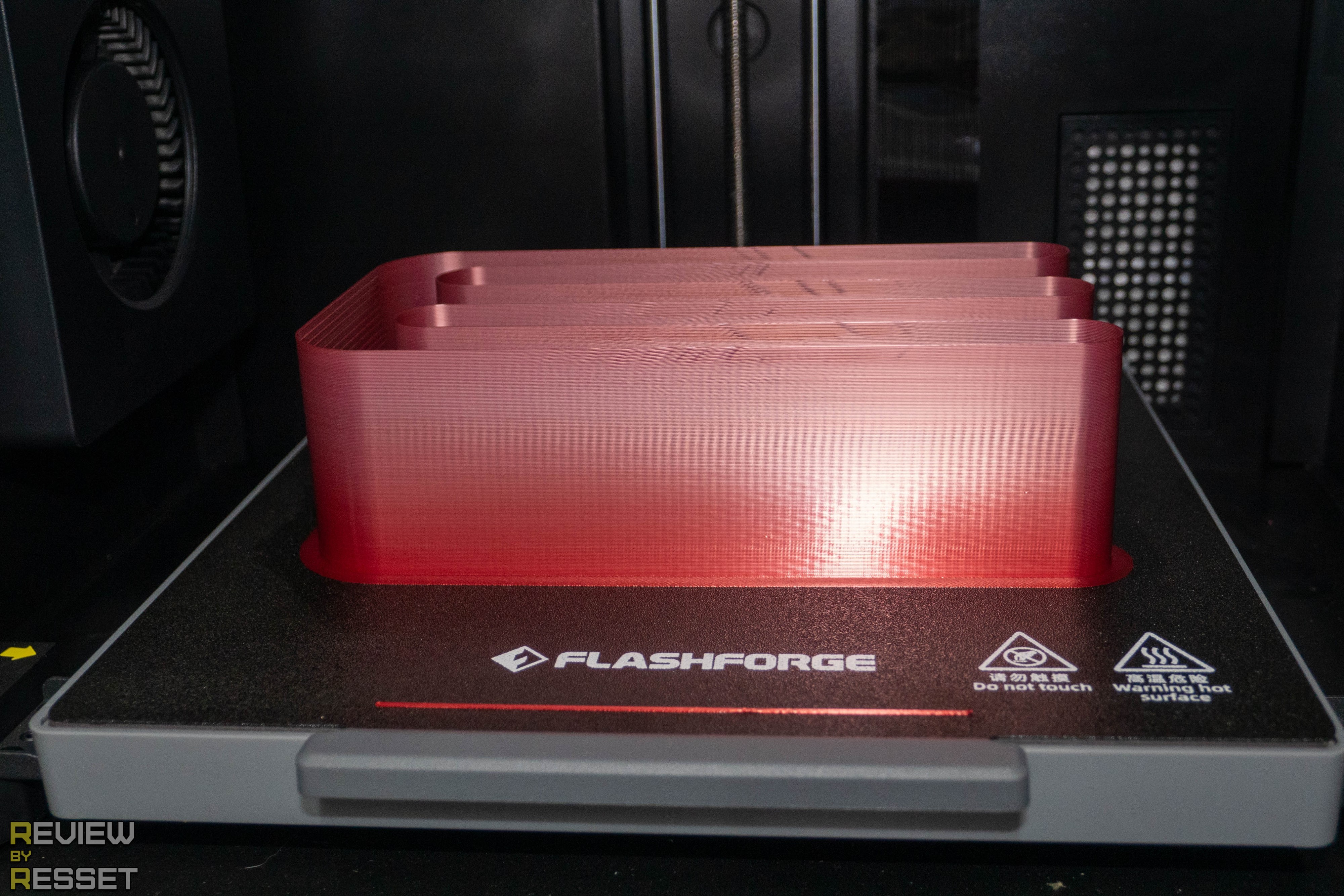
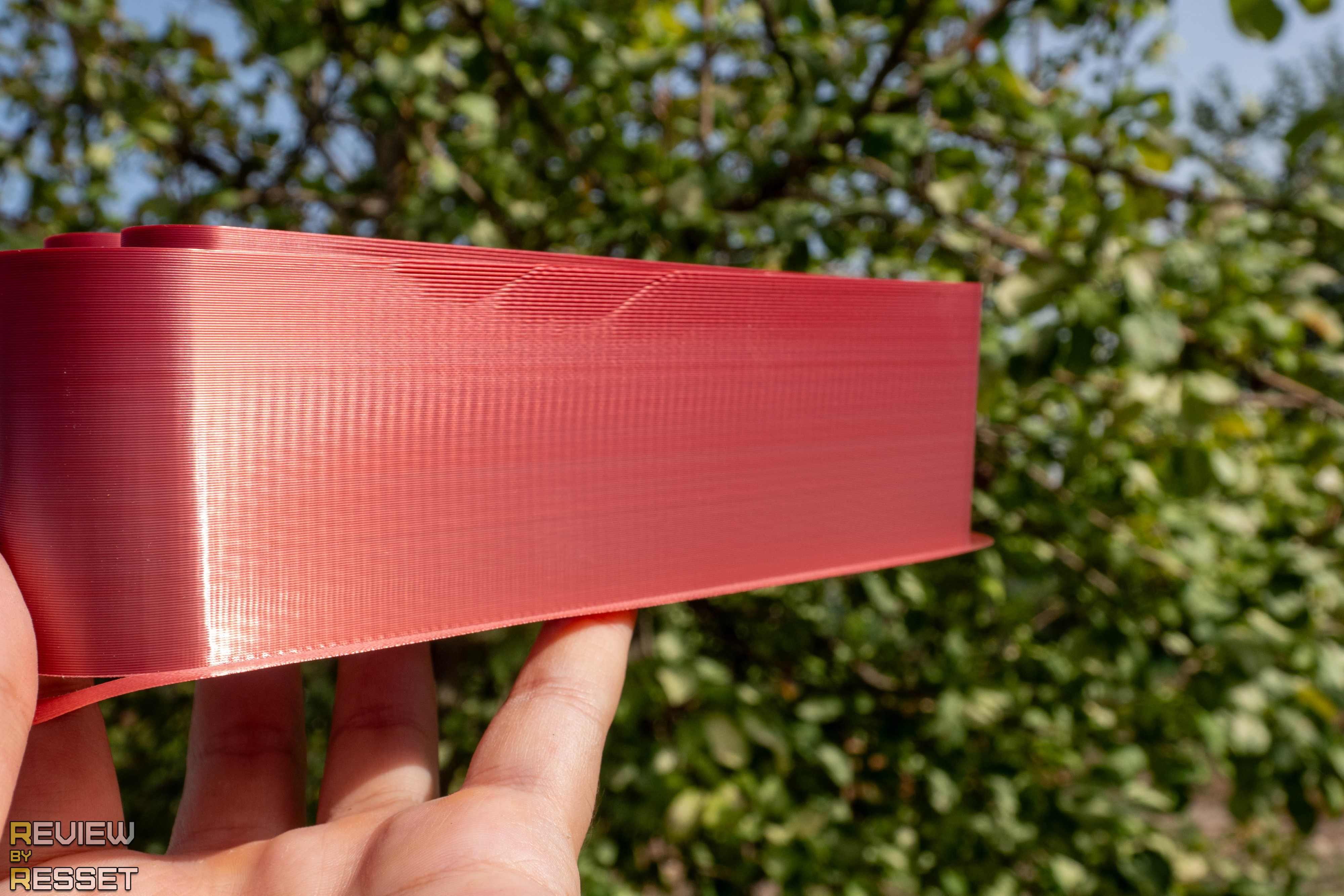
Получилось гораздо лучше, чем ожидалось, ведь в характеристиках рекомендуют 80мм/с, а тут явно больше без потери прочности. Модель хоть и выглядит небольшой, но кто ездил по серпантину подтвердят, что это обман зрения и намотало пластика тут не мало, даже ближе к середине виден переход. Какой-то отлив серебра есть, но слабенько.
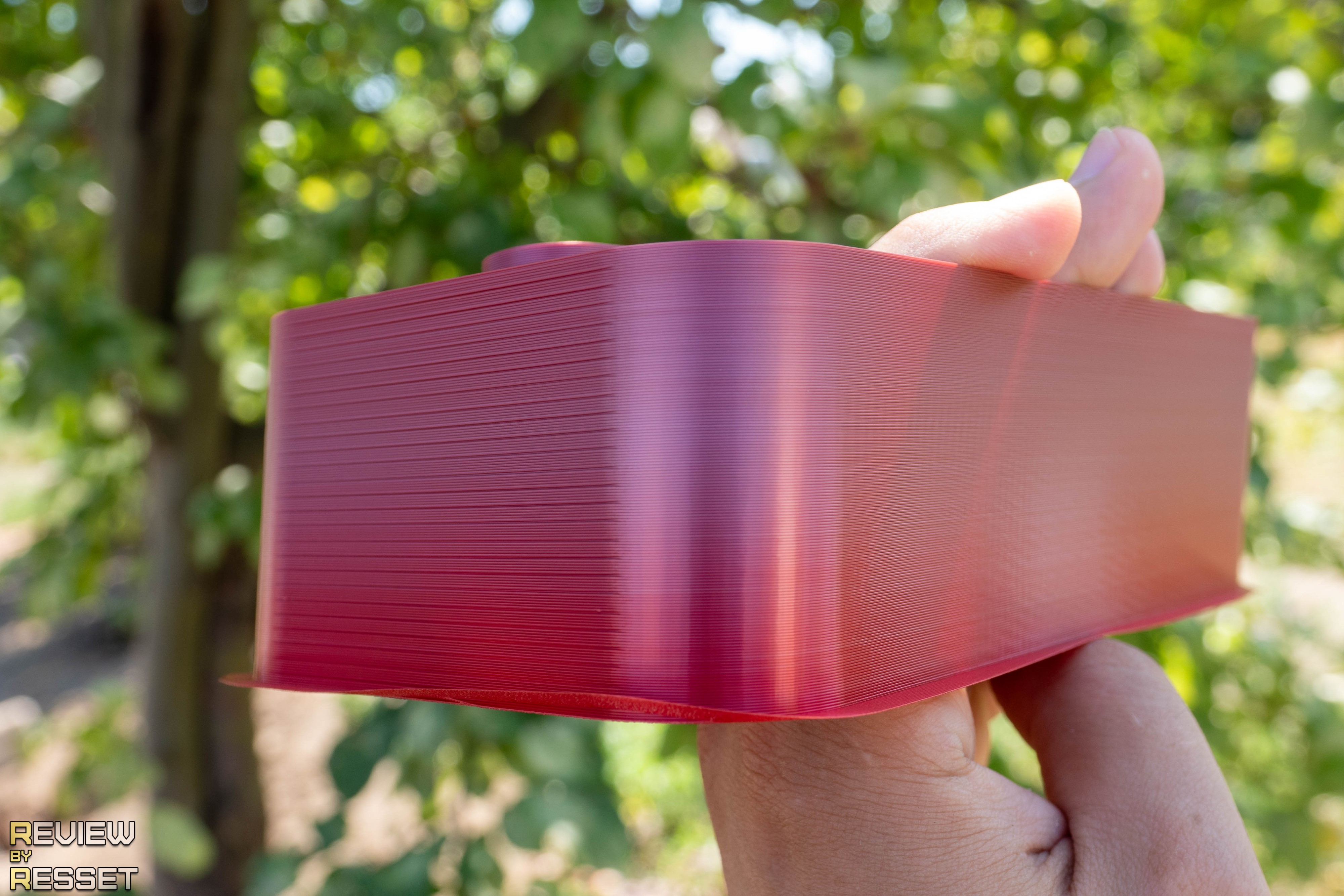
Повторил для второго оттенка и оказалось, что красный «гуще», так что выше 20мм3 поток лучше не поднимать, но этого хватит для скорости чуть выше 200мм/с.

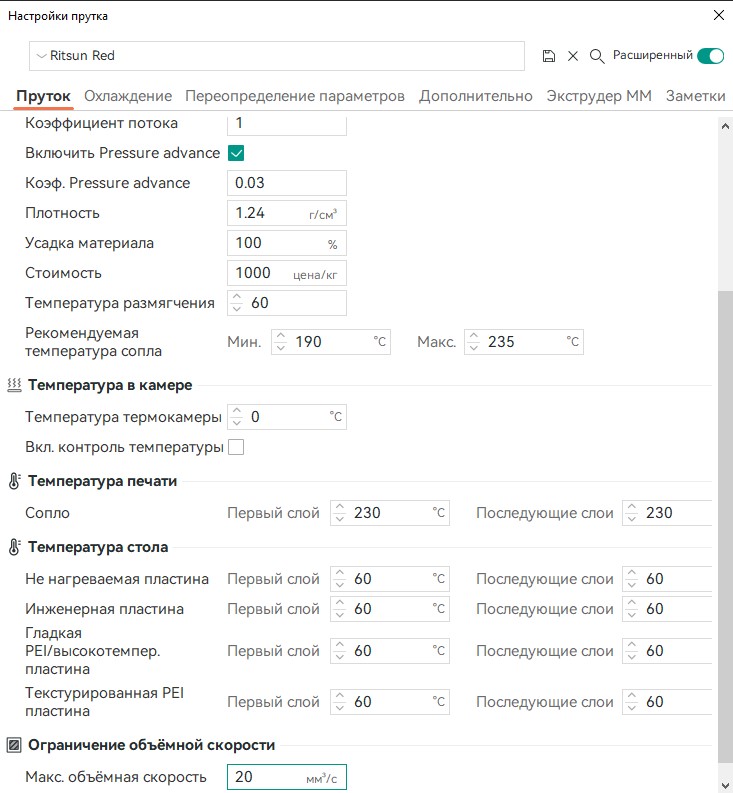
Pressure Advance нужен для оптимизации печати углов и для каждого принтера его нужно подбирать индивидуально, но для моей модели оптимальное значение находится в классическом диапазоне 0.02-0.03, так что сюрпризов быть не должно.
Вот такой профиль получился для FlashForge Advanturer 5M и 5M PRO, владельцы могут смело копировать.
Ну и куда без теста прочности. Для этого по традиции печатаю пластину с полным заполнением и толщиной 3мм. Вы посмотрите какая красота, даже жалко ломать.
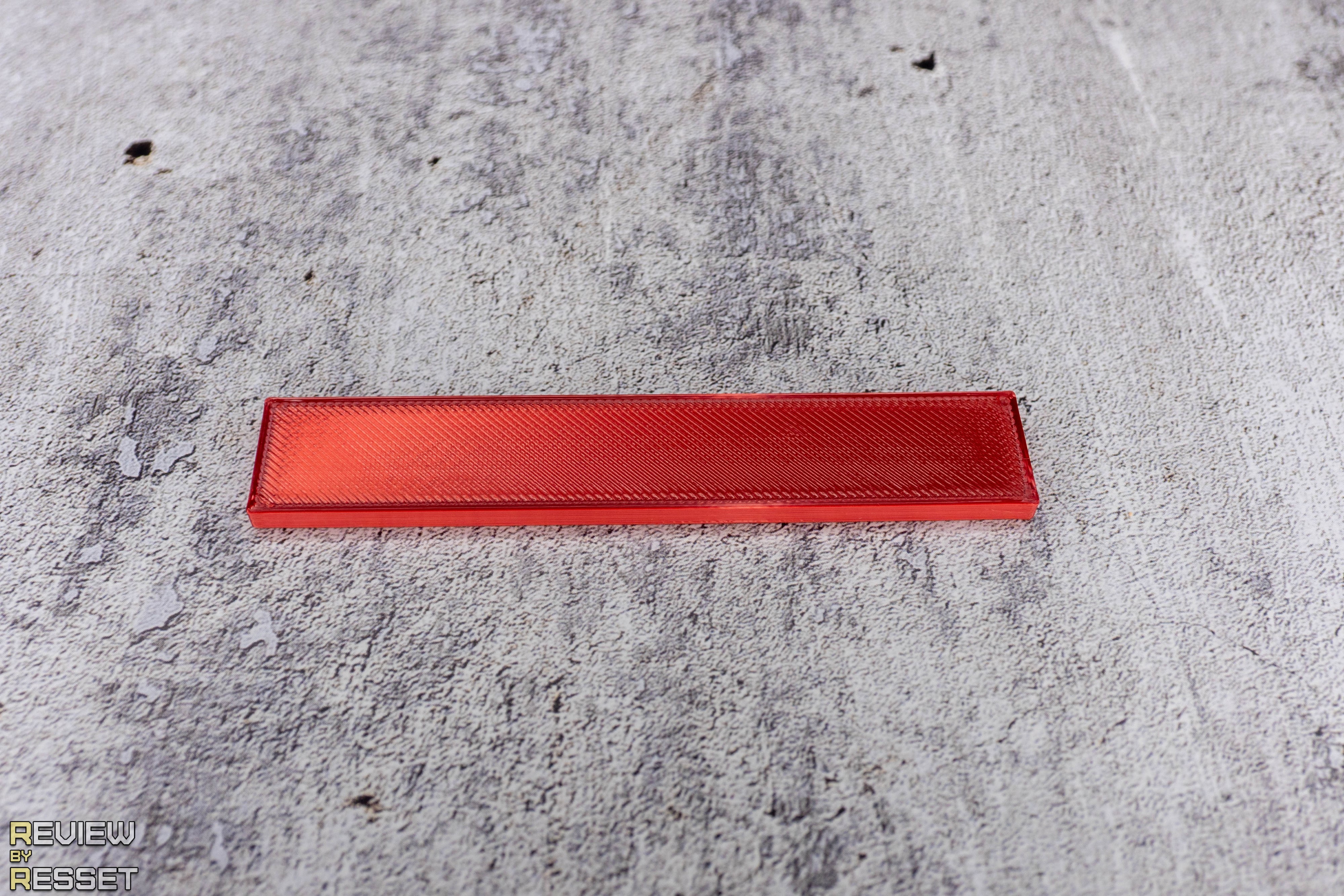
Да она и не хочет, что PLA не очень свойственно.
Только после нескольких полных складываний в разные стороны, получились две половинки.

Обратите внимание на края, их просто порвало, а окружающая поверхность даже не побелела, как это обычно бывает.

Ну и напоследок покажу пару примеров красоты. Ваза при смене освещения выглядит завораживающе, но такой эффект вызывает и классический «шелк», а тут ведь градиент, значит нужно что-то крупнее.
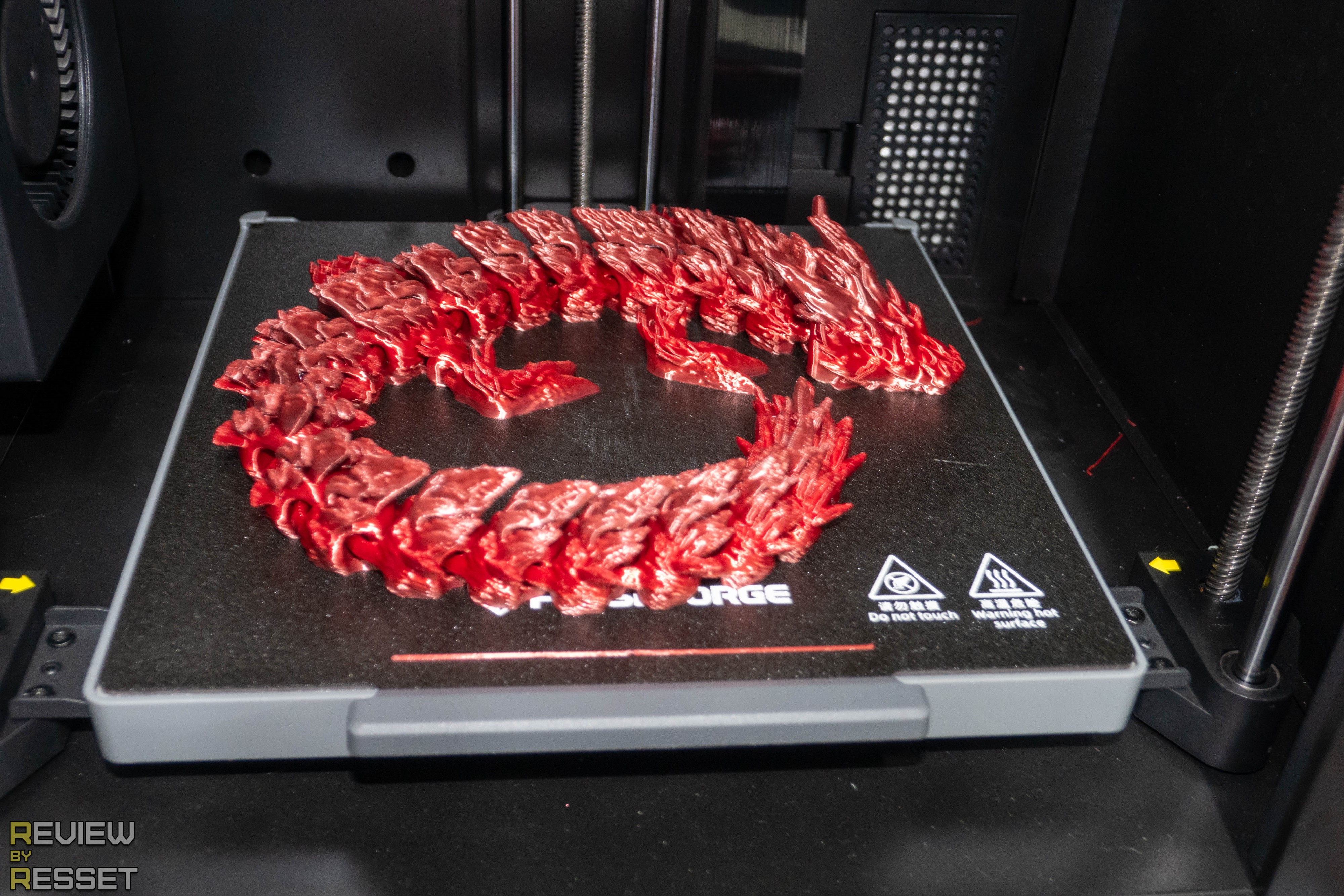
Закинул дракончика и поймал переход высоковато, было бы идеально чуть выше середины, где начинаются наросты, но тут не угадаешь. При определенном освещении второй оттенок действительно начинает отливать серебром, смотрится необычно, но немного не так, как я ожидал.



Итоги
По физическим свойствам пластик неплох. Нужно греть сопло немного выше рекомендаций, но остальные параметры остались более-менее привычными и каких-то проблем не было. После остывания от PEI пластины отлипает легко, межслойная адгезия хорошая, в меру жесткий и не такой хрупкий, как PLA местных производителей, так что для декоративных элементов и игрушек подойдет отлично. Тем более каждый раз новая деталь будет немного отличаться от предыдущей, что придаст ей уникальность.
Ожидал другого оттенка, но жене такой переход нравится, так что дело вкуса. В следующий раз нужно будет взять что-то более контрастное.
Купить этот и другие оттенки «шелка» можно в официальном магазине RITTSUN в Aliexpress.
Нажмите «Еще 27 вариантов», чтобы посмотреть весь список.
А если вы только планируете начать печатать и думаете над покупкой принтера, обратите внимание на эти обзоры:
Моя лучшая покупка в 2024 году: 3D принтер FlashForge Advanturer 5M
Быстрая и качественная 3D-печать без доработок: FlashForge Advanturer 5M Pro
Отличный 3D-принтер с большой областью печати: ELEGOO NEPTUNE 4 MAX
9 комментариев
Добавить комментарий
Выложен в форме китайского дракона, лежит на противне в духовке.
Не откажите себе в удовольствии.!
https://disk.yandex.ru/i/iVuHpNc0MleIlg
Добавить комментарий