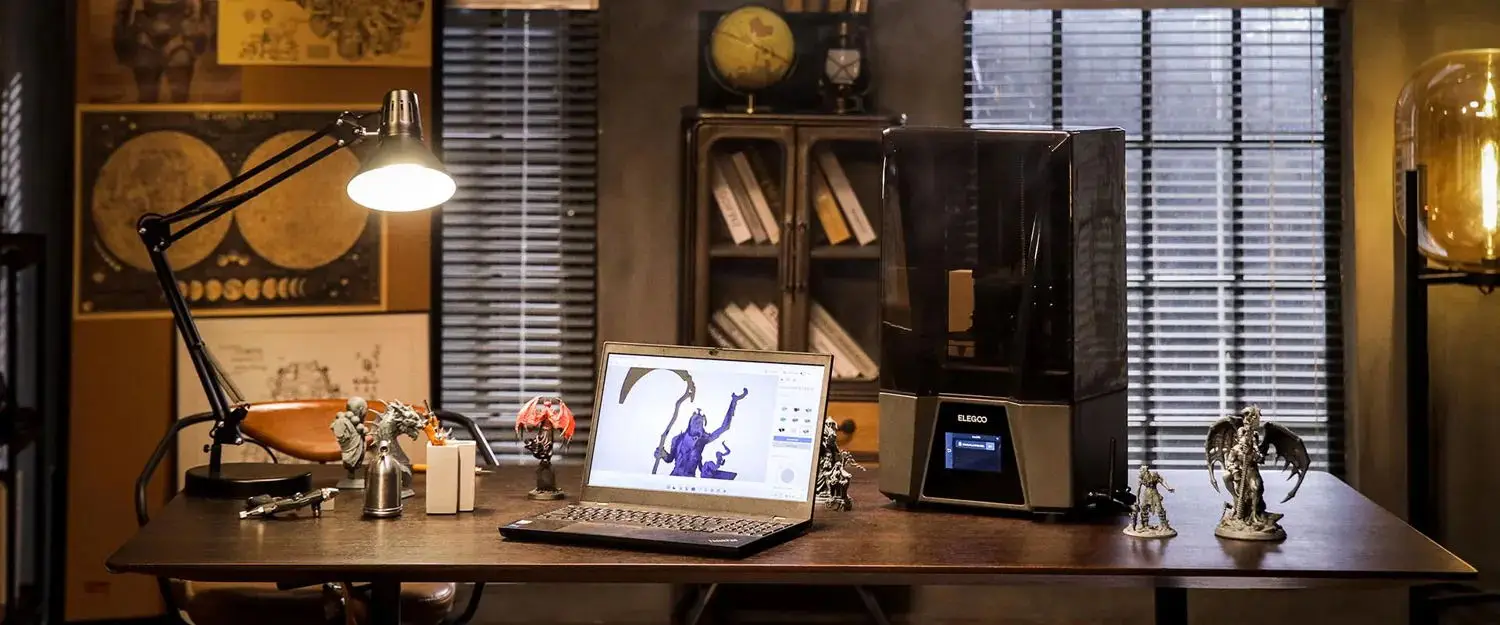
Большой, быстрый, улучшенный. Обзор фотополимерного принтера elegoo saturn 3 ultra
10″ дисплей с разрешением 12К позволяет печатать модели размером 218.88x122.88x260мм, а благодаря размеру пикселя 19x24микрон, детализация получается очень высокой. При этом обещают скорость построения до 150мм/ч, это 25 слоев в минуту, но есть нюансы.
Характеристики
| Бренд | Elegoo |
| Технология печати | MSLA |
| Материал печати | Фотополимерная смола |
| Диагональ дисплея | 10.1″ |
| Разрешение | 11520x5120 пикселей (12К) |
| Рабочая область печати | 218.88x122.88x260 мм |
| Скорость печати | до 150мм/ч |
| Высота слоя | 0.01 — 0.2 мм |
| Точность по оси Z | 0.01 мм |
| Разрешение по оси XY | 19х24 мкм |
| Длина волны УФ засветки | 405 нм |
| Размер корпуса | 305.9х273х562.5 мм |
| Вес | 12 кг |
Распаковка
Принтер поставляется в приличных размеров коробке весом 16 килограмм, бумажку с надписью Leveling Card не выкидывайте, она еще пригодится.


Под колпаком во вспененной вставке спрятана платформа и коробка с допами.


Подкинули несколько масок, бумажных фильтров для смолы, перчаток, два шпателя, флешку, карту для активации Voxel Tango, комплект ключей, какие-то винтики и воздушный фильтр.


В нижней части корпуса имеются прорезиненные ножки, которые очень неплохо цепляются за поверхность, так что тушу весом 12 кг сдвигать не приподнимая довольно проблематично.

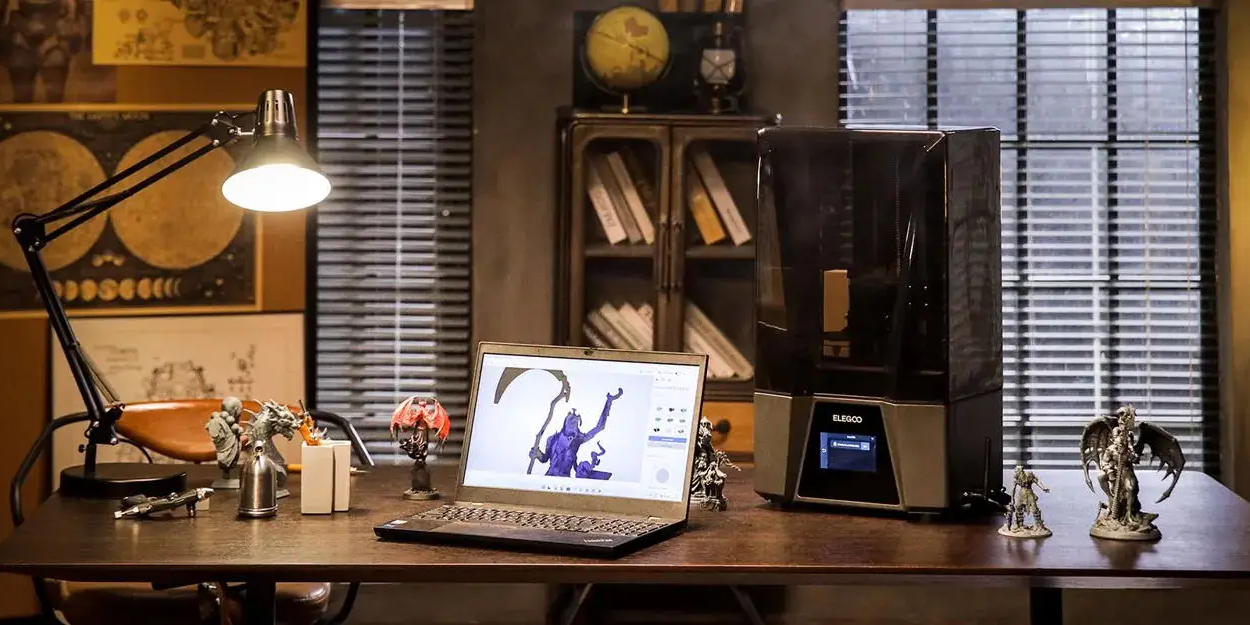
Рельсы тут толстенные, да и винт не маленький. Вместо гайки скольжения используется шариковая винтовая передача, которая сводит к минимуму износ узла, люфт и рывки, повышая точность и плавность перемещения платформы.

В нижней части установлен оптический концевик, зарекомендовали они себя неплохо, стоят недорого.

В отличии от марса, тут имеется два USB разъема для подключения фильтров. Так же сзади виден люк для подключения дополнительной системы очистки воздуха под куполом. Некоторые сами печатают переходники и колхозят вытяжку на балкон, чтобы не переплачивать.


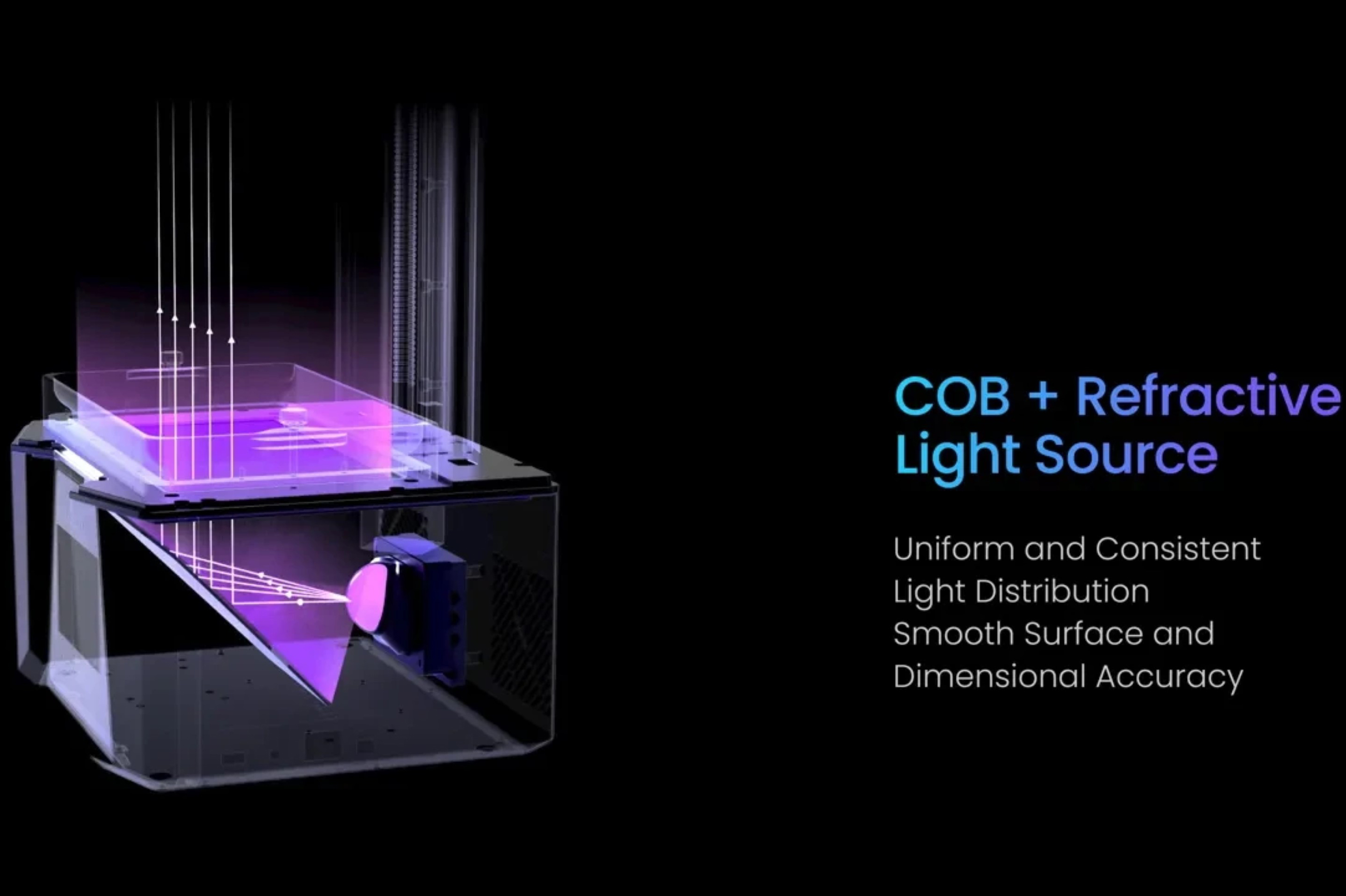
Сбоку расположен разъемы питания, антенны, USB и выключатель. Вентиляционные отверстия сзади, в одно затягивается прохладный воздух, из другого выходит тёплый.


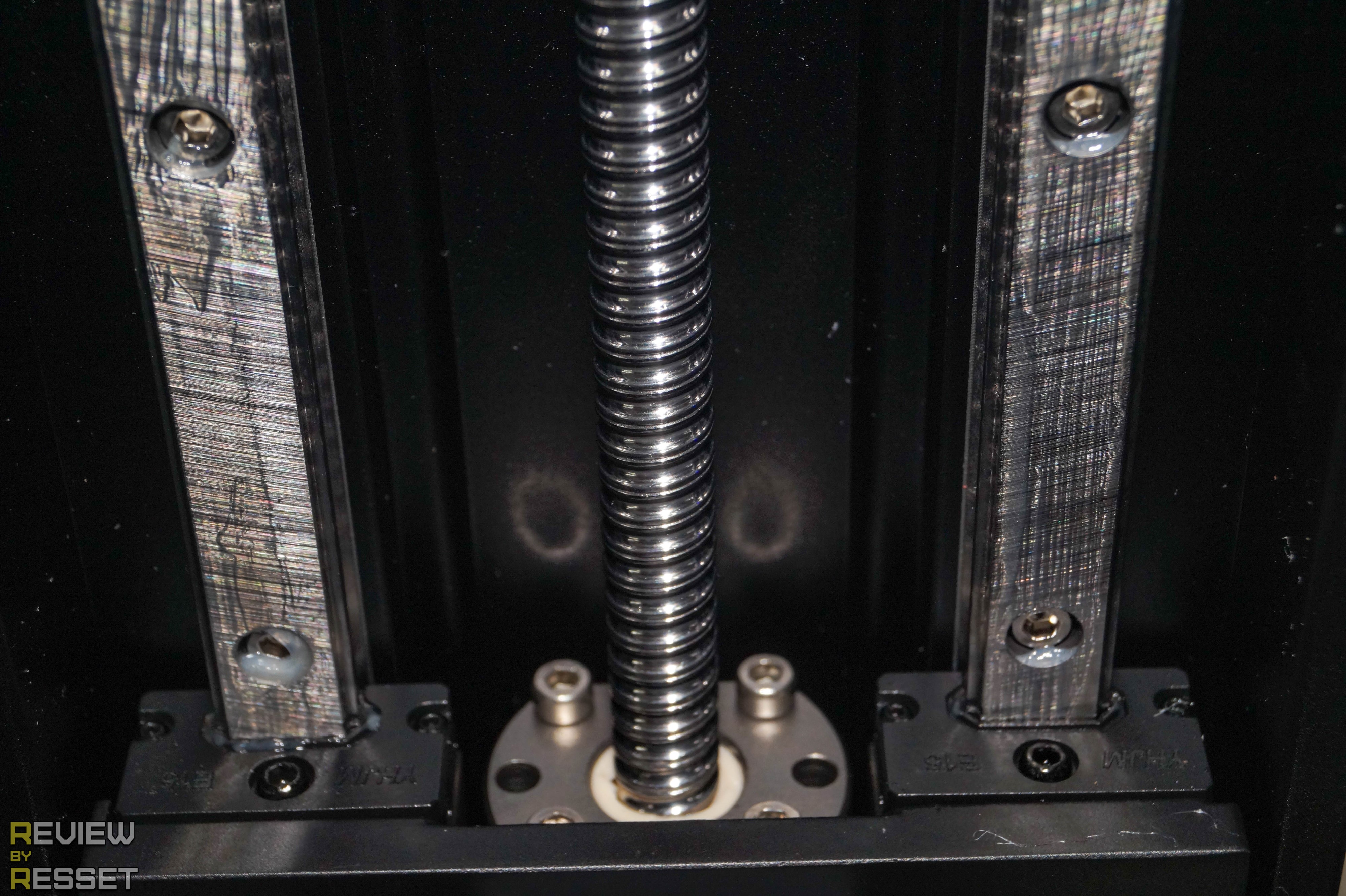
Благодаря тому, что излучатель сместили к задней стенке и разместили радиаторы по бокам, производительность системы охлаждения возросла, а уровень шума уменьшился.
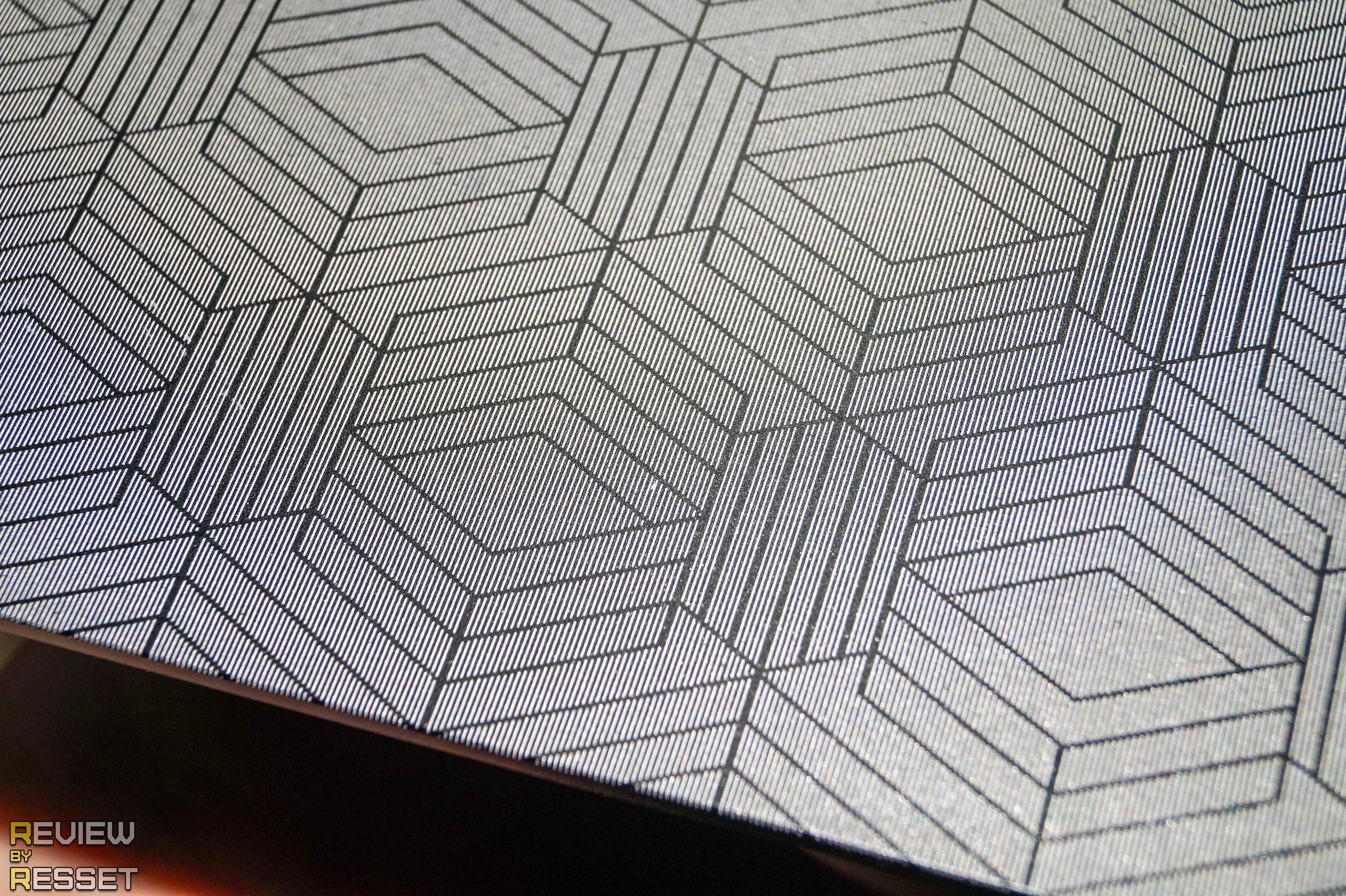
Раньше гравировка платформы была похожа на шершавый рисунок, сейчас же она стала заметно глубже.
Ну и разница между 10″ и 6.6″ огромна, хотя казалось бы, всего на 3.4 дюйма диагональ больше. А если посчитать площадь, получается 268.68 см2 против 128.12 см2. Ну и лично для меня огромным плюсам является выравнивание по четырем точкам, а не этому проклятому шарниру, который постоянно сбивается при затягивании фиксаторов.

Изменилось и посадочное место, благодаря направляющим, платформа садится плотно и никуда не сдвигается


Подготовка
Все что нужно сделать, это снять все защитные плёнки: с платформы, ванночки и матрицы. Кстати, дисплей покрыт закаленным стеклом, так что за него можно не переживать, никакой дополнительной защиты не требуется.


ACF плёнка мутная, это нормально и не нужно пытаться её вытереть. Это относительно новый вид покрытия, к которому смола после полимеризации липнет хуже, чем к другим и по сути только благодаря этому удалось настолько увеличить максимальную скорость печати.

Следующим шагом будет выравнивание платформы, этот процесс подробно расписан в бумажной инструкции, есть ролик на флешке, а так же видео в ютубе.
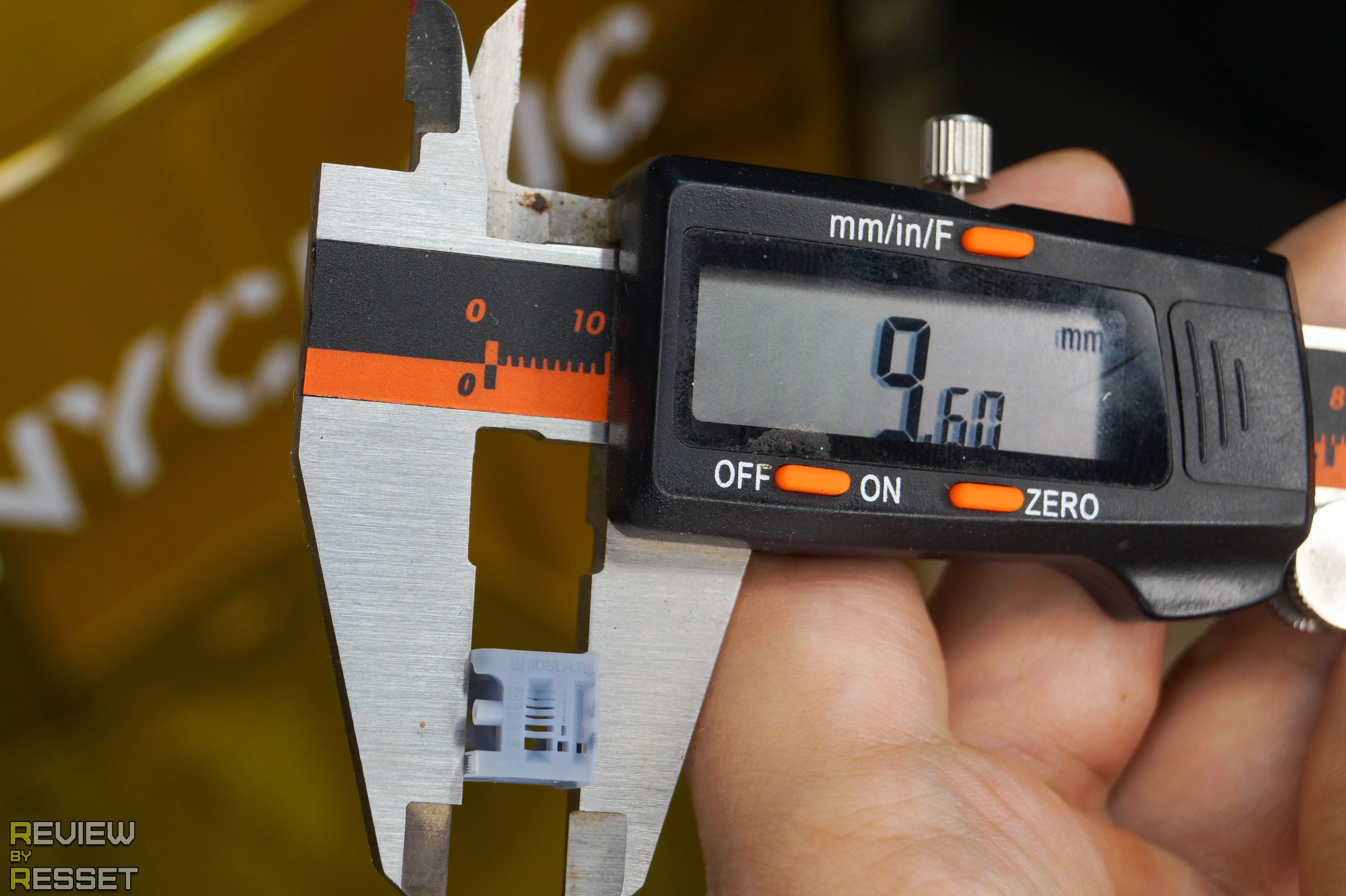
Обратите внимание, платформу не нужно вдавливать в матрицу изо всех сил, калибровочный лист должен проходить между ними с лёгким сопротивлением. Для проверки правильности калибровки можно распечатать модель определенного размера и измерить высоту получившейся детали. На фото слева слишком маленький зазор, справа нормальный.

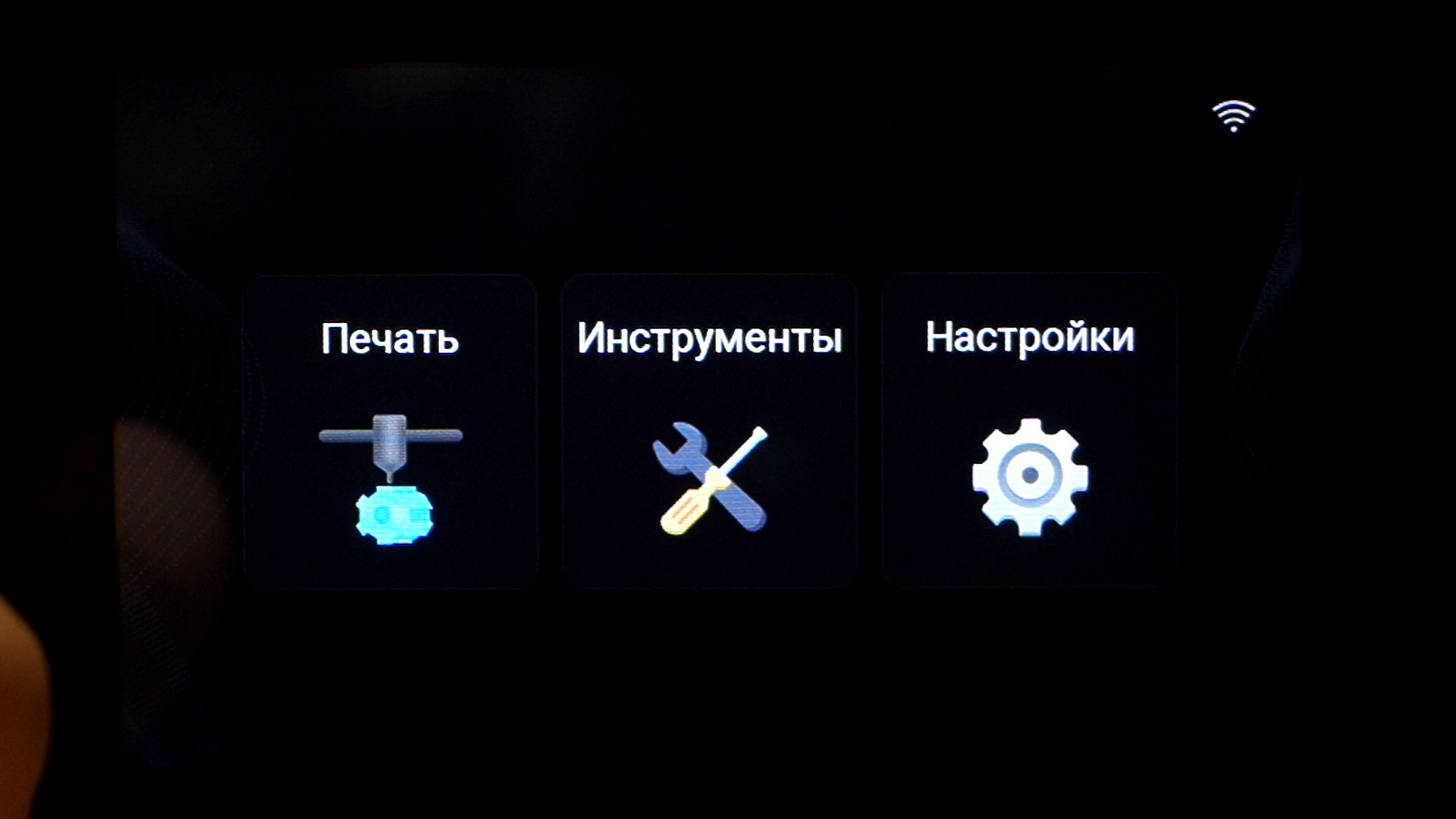
После включения питания появляется основной интерфейс, поначалу на английском, но есть и русский. Разрешение дисплея хорошее, тачскрин отзывчивый, так что с управлением проблем не возникало.
В меню печати на выбор имеется три источника: USB накопитель, хранилище принтера и история печати.

В общем списке превью нет, так что приходится ориентироваться по наименованию файлов.
Если ткнуть на интересующий, появляется окно предпросмотра, откуда файл можно отправить на печать, копировать из одного хранилища в другое или удалить.


Переходим в «Инструменты» и тут в глаза бросается кривой перевод слова «Manual», который на самом деле позволяет вручную подвигать стол по оси Z. Установить Z=0 тыкается один раз после калибровки.


Очистка ванны служит для засветки всей матрицы на полной мощности, чтобы потом можно было снять образовавшийся пласт вместе с мелкими деталями, оставшимися после неудачно печати модели. В меню экспозиции экрана излучатель работает не в полную мощность и пользователь может оценить работоспособность матрицы.


В любой непонятной ситуации «экстренный стоп» отменяет все операции. Самопроверка диагностирует состояние важных узлов принтера и предупреждает если какой-то из них работает неправильно.
В настройках разместили смену языка, параметры системы, подключение к сети и меню обновления.

В системных настройках отображается инфо о модели, IP адрес, можно включить звуковые оповещения, отформатировать хранилище и флешку, скачать логи ошибок и посмотреть контакты производителя.
К Wi-Fi подключается без проблем, после чего в настройках появляется адрес устройства.


Беспроводное обновление пока не реализовали, так что работает только локальное с флешки, но у меня установлена последняя версия, поэтому никаких манипуляций с прошивкой не совершал.


Программы для подготовки моделей к печати
Элего очень советуют Voxeldance Tango и даже предоставляют бессрочный ключ активации.

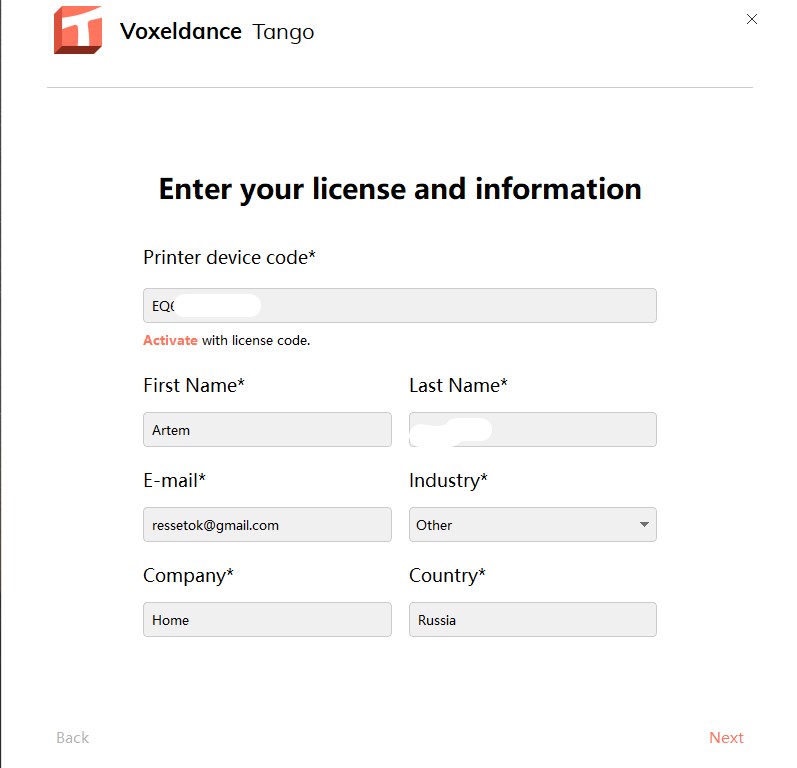

В мастере добавления устройств выбирается нужная модель, закидывается деталь и можно печатать. Так то софт неплохой, по возможностям напомнил мне оркаслайсер, даже имеется поддержка динамической скорости. Получилось добавить и марса, так что имея один ключ, можно загнать в список все свои принтеры от элего.


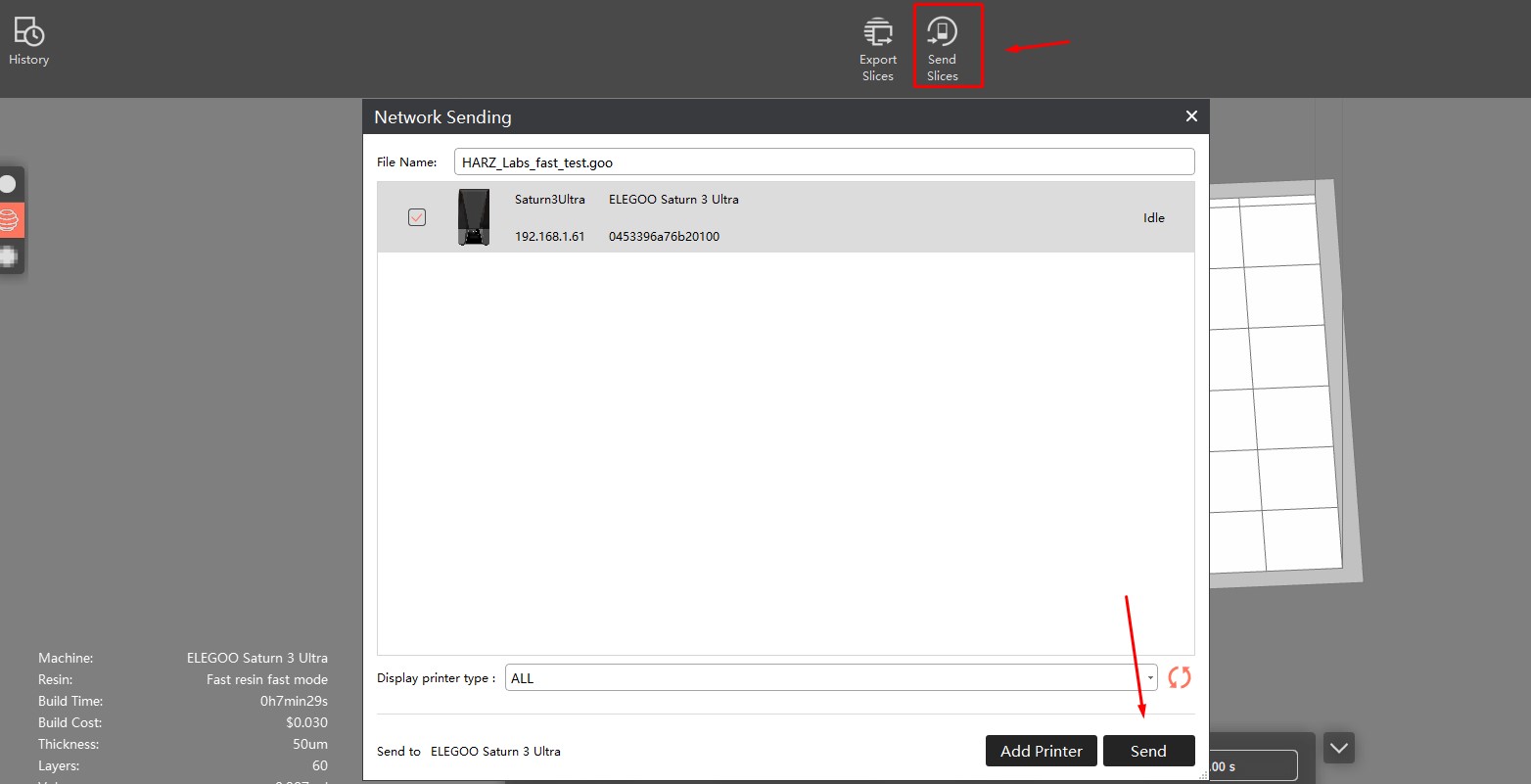
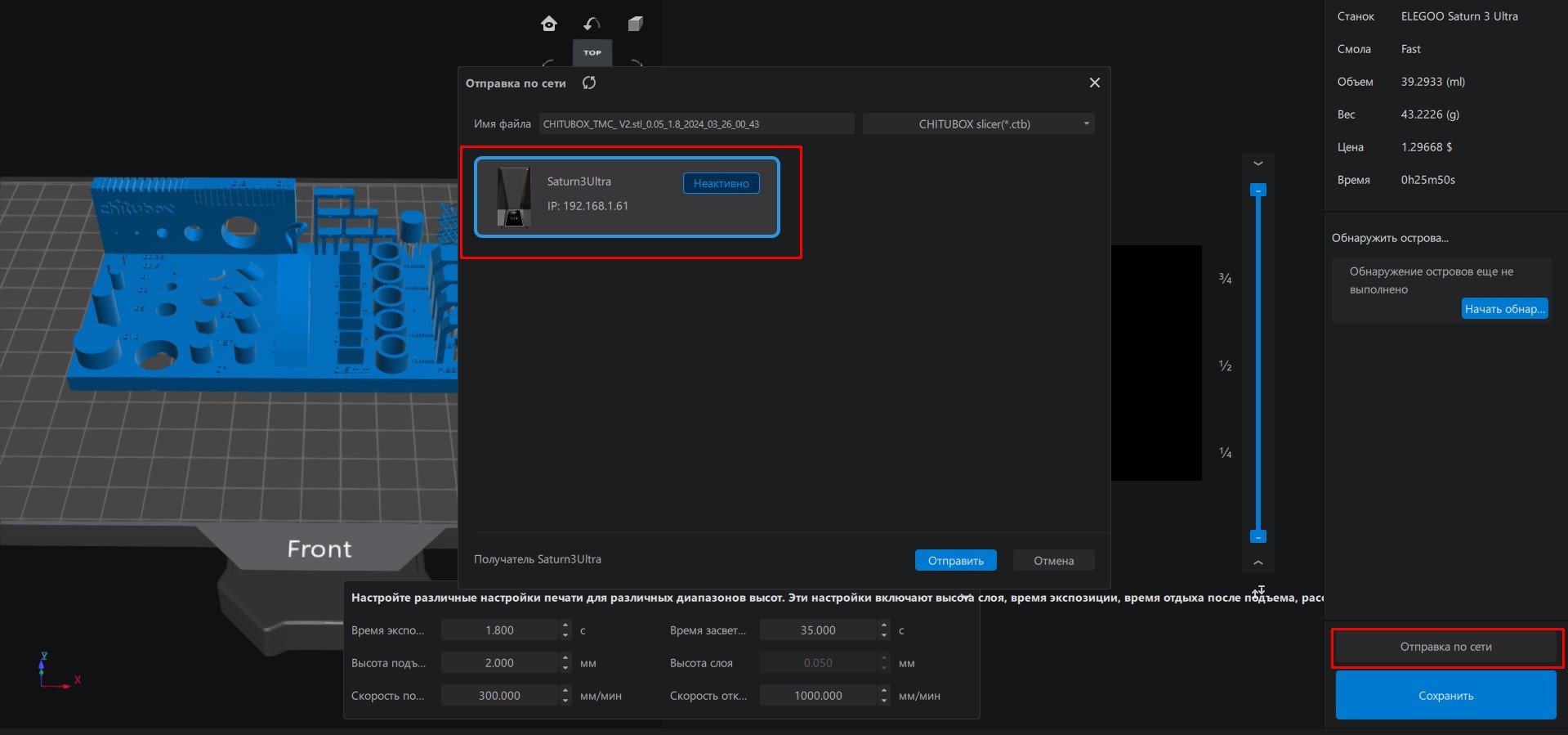
Беспроводная передача данных работает без нареканий, отсюда же можно и запустить печать.

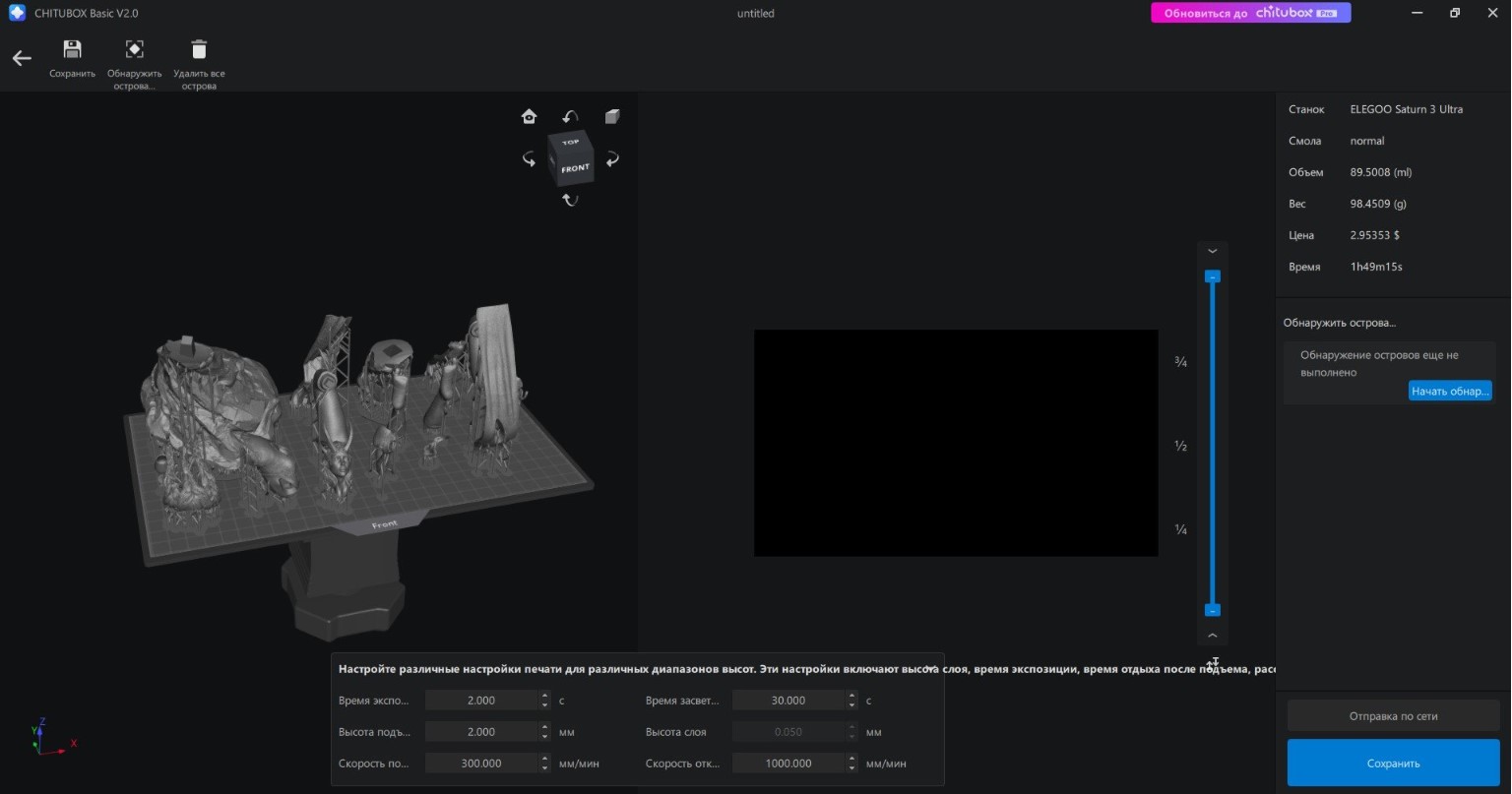
В читубокс версии 2.0 данная модель так же имеется, но интерфейс они конечно переработали лихо, мне кажется Voxeldance даже ближе будет к старому читу.


Печать
Принтер собран и откалиброван, а значит наконец можно приступить к печати.

Для получения результатов максимально близким к указанным в характеристиках я использовал смолу Elegoo Rapid. По консистенции она напоминает молоко и очень реактивная, так что лучше закрывать все окна когда снят купол.

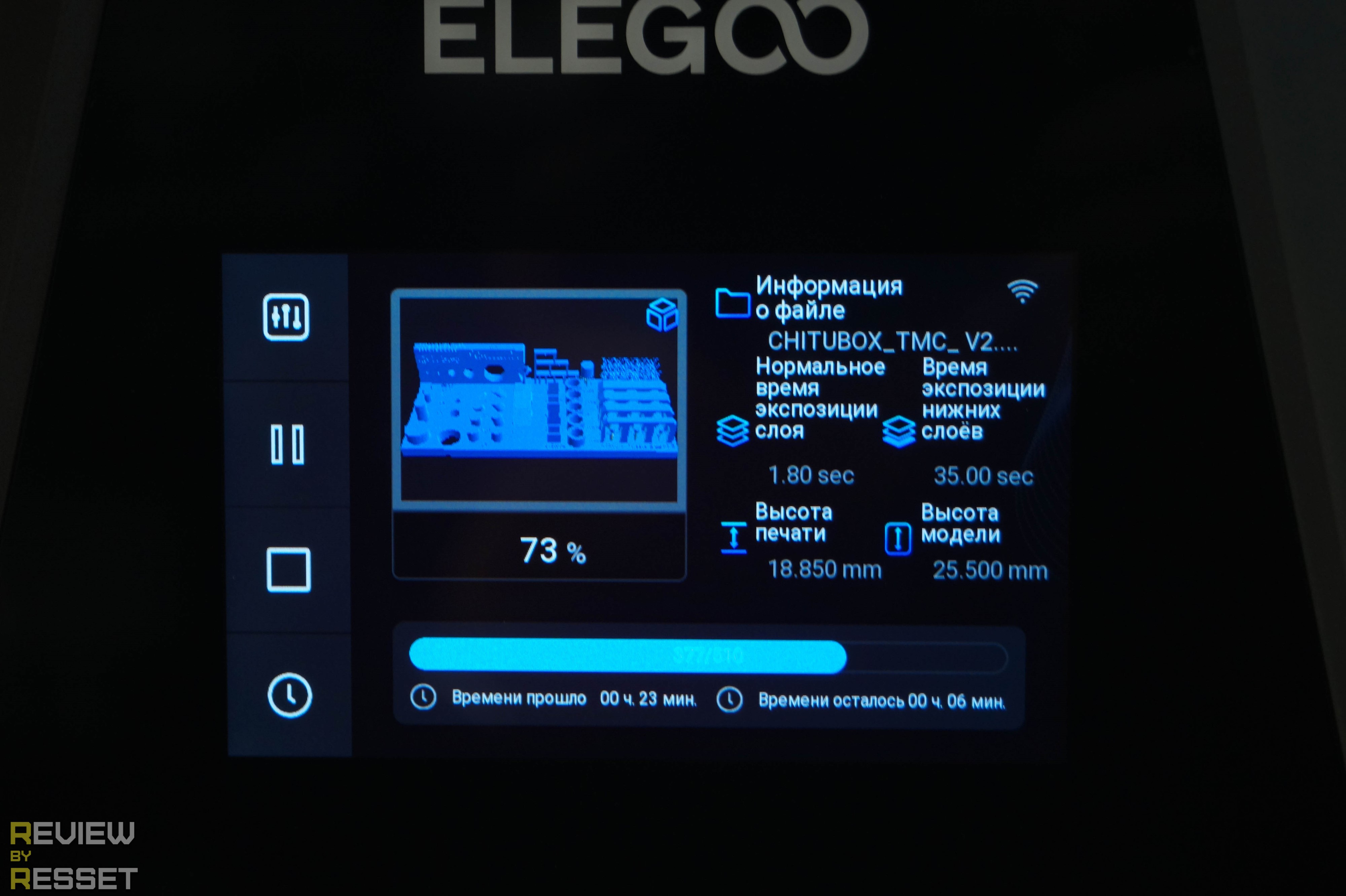
Пока плёнка свежая, закинул тестовый кубик с медленными настройками. Интерфейс печати информативный, если нажать на превью, модель будет отображаться послойно в режиме реального времени.

Спустя некоторое время, вид меняется на упрощенный с полосой прогресса и анимированной шкалой.
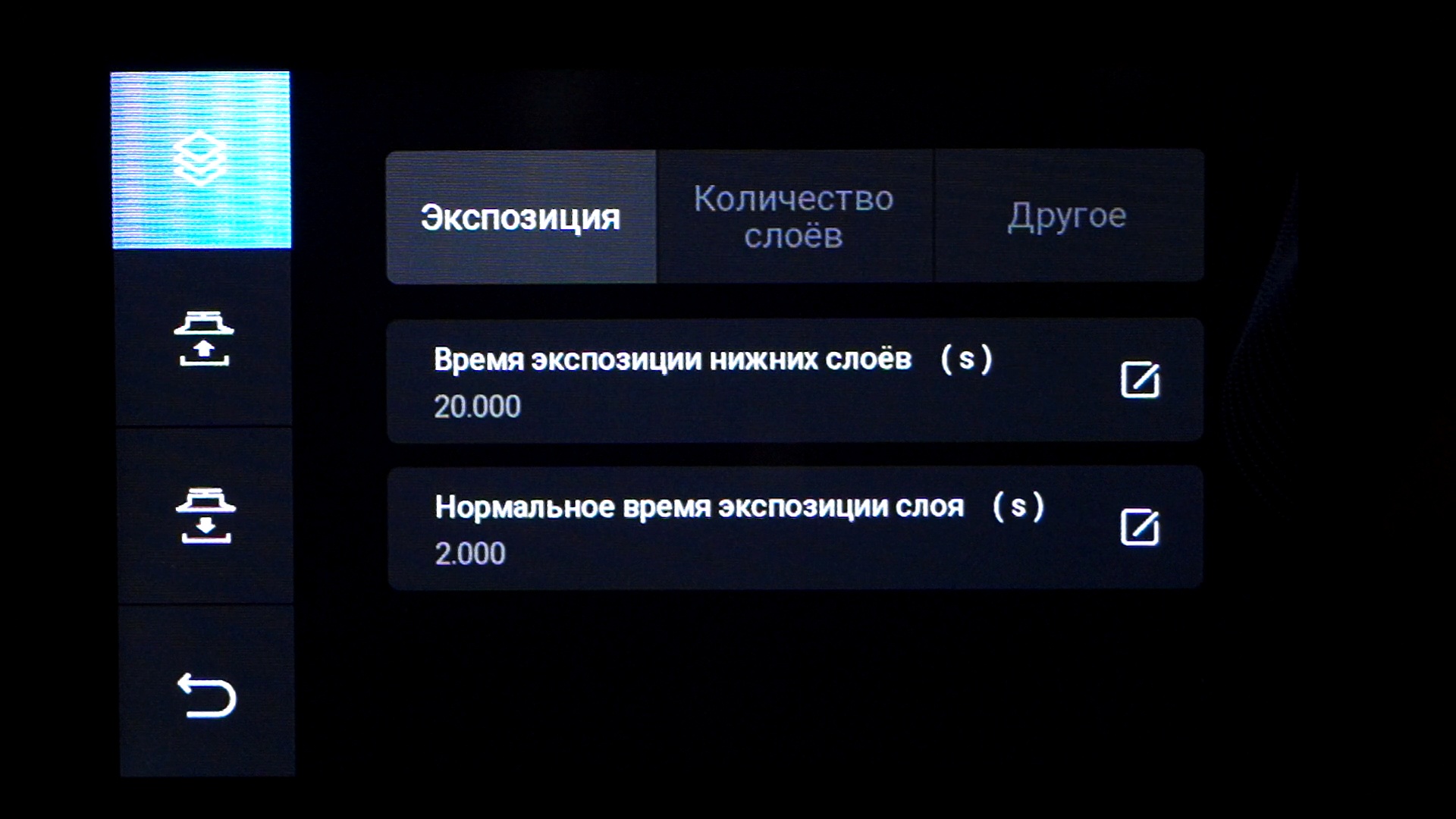
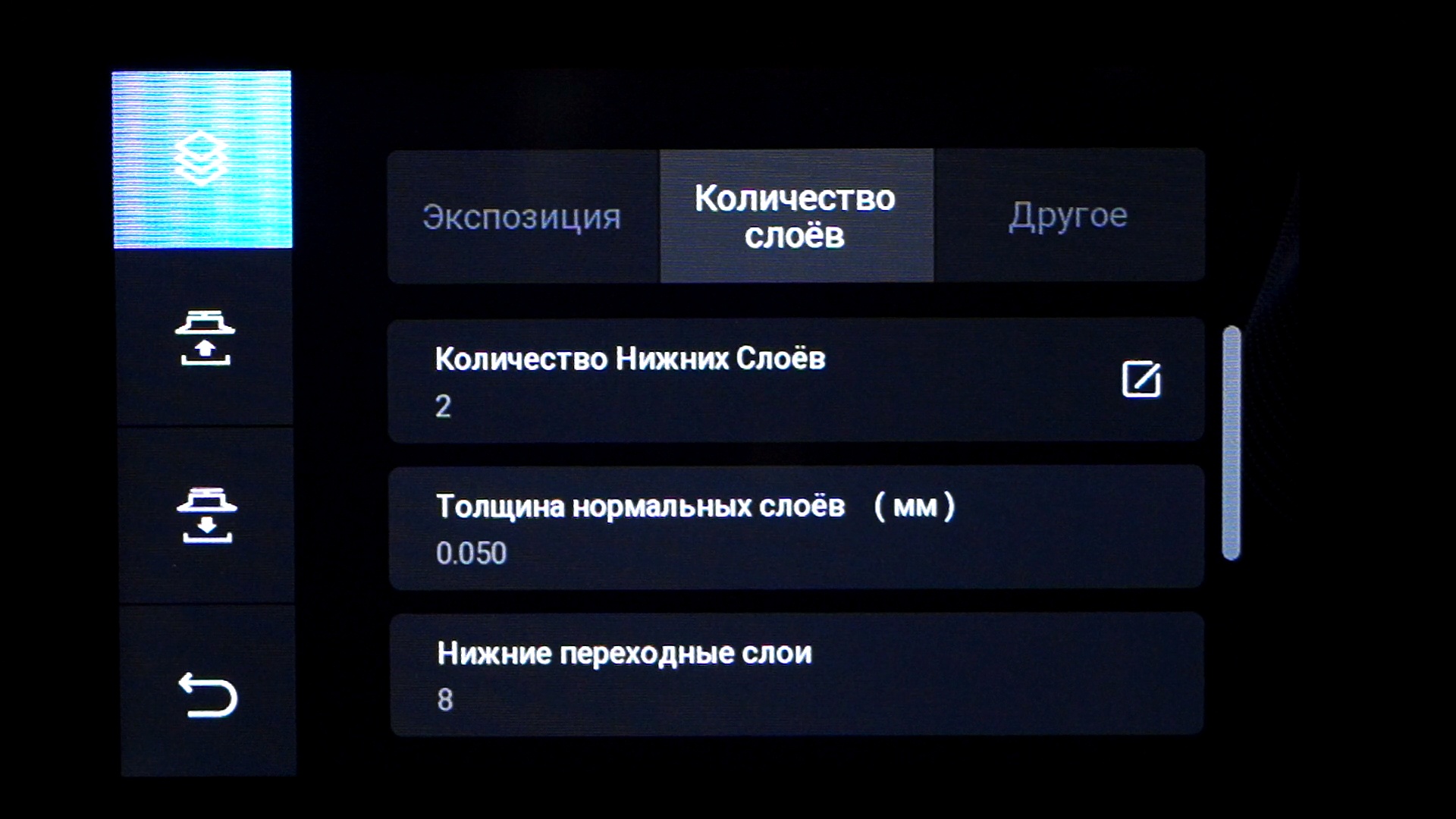
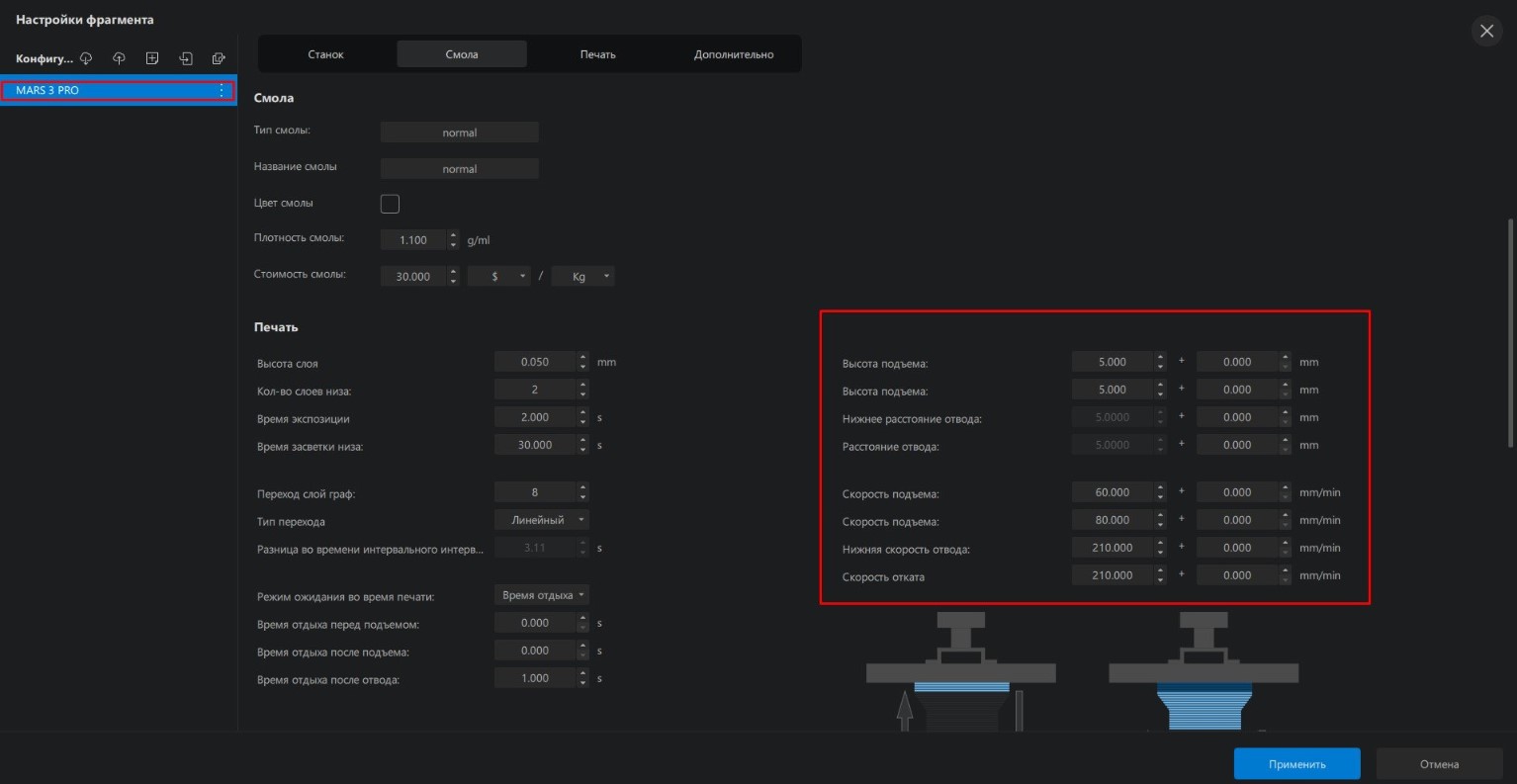
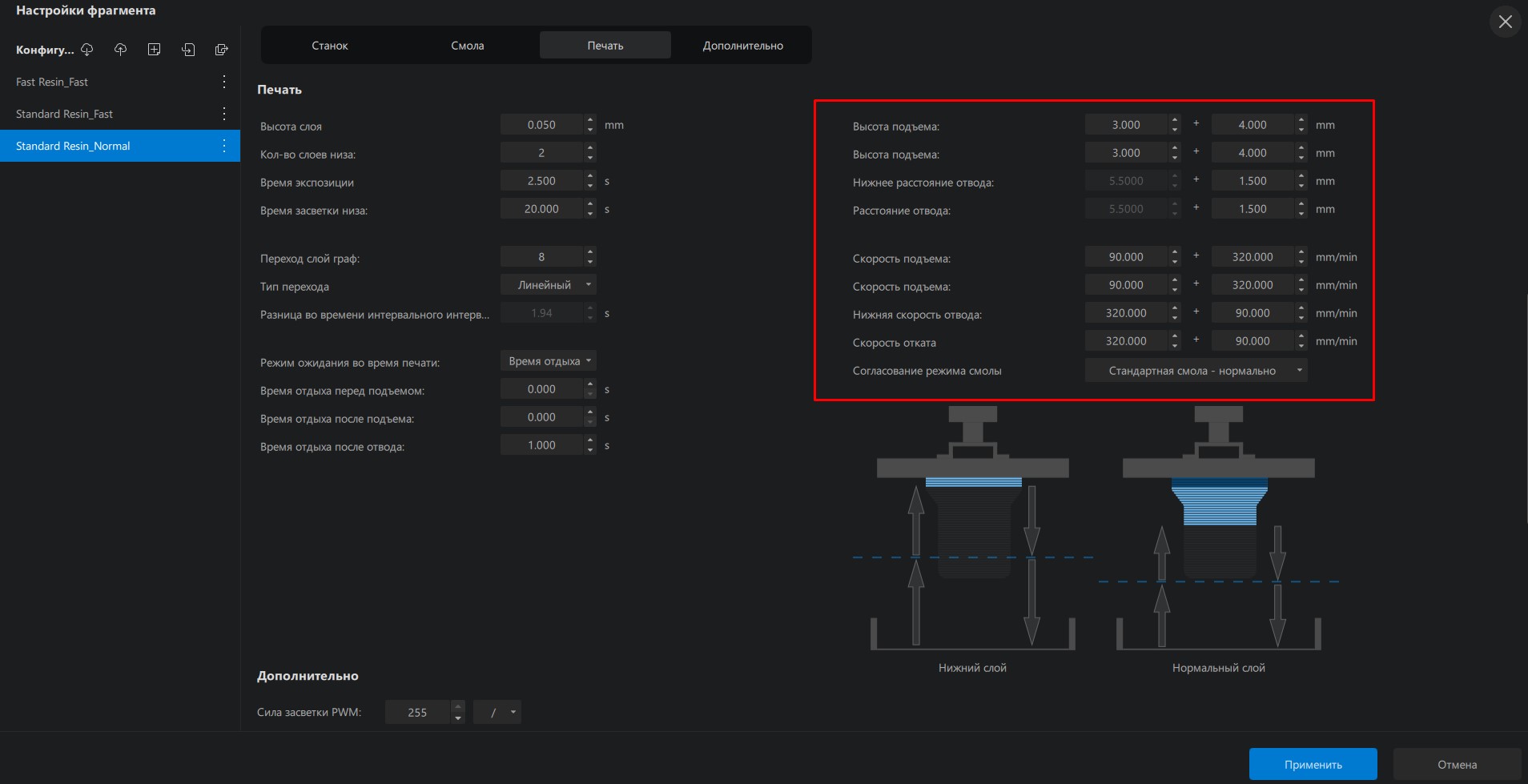
При нажатии на значок настроек, появляется обширное меню конфигурации текущего задания. Первыми открываются параметры слоёв с несколькими вкладками.
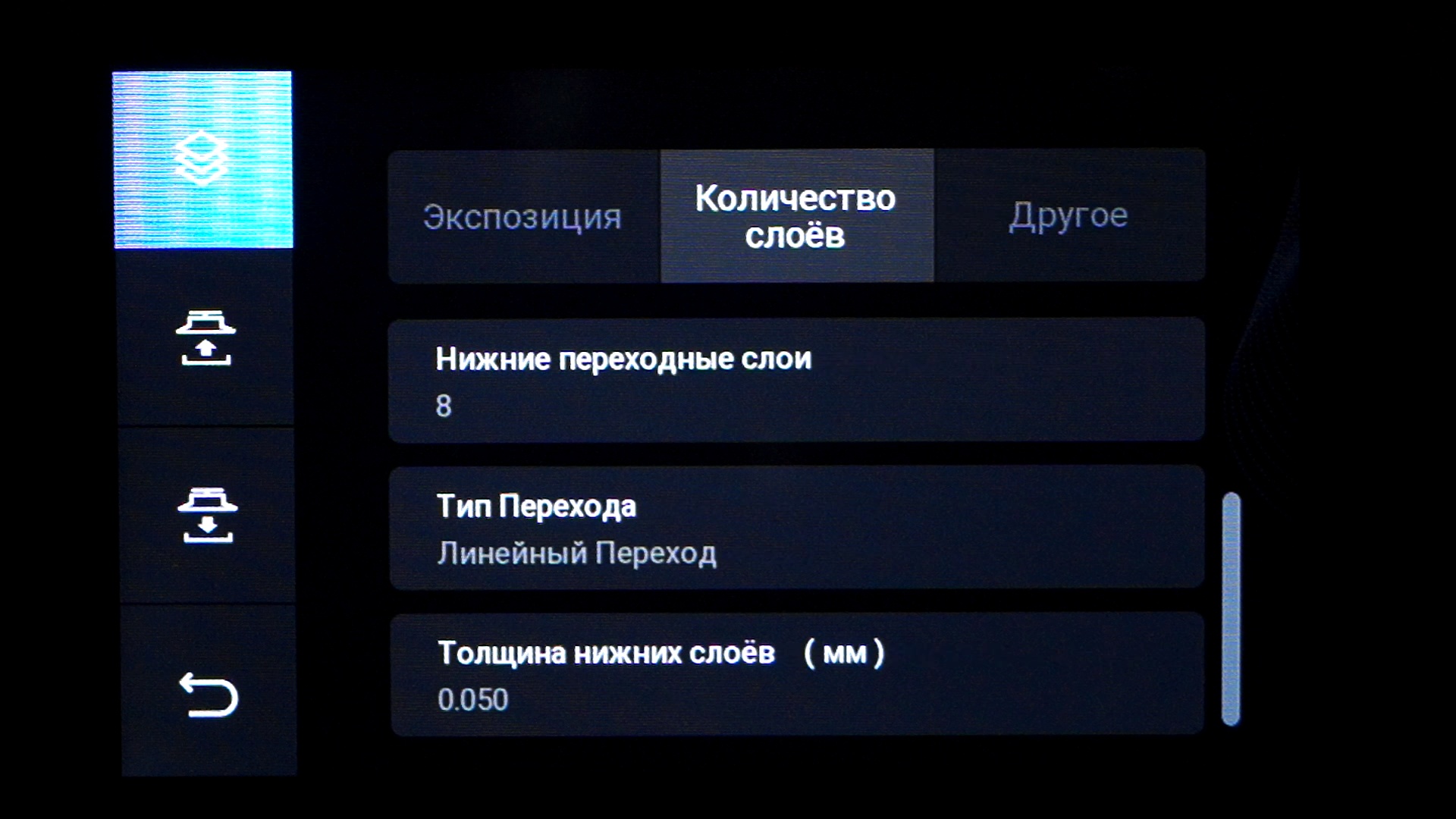
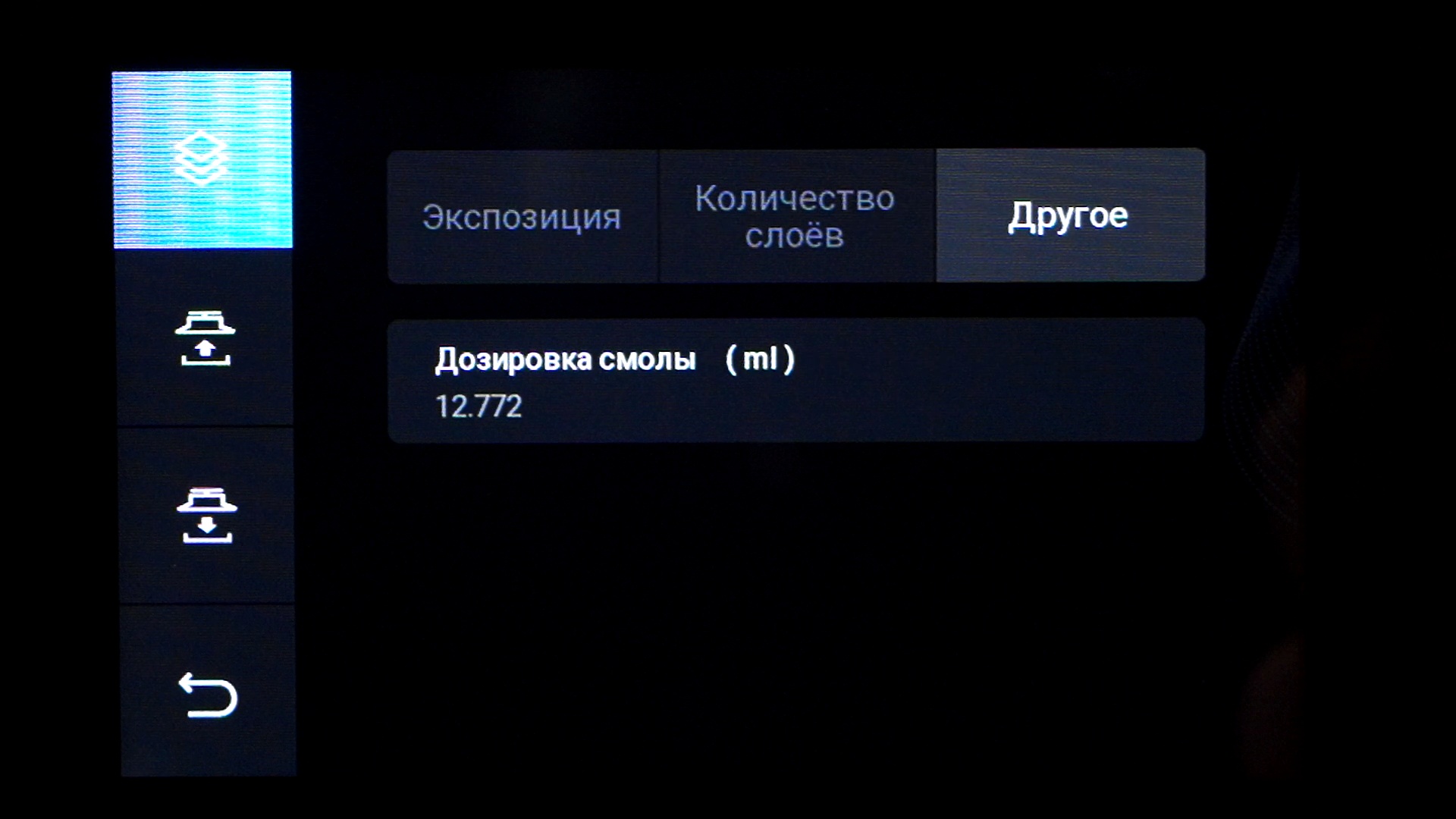
Далее настройки подъема платформы.

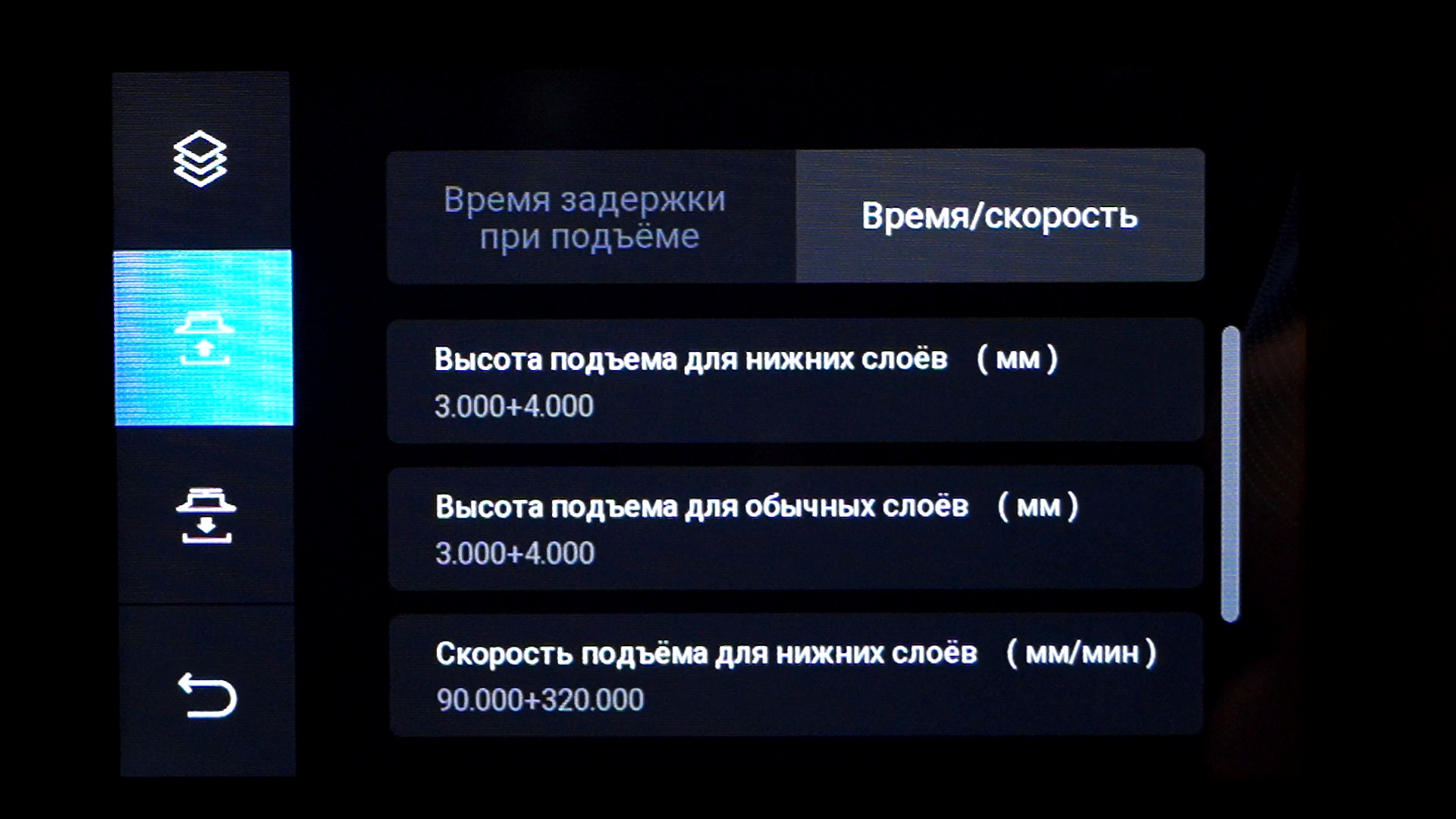
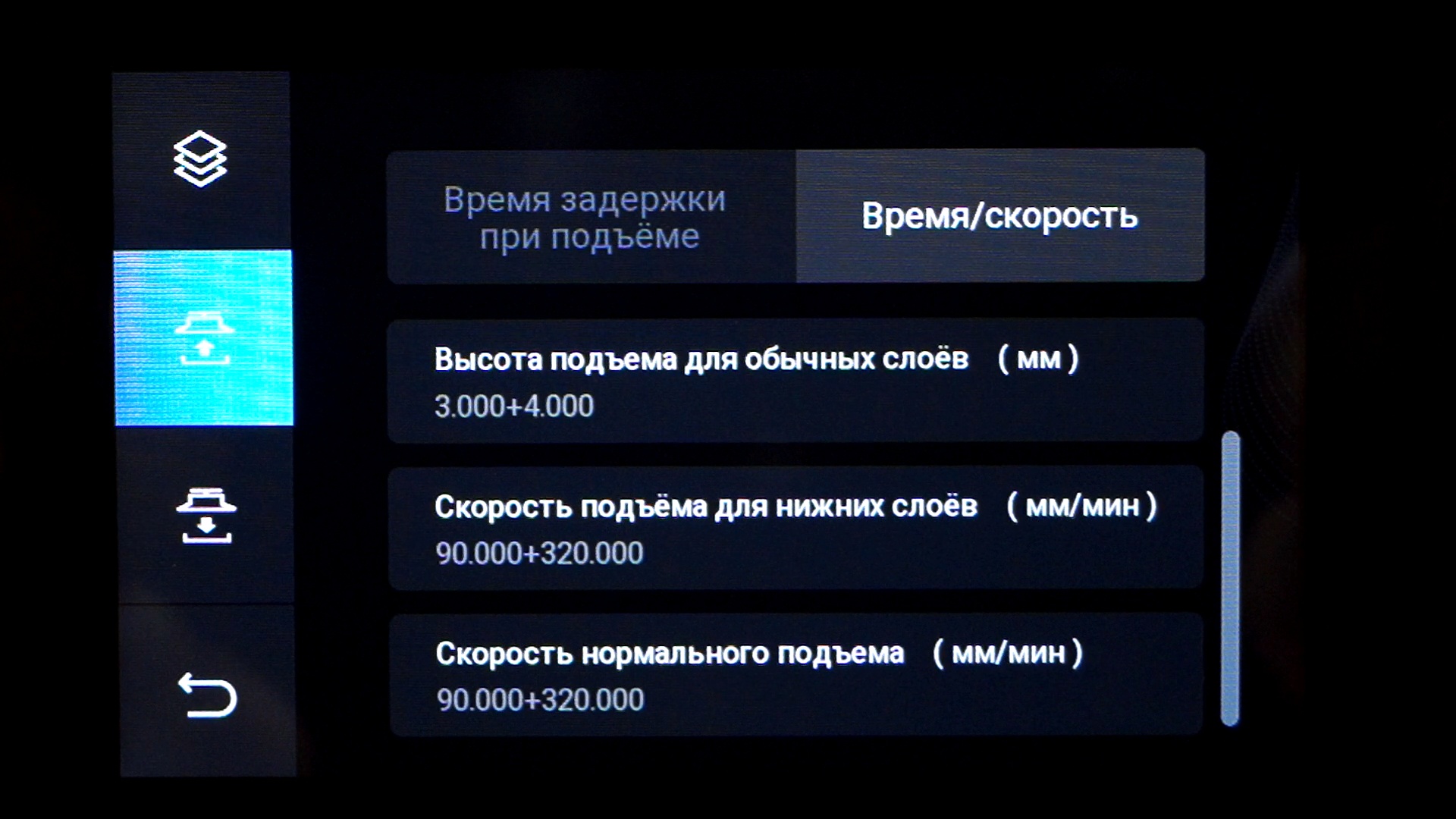
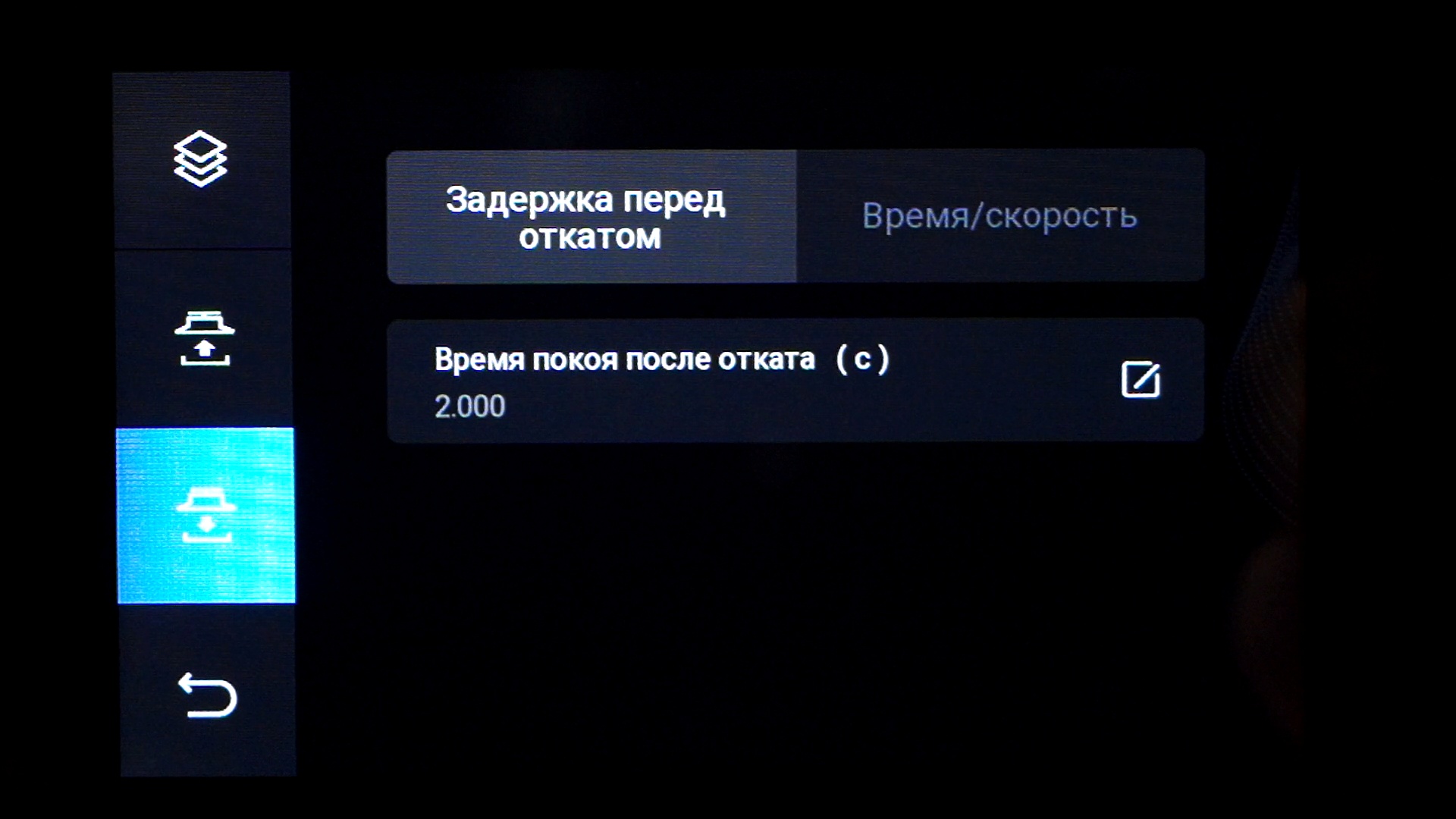
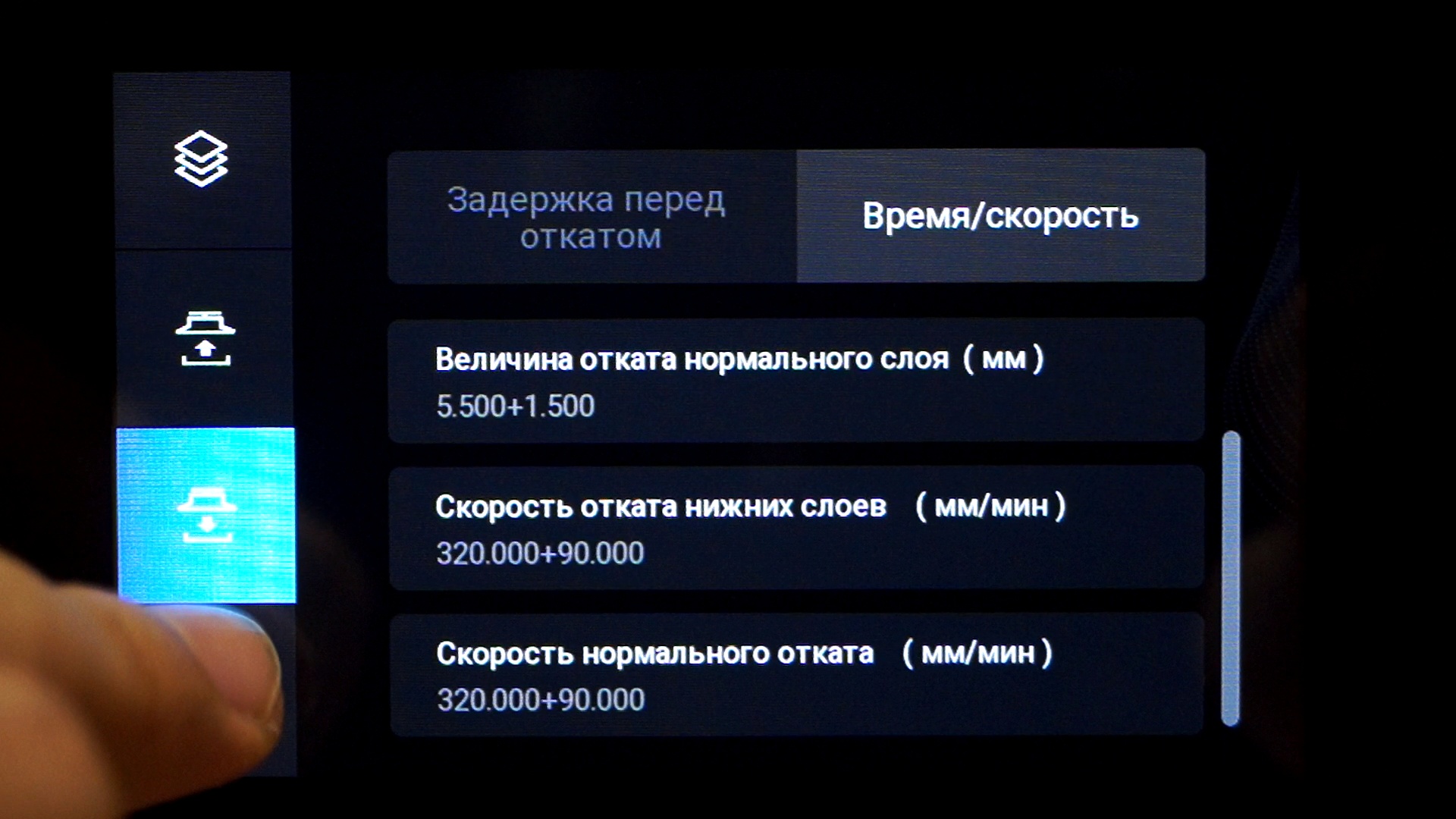
И отката. Так что в любой момент можно поправить параметр, в котором была допущена ошибка во время нарезки.

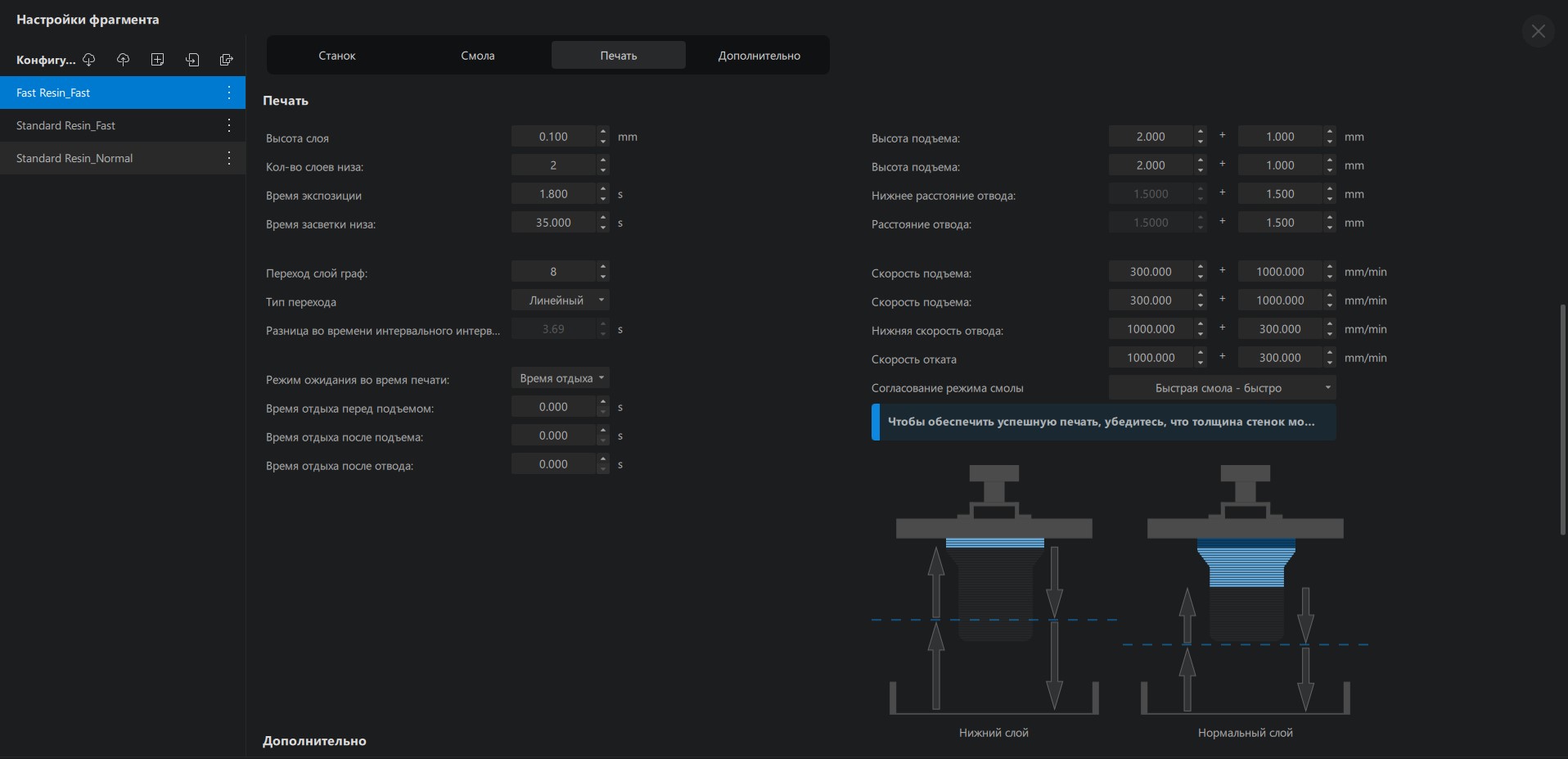
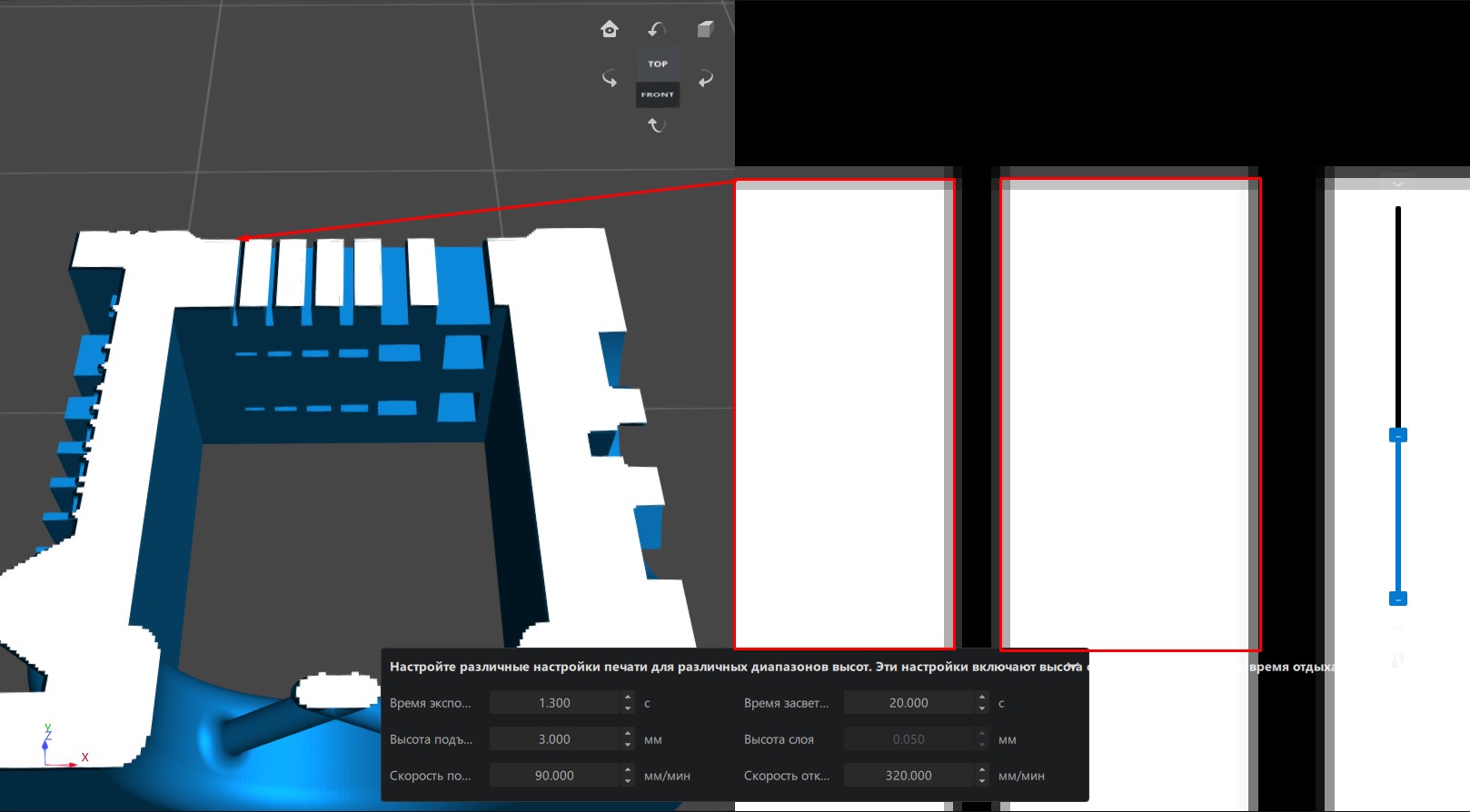
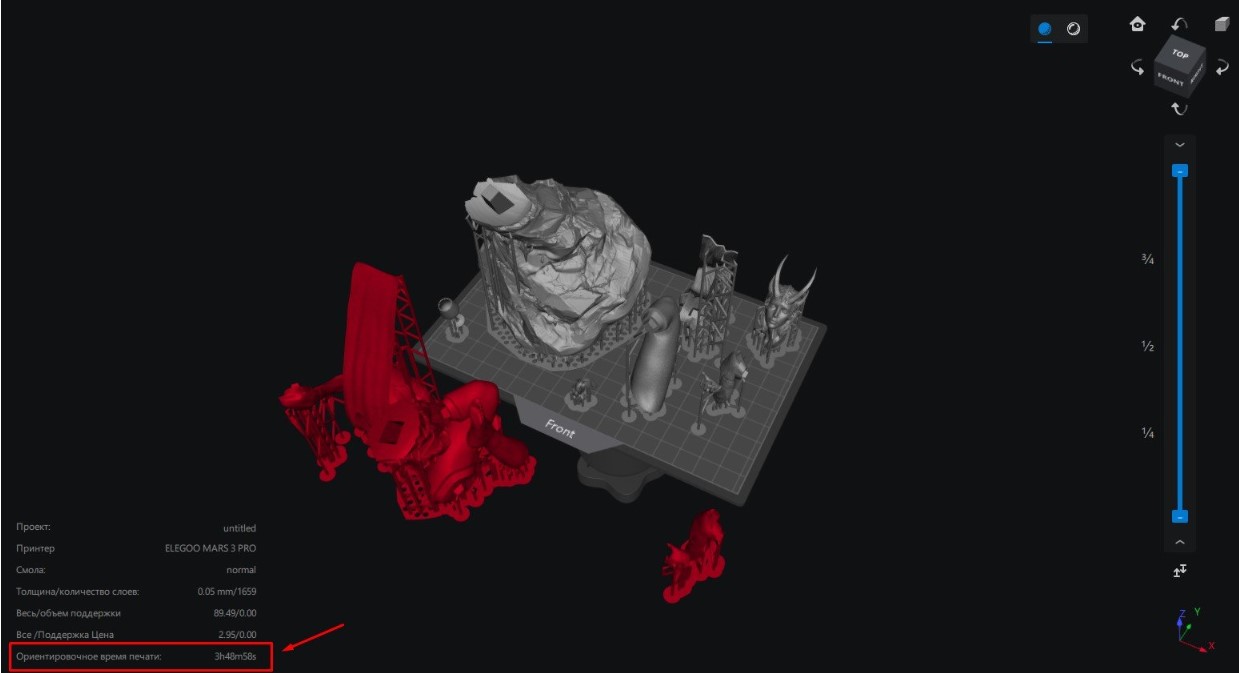
Для следующего теста я выбрал тестовую модель с кучей сложных участков. Если выбрать обычный профиль, печать займёт более часа. Если быстрый, всего 14 минут. Откуда такая большая разница?
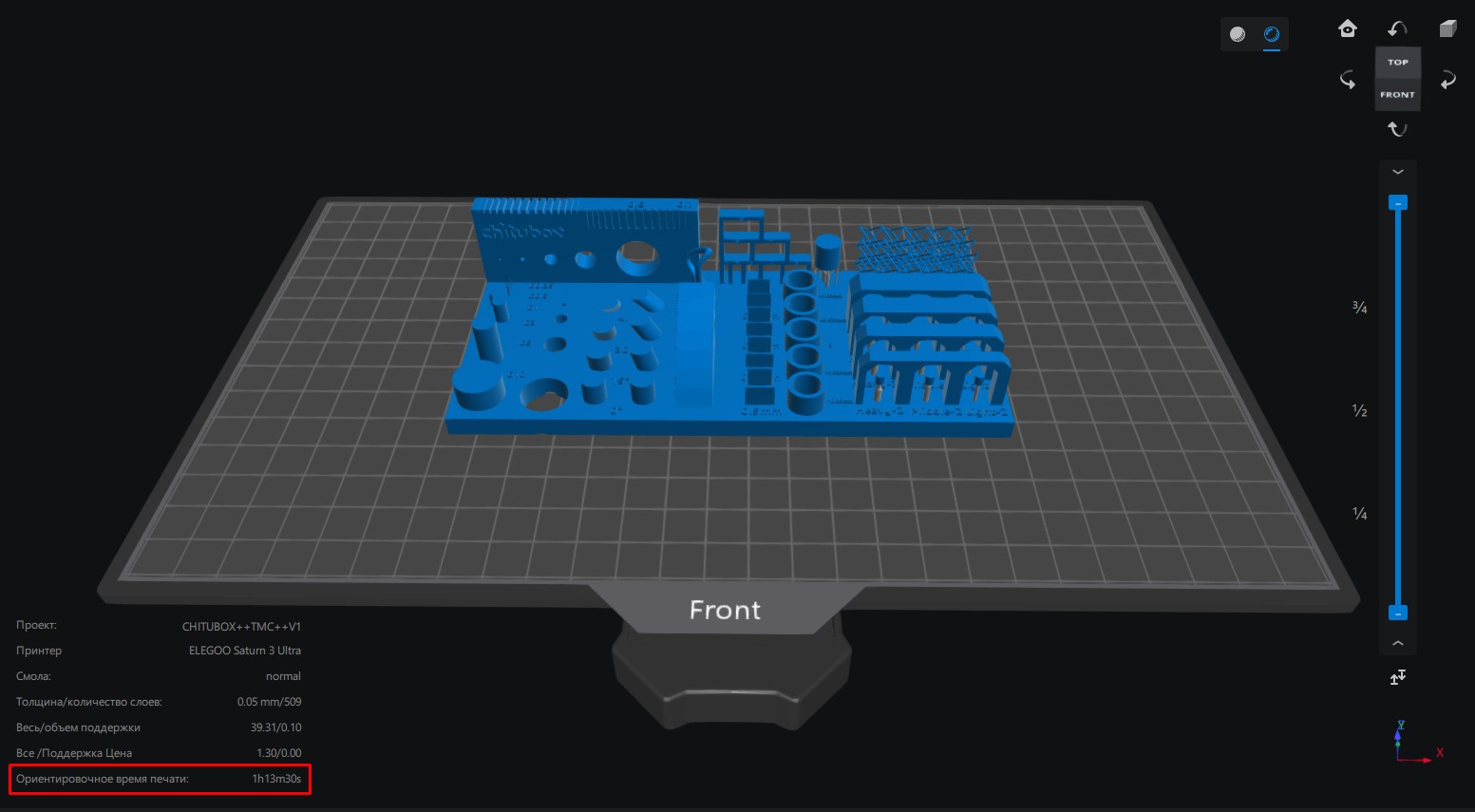
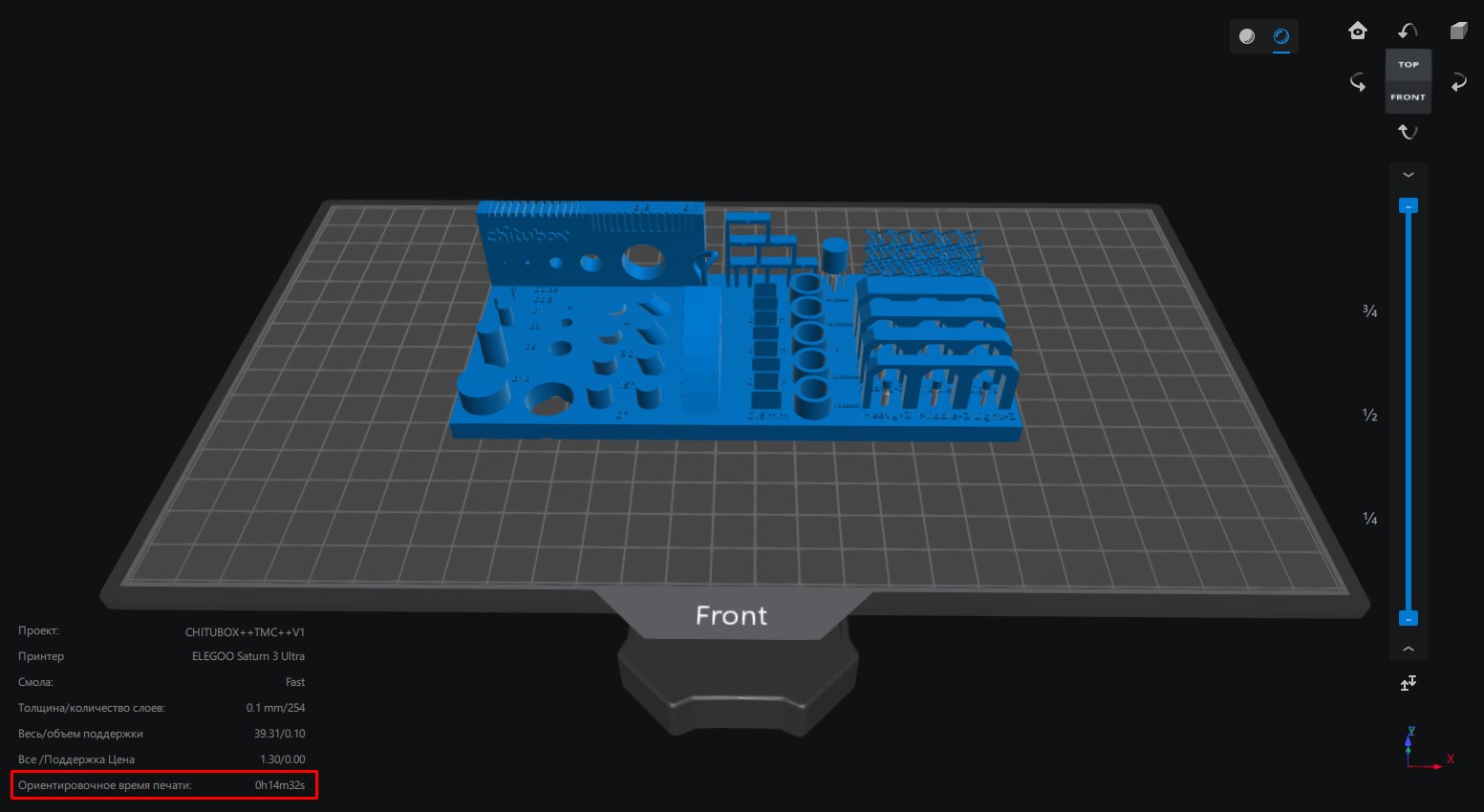
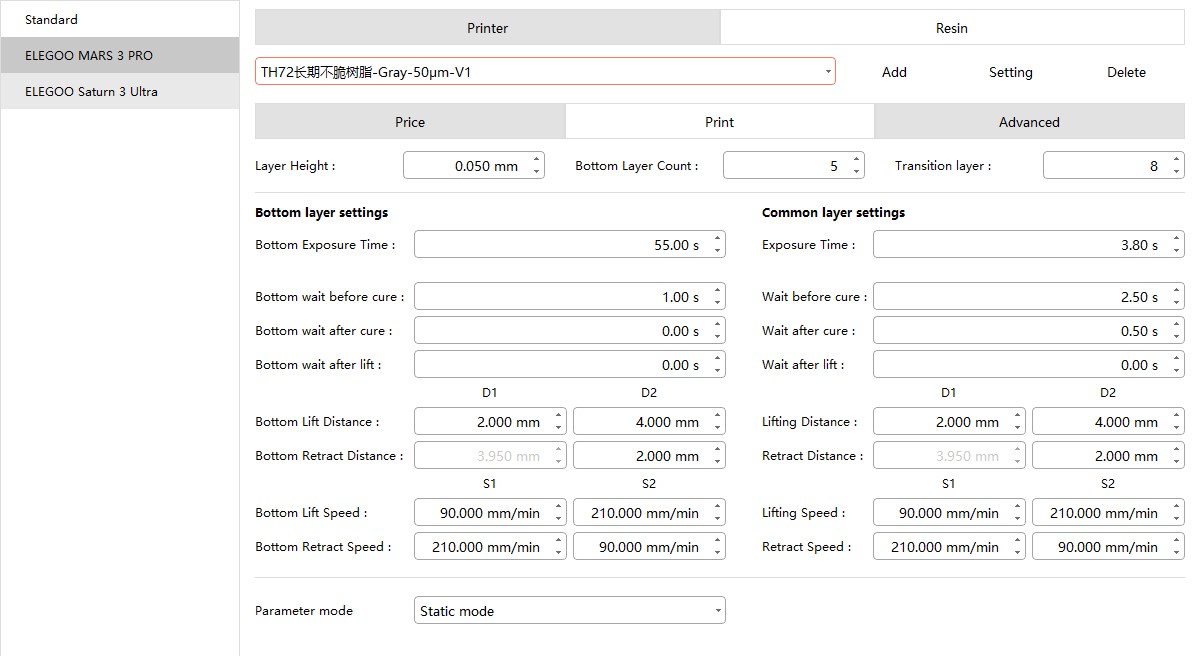
Если сопоставить настройки, мы увидим, что в быстром профиле высота слоя составляет 0.1мм, это уже сокращает время печати практически вдвое если смола будут достаточно реактивной, а у нас как раз такая. Благодаря ей же сокращается и время экспозиции обычных слоёв.
Так же заметно сокращается высота подъема платформы и её скорость. За это уже нужно сказать спасибо плёнке, т.к. при использовании обычной FEP, при таких параметрах модели гарантированно остались бы на ней.
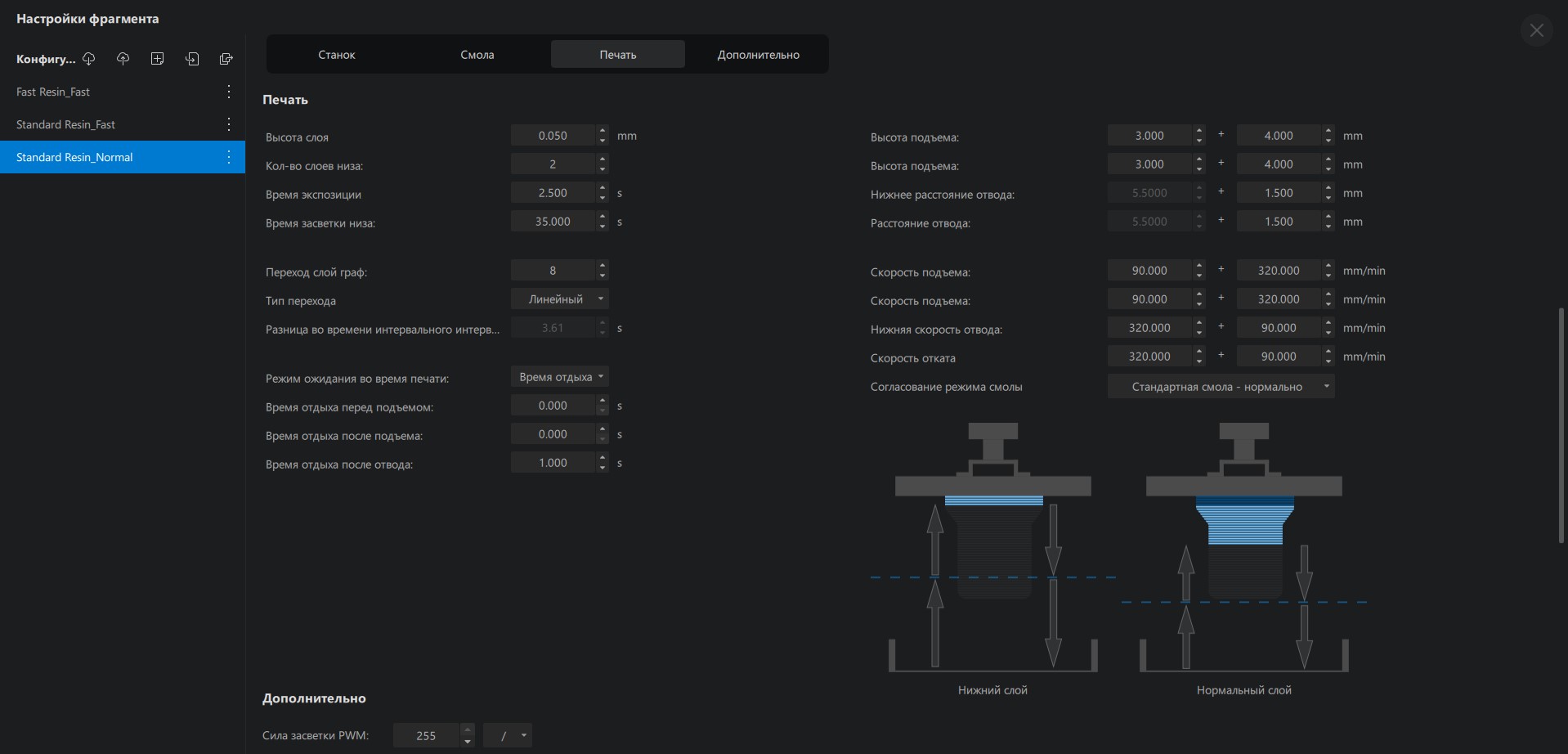
Но 0.1мм слой это не серьезно, у нас же детализированная фотополимерная печать, а не FDM. Так что оставил все параметры, но изменил высоту на привычные 0.05мм.

Время печати сразу же увеличилось вдвое с 14 до 25 минут, но всё равно для 25.5мм это очень быстро.
Процесс шел спокойно, никаких страшных звуков я не слышал. Кстати, я ни разу не слышал как щелкает данная плёнка при отлипании. Печать заняла на 5 минут больше, чем посчитал слайсер, это нормально, т. к .он не учитывает замедления перед сменой направления платформы.
Вроде всё на своих местах, сейчас отмоем и посмотрим ближе.
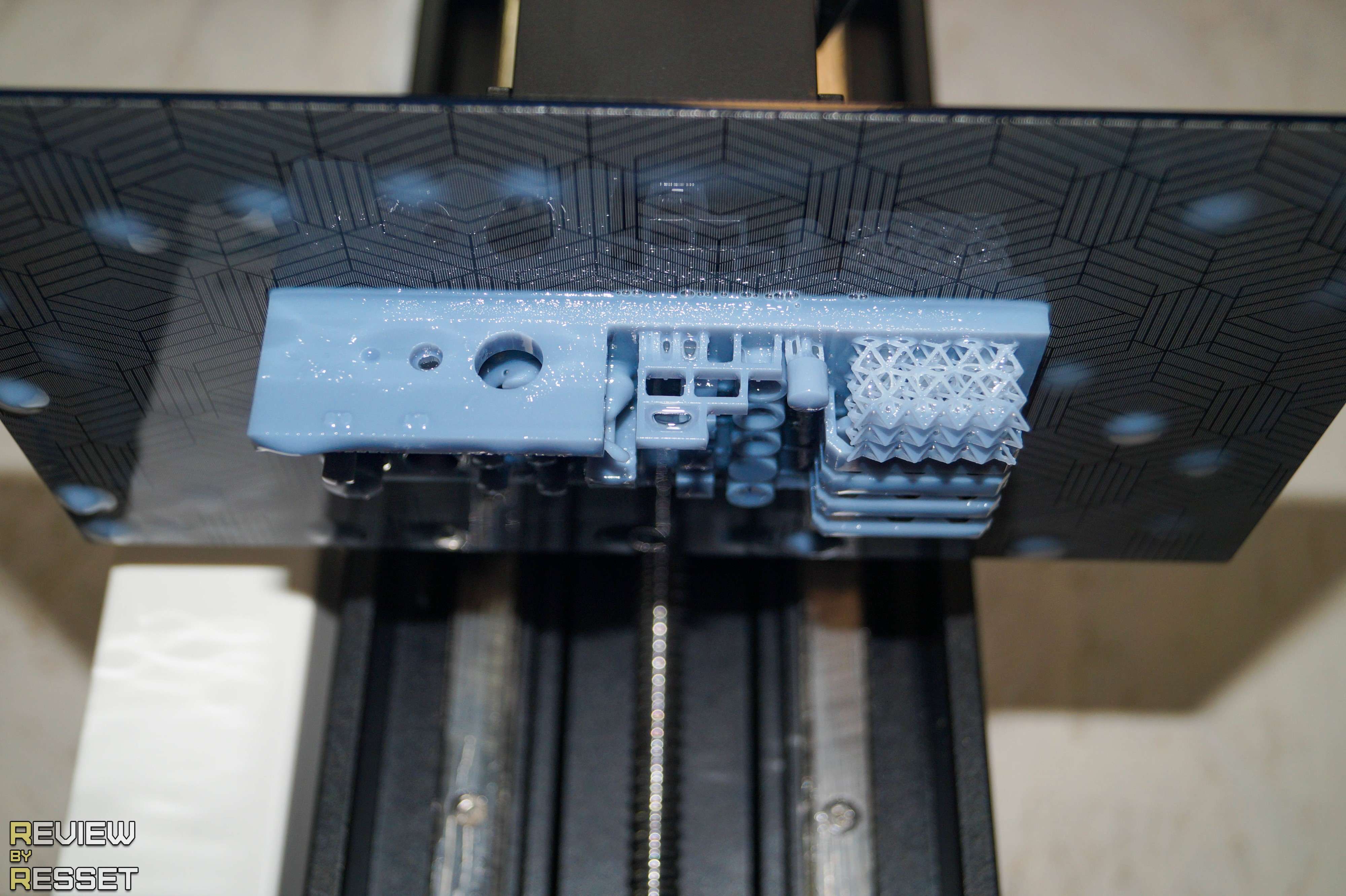
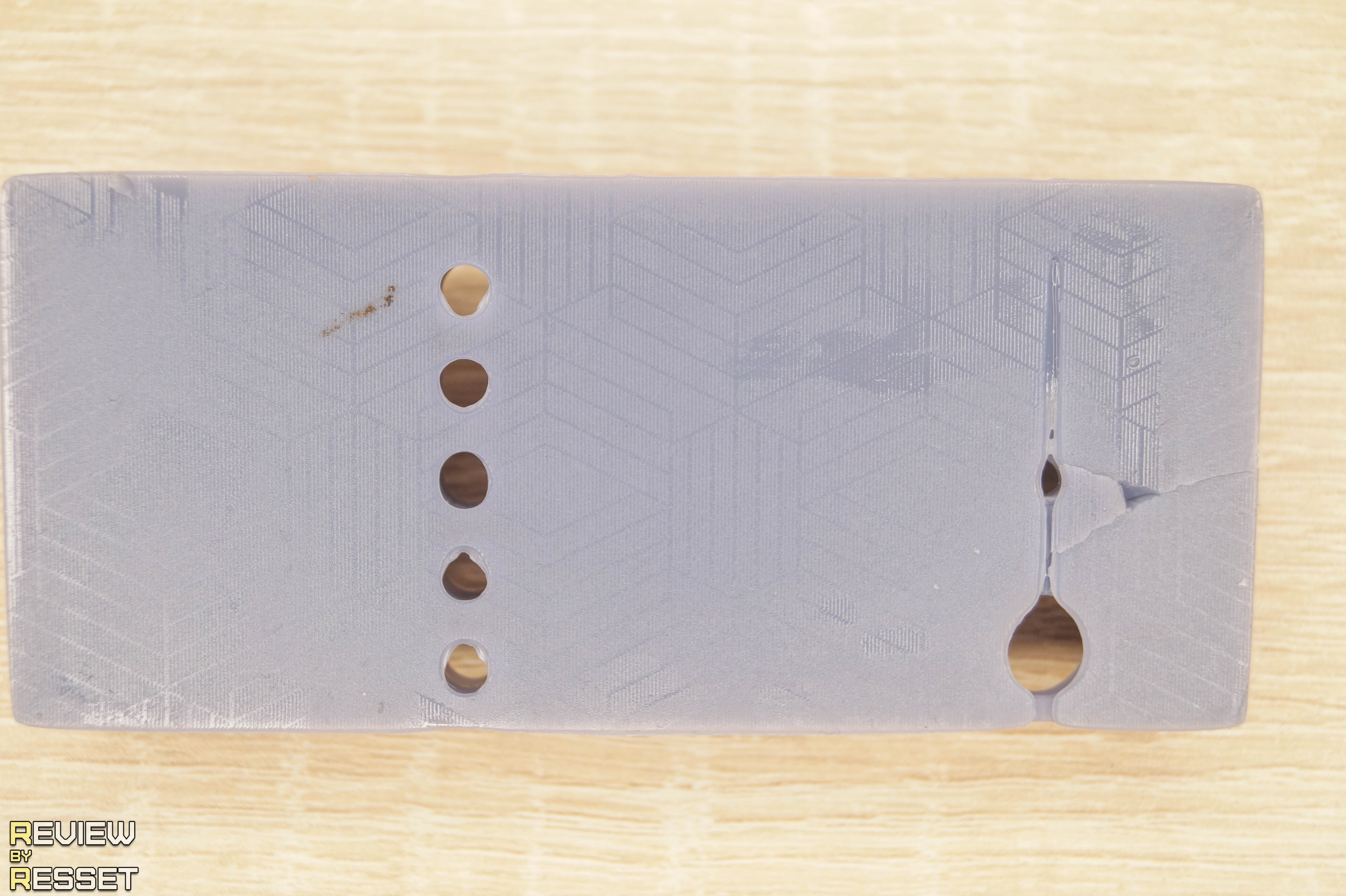
Модель очень сильно не хотела отделяться и в левом нижнем углу даже треснула. Пришлось мыть её с платформой и как следует прогревать феном, после чего поверхность стала более податливой. Сквозные отверстия во время построения превращаются в присоски и я думал, что на таких скоростях их полностью размоет, так что получилось даже относительно неплохо.

Мелкие детали отрисовались хорошо, нависания на месте.


Но особенно меня интересовали поддержки. В правой части есть область, где на трех типах поддержек формируются цилиндры разного размера, обычно в какой-то момент основание не выдерживает и он подхватывается аркой. Тут всё на местах, так что детали действительно очень плохо липнут к ACF плёнке, это факт.
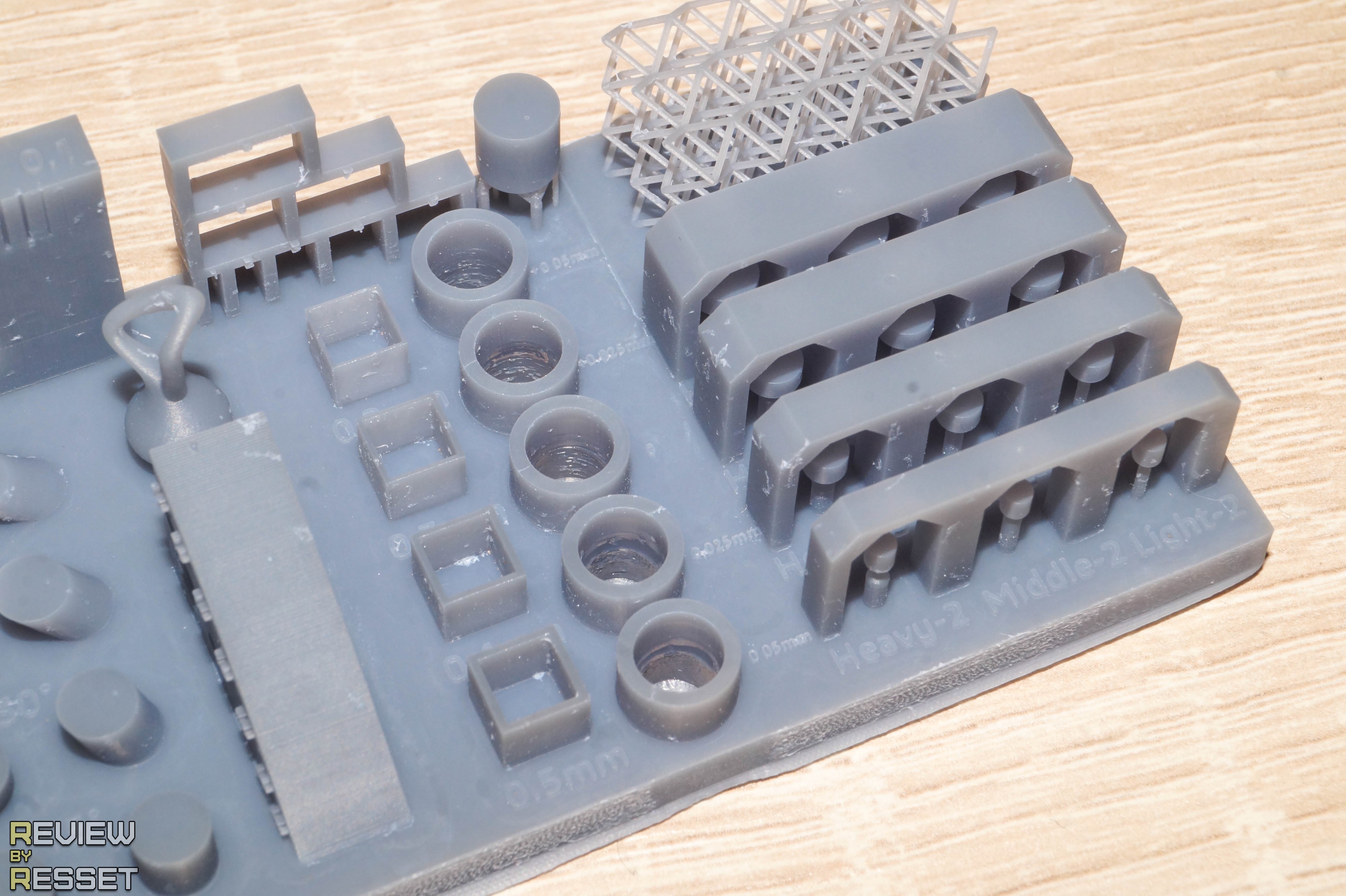
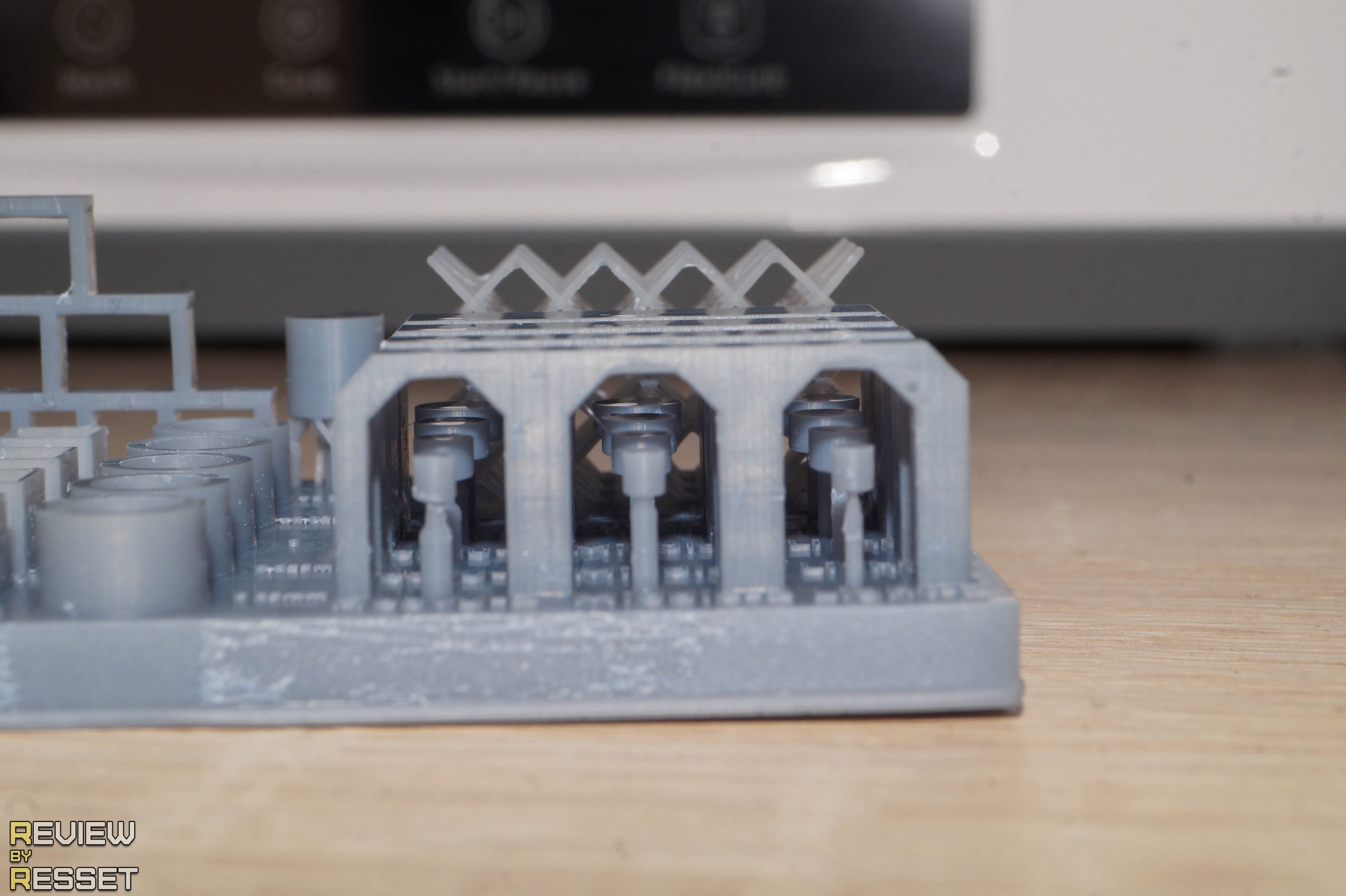
Вот эти обычно отрывает на скоростях под 100мм/с при использовании FEP.

Переходим к тесту детализации. Для начала сравним как будут формироваться столбики от 400 до 50мкм на матрице Saturn 3(19*24мкм) и Mars 3(35мкм).
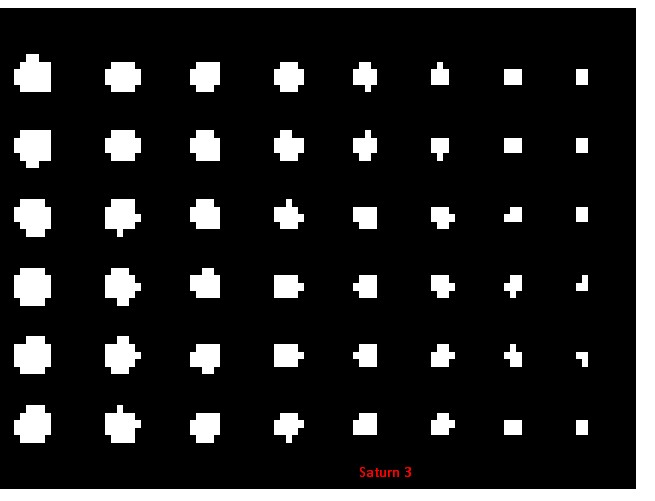
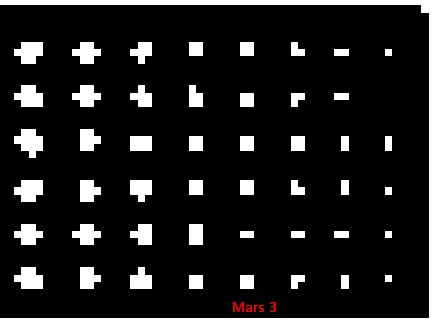
При сравнении двух отпечатанных кубиков видно, что верхняя гребёнка у сатурна построена практически до конца, а марс последние две не осилил. На практике при создании художественных и технических моделей разница будет не так велика, т.к. обычно настолько мелких выступов никто не делает.

Но я заметил одну проблемку. У кубика из сатурна спеклись стенки на боковой грани. Тут 2 варианта: либо у него ярче источник УФ излучения, либо у ACF пленки больше паразитная засветка(мутноватая же), ну или всё вместе.

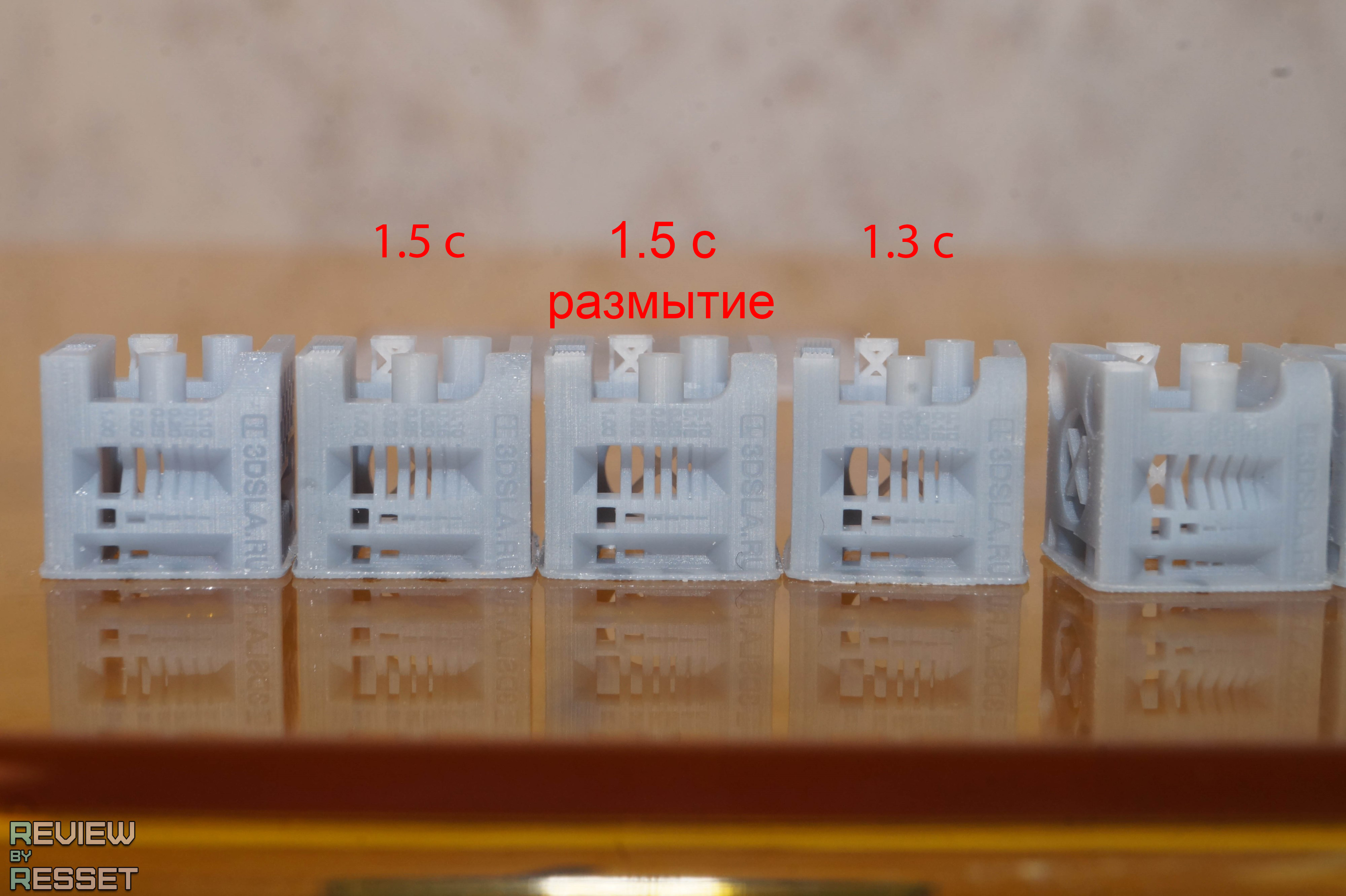
Первое что пришло в голову, это уменьшить время засветки основных слоёв. Его удалось опустить до 0.8 секунд и это не предел, т.к. никаких искажений геометрии не появилось, результат можете оценить сами. Правда половину верхней гребенки растеряло на 0.8 секундах.


Так же попробовал остановиться на 1.5 секундах и компенсировать засветку небольшим размытием которое накладывает градиент на края детали, а значит зазор должен увеличиться.

И это помогло, результат с размытием приблизился к тестовому кубику с засветкой 1.3 секунды, так что при желании можно поиграться с настройками для получения оптимального результата.
Ну, а далее просто печатал всё подряд. Для проверки максимальной скорости нашел модель Эйфелевой башни высотой 121мм. На быстром профиле при слое 50 микрон слайсер насчитал около 2 часов.

Запускаем и смотрим.

Итого 2 с лишним часа, что довольно таки неплохо.
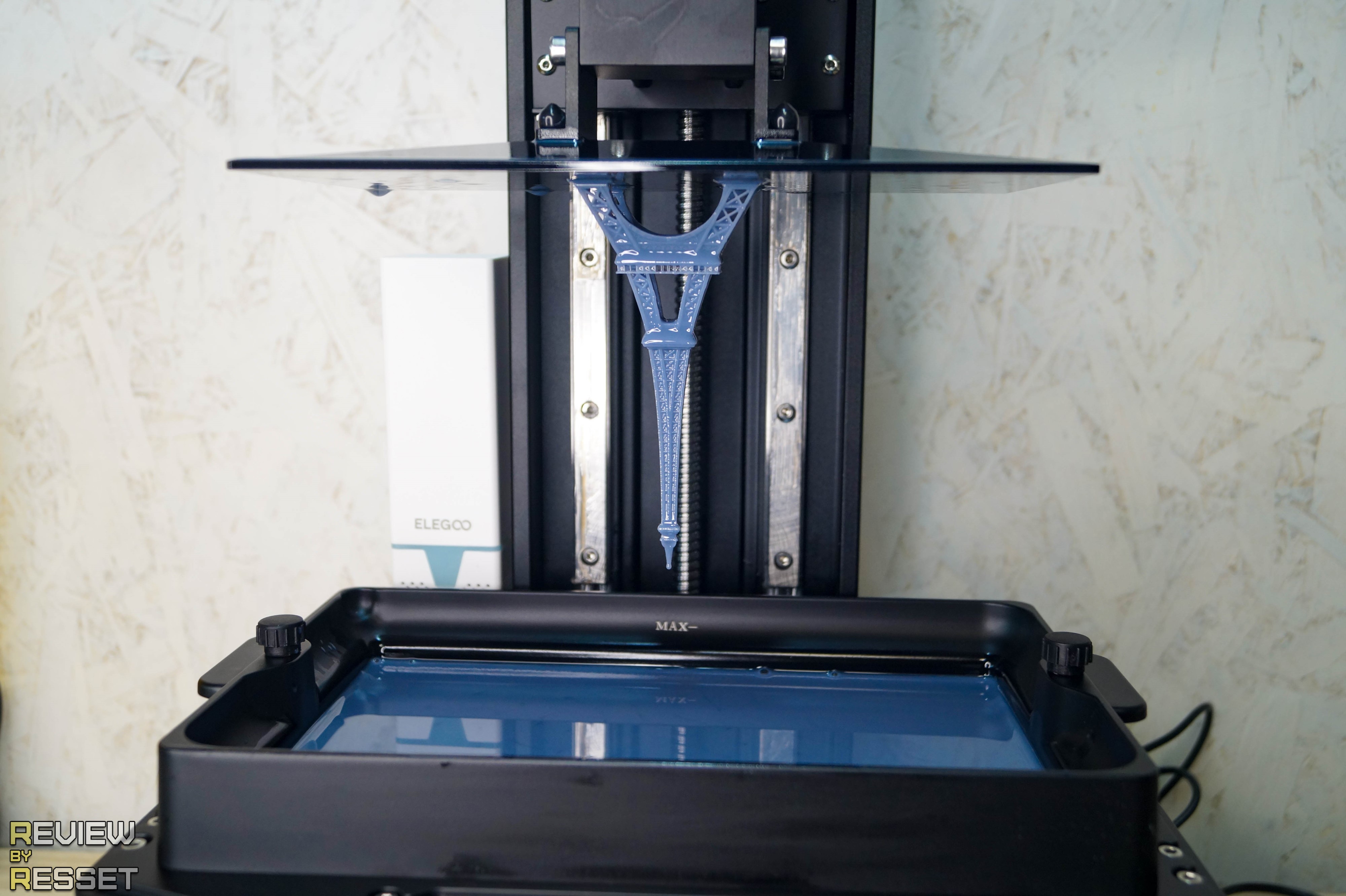
Все детали на месте, посмотрите на стойки ограды в центре, это же просто волоски. Башенка просвечивает.



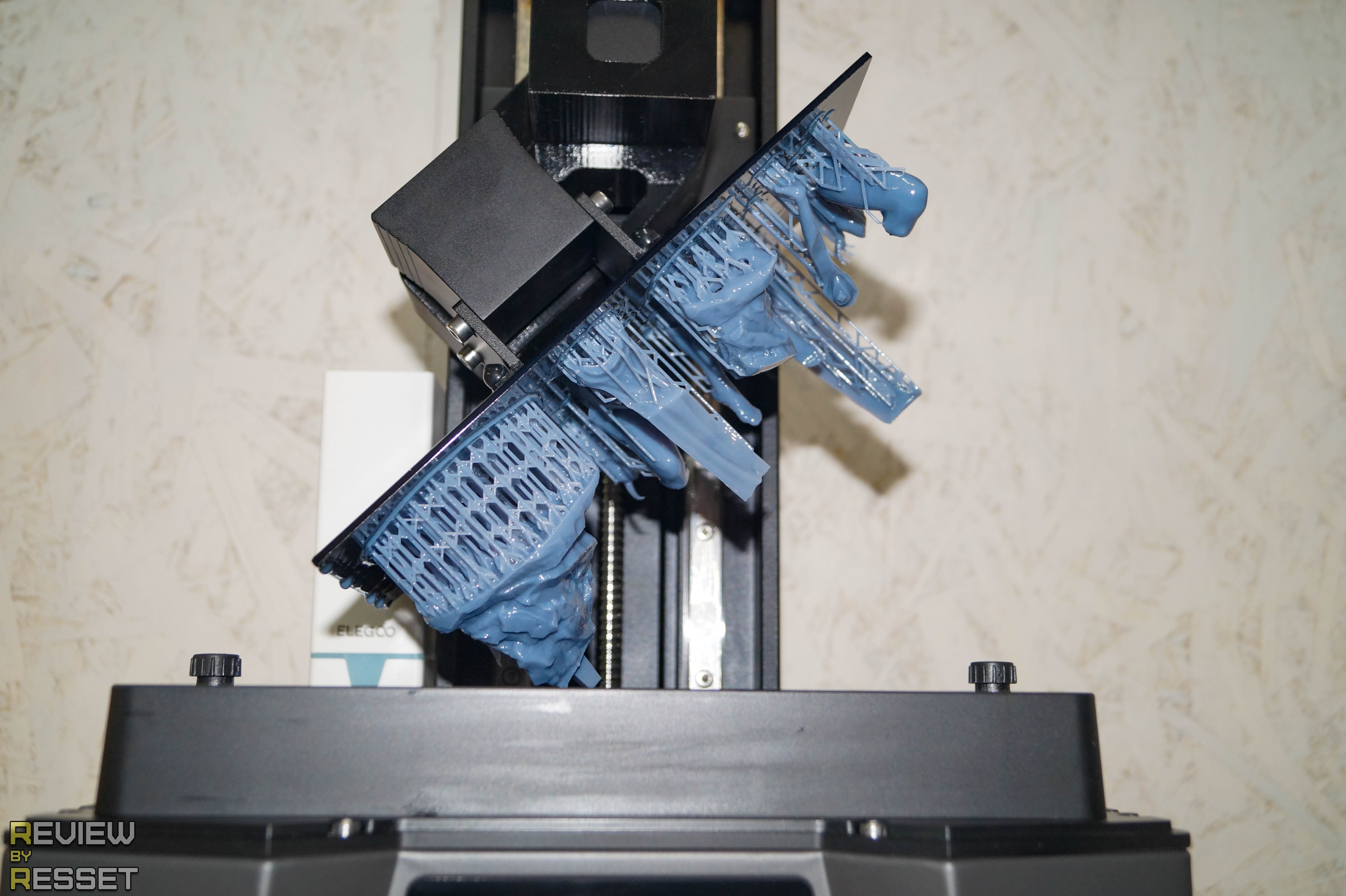
Следующая модель уже сложнее, некоторые тонкие детали печатаются под углом, а значит нужно добавить задержку засветки после опускания платформы, чтобы они успели вернуться на свои места после опускания в смолу. Так же поднял до 2 секунд время экспозиции основных слоев. Мелких зазоров нет, а прочность не помешает. Итого печать должна занять около 2 часов с учетом погрешности слайсера.

Где-то так и уложился, всё на месте, стекает лишняя смола.
Если закинуть эти же модели в марса с аналогичными настройками засветки, но меньшими скоростями, присущими обычной пленке, время увеличивается до 4 часов и при этом часть деталей не помещается.
Но вернёмся к сатурну. Помните, я писал, что сложно было отдирать тестовую пластину от стола? С островками поддержек было еще сложнее. Основания срезало, а снять пластом тонкий плот было просто нереально, они откалывались буквально по миллиметру, нагрев не помогал. Так что пришлось работать шпателем как долотом, отбивая куски вскользь с размаха. Думал сдеру всю гравировку или как минимум исцарапаю, но поверхность оказалась на удивление твердой и только в паре мест появились блестящие точки. С моделями всё в порядке.

После промывки и просушки смотрятся отлично, местами налипли какие-то мелкие хлопья, думаю это смола прореагировала с другими составами, которые ранее отмывались в спирте. Благо убираются легко.


Когда печатал оставшиеся детали, уменьшил время засветки начальных слоёв до 20 секунд и плоты без каких-либо усилий отделились пластиковым шпателем, что прекрасно видно по моделям в сушилке.

Детализация крыльев отличная, кто-то заморочился. Для склейки и покраски у меня руки не из того места растут, так что собрал несколько деталей воедино на коленке, вроде неплохо смотрится.


В идеале должно получиться как-то так.

Наткнулся на миниатюру из седьмой финалки, модель не особо детализированная, так что большой её нет смысла печатать.


Вот такая малявка, но смотрится неплохо, в киндер-сюрпризе от такой фигурки я бы не отказался. Даже пальцы выделяются на руках, на втором фото хорошо видно.


А что будет если сделать её совсем маленькой? Ну как-то так смотрится модель с ноготь. Ножку стула откусил случайно, думал это поддержка. Постарался подобрать те же ракурсы для сравнения.


Потом увидел колечко с драконом, красивое, много всяких мелких деталей.


И осьминожку неподалеку. Забавная концепция, да и текстура нормальная.


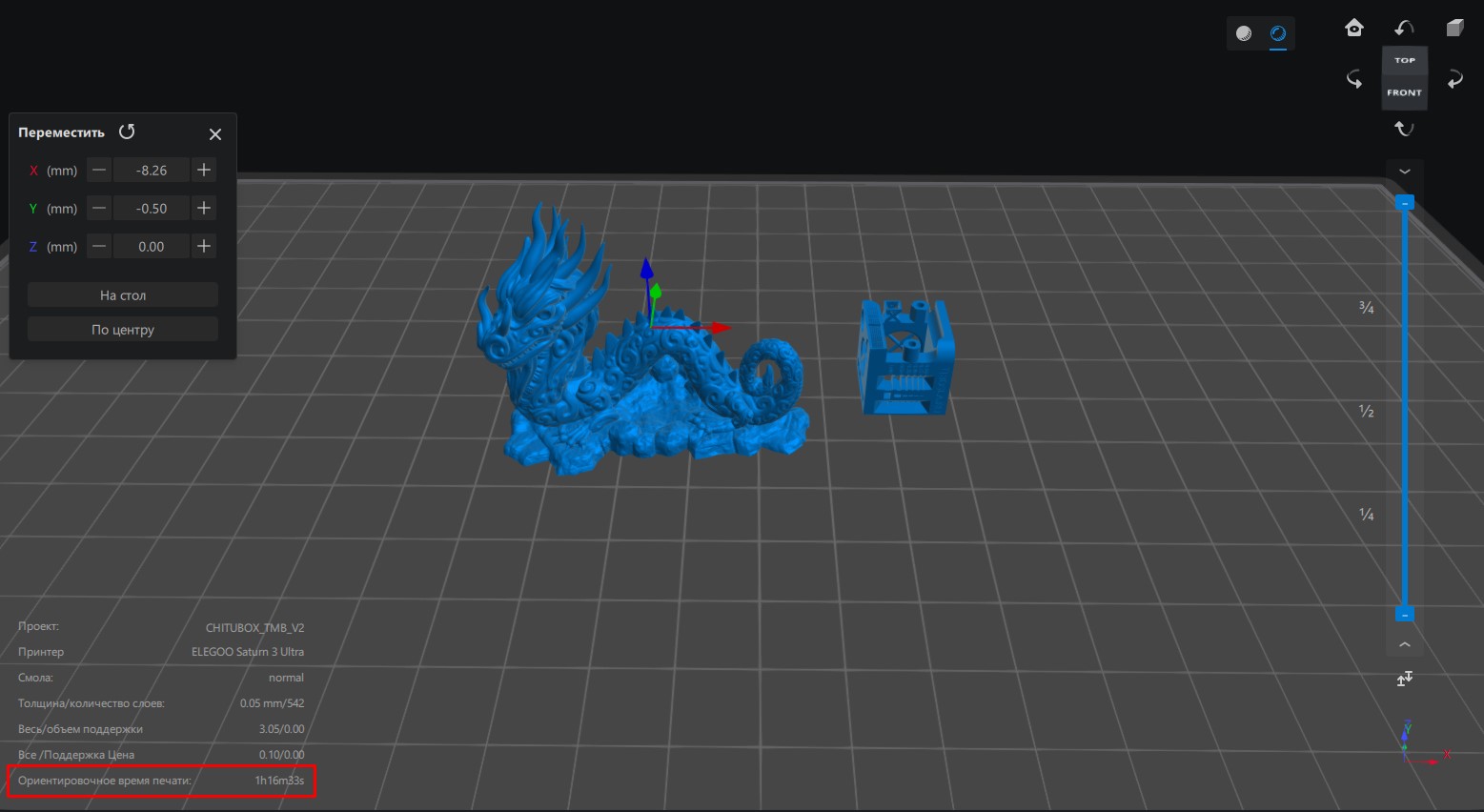
Ну и конечно было интересно какая разница во времени будет если отказаться от преимуществ быстрой смолы. Для нормальной существует два профиля, нормальный и быстрый, разница между ними только в скорости перемещения, которую можно увеличить благодаря плёнке.

Получаем разницу где-то в 30 минут. Тестовый кубик периодически закидывал, чтобы мониторить аномалии.
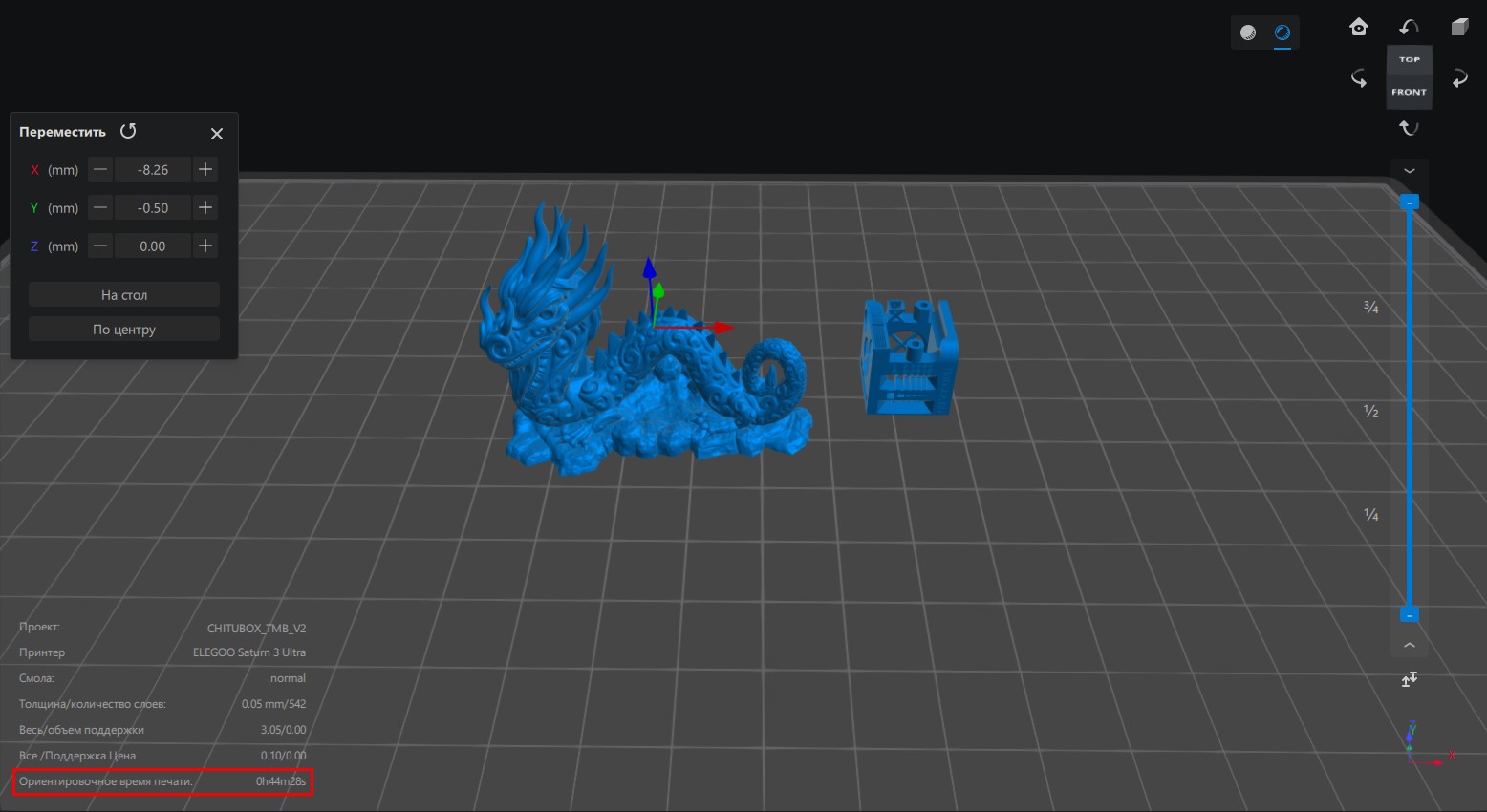
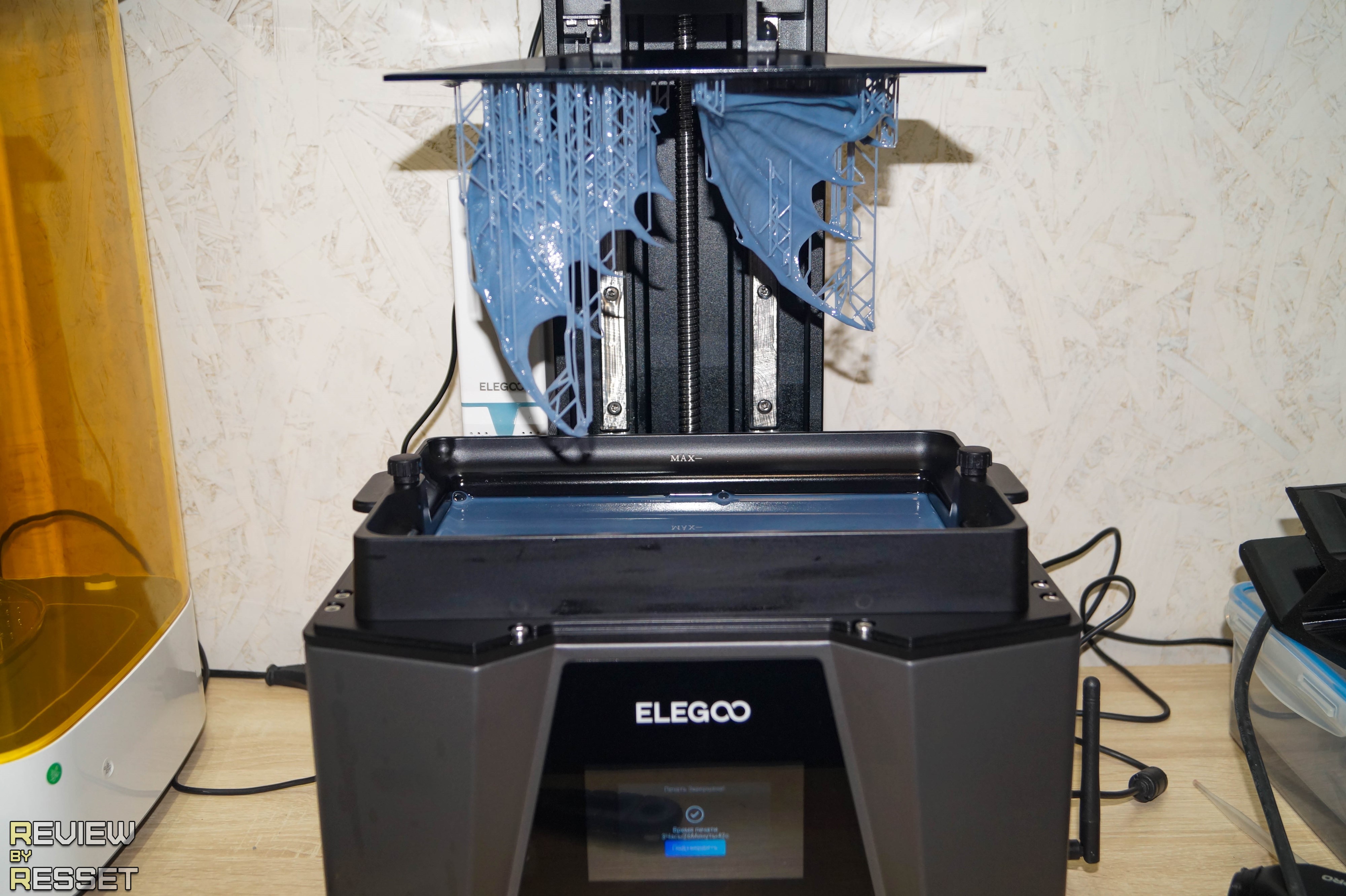
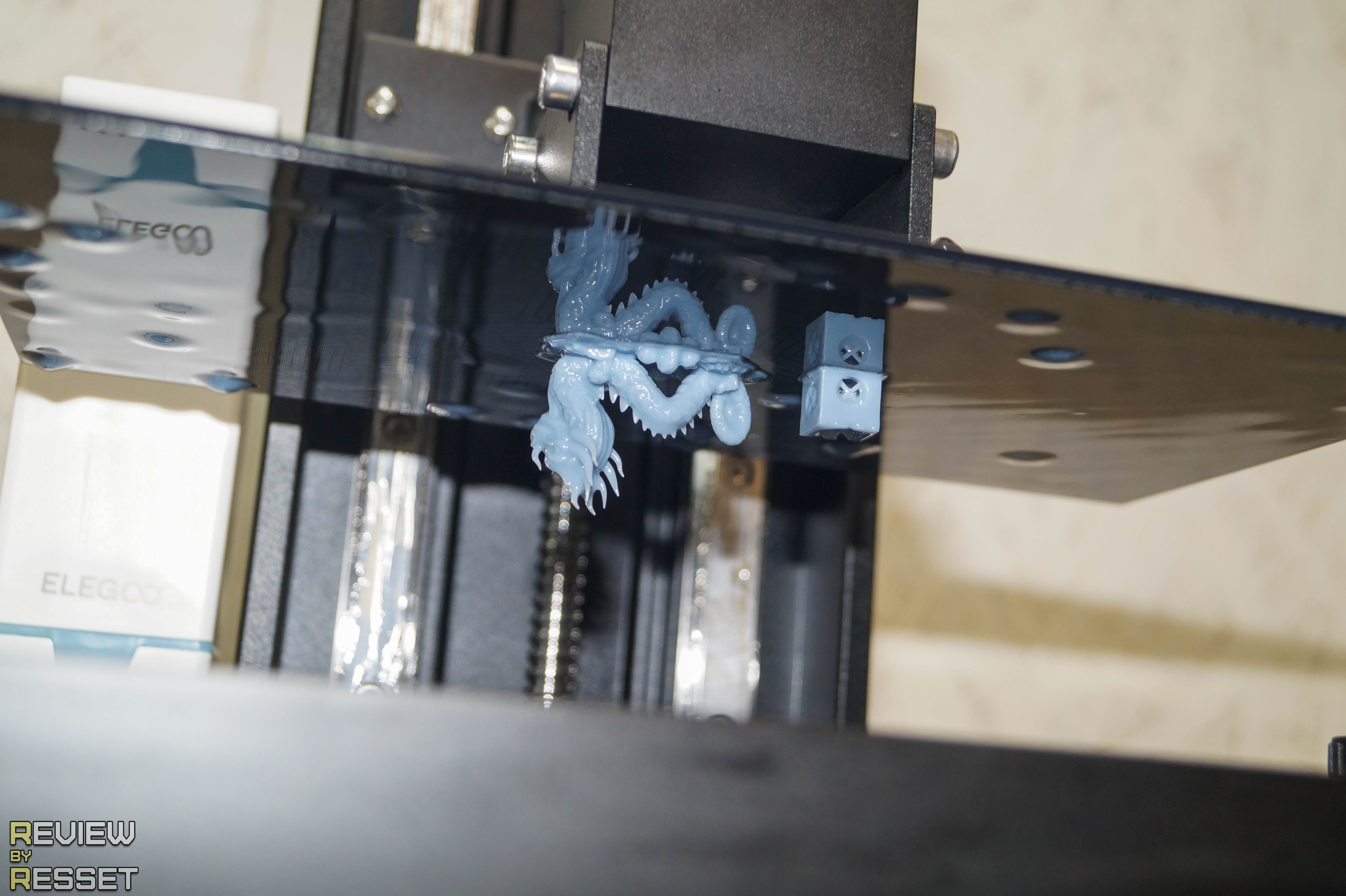
Оставил быстрый профиль и за 50 минут получил вот такого дракошку, как по мне, принтер отлично справился.



Во время работы периодически мониторил нагрев корпуса и ничего критичного не заметил, даже блок питания едва тёплый. Но фото я делал в конце марта и в мастерской было чуть больше 20 градусов тепла, так что летом ситуация может измениться, но не думаю, что значительно.
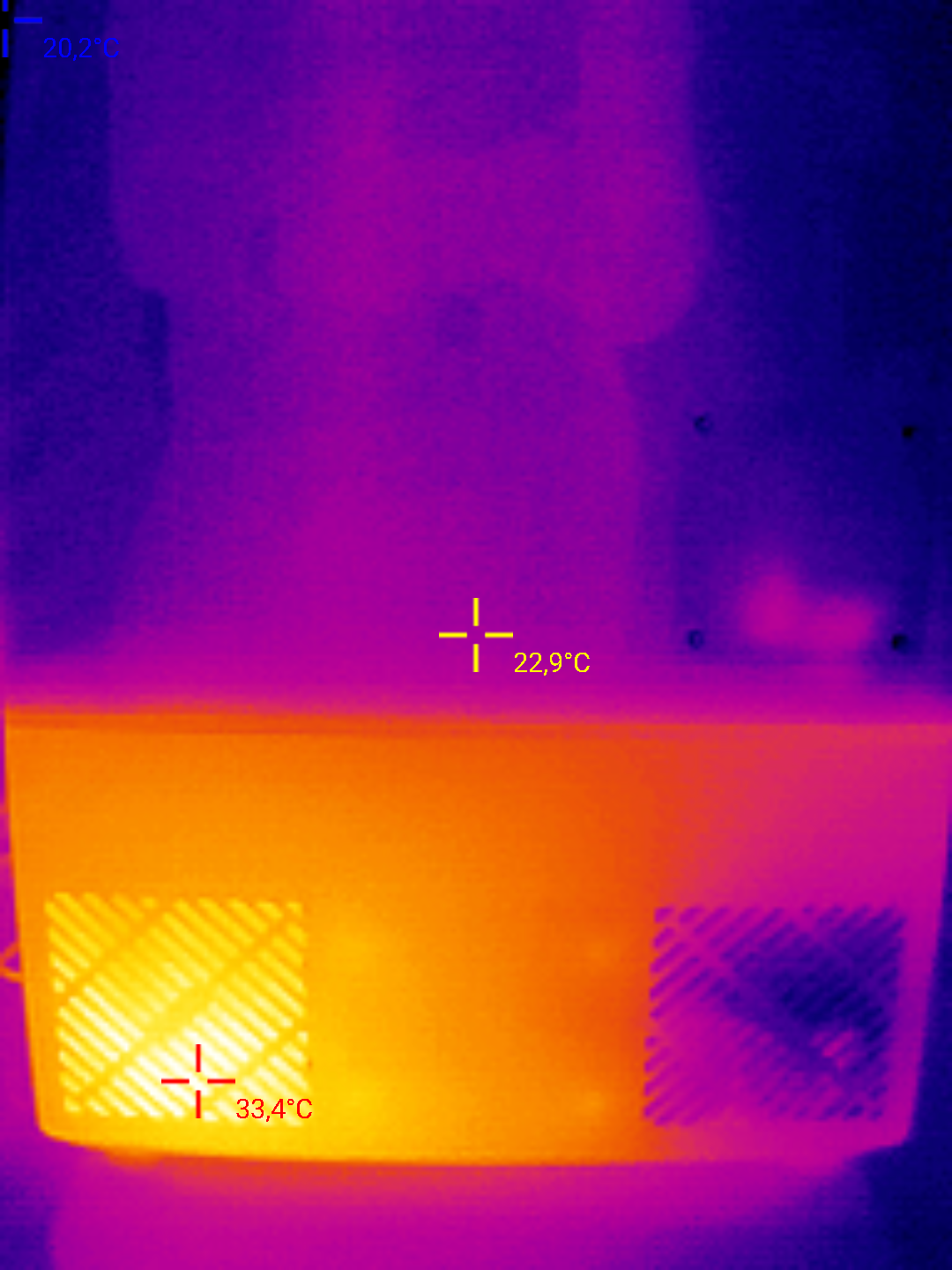
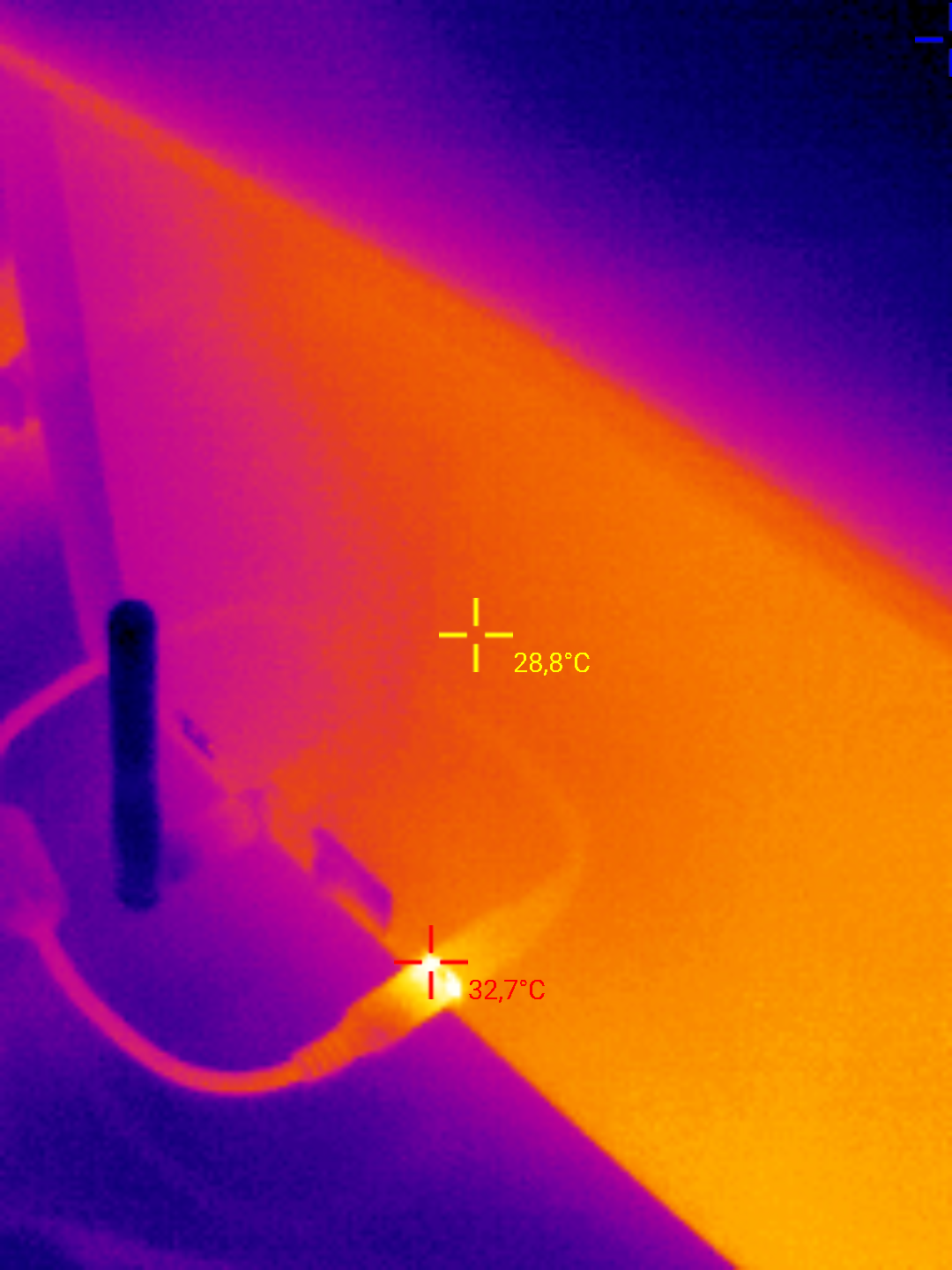
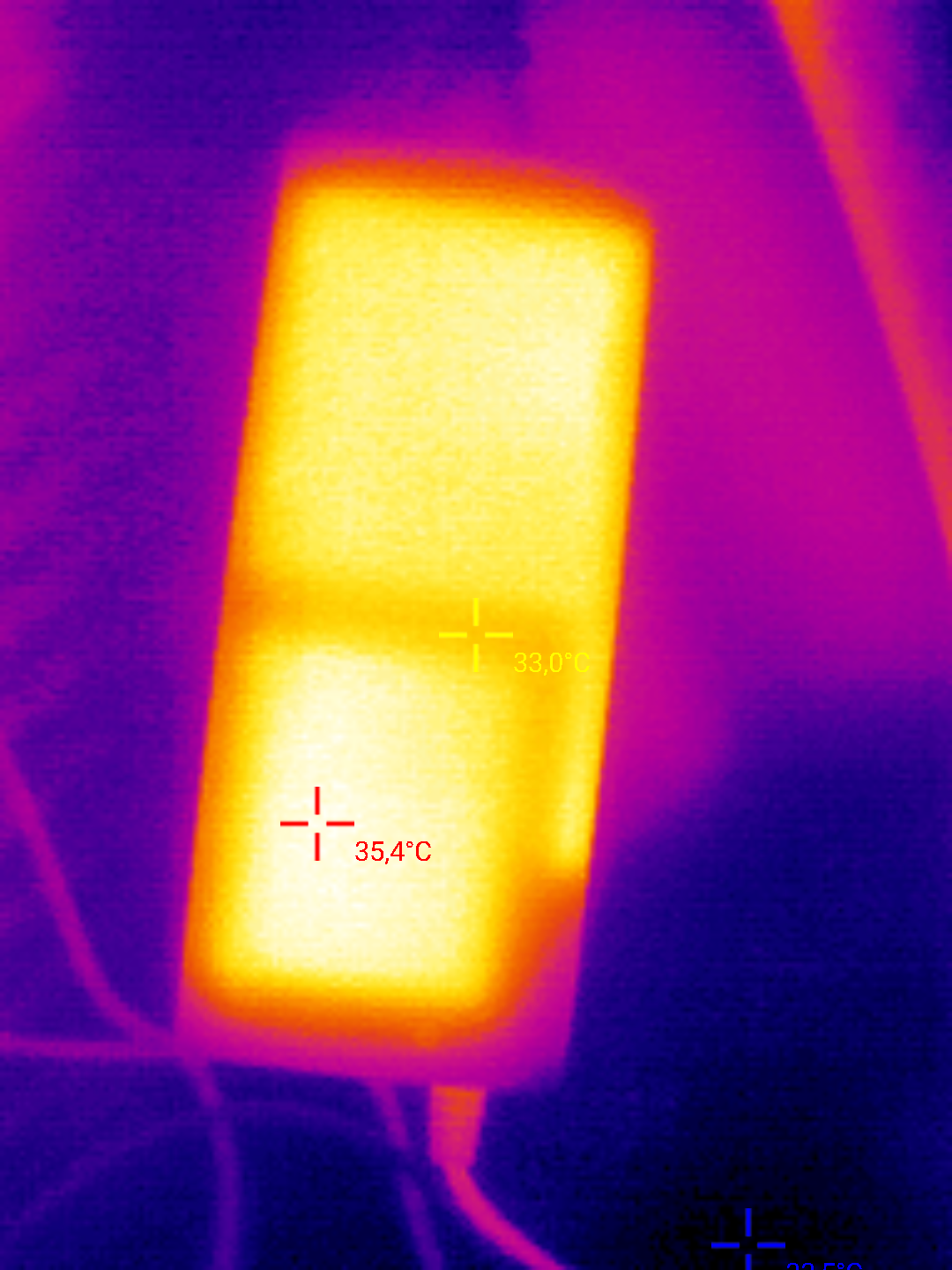
На этой анимации наглядно видно, что слева из решетки выходит горячий воздух, а справа заходит холодный, оставляя на фильтре след от потока.
Шум в принтере создают только вентиляторы, но он монотонный и не раздражающий, со временем вообще перестаешь его замечать. Учитывая, что колпак с фильтром практически полностью нейтрализуют запах смолы, пользоваться данной моделью будет комфортно и в жилой комнате.

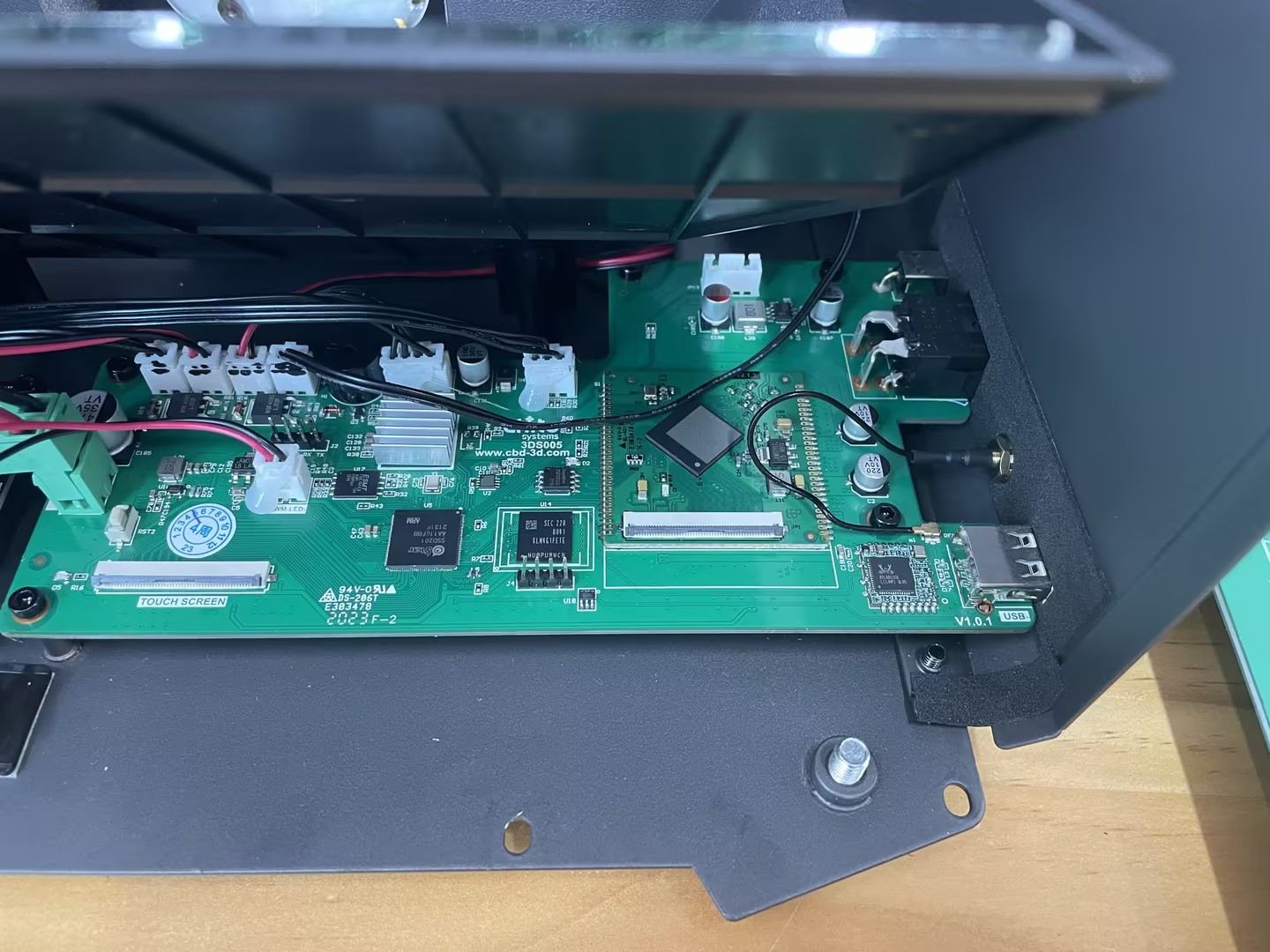
Разборку принтера лучше начинать с лицевой панели и после отсоединения всех шлейфов от платы, откручивать остальные, маркировка контроллеров затерта. Ничего особого внутри принтера нет, так что под 10 килограмм весит рама и рельсы оси Z.

Итоги
Saturn 4 еще нет в открытой продаже, так что на данный момент является самой продвинутой и быстрой моделью от Elegoo является Saturn 3 Ultra.
Корпус собран отлично, нет люфтов, зазоров, скрипов, тяжеленный зараза, но вес это хорошо, вес это надежность(с).
Наконец довели до ума конструкцию стола, никаких шарниров, один раз выставил уровень и забыл. Да и обновленная версия гравировки поверхности мне понравилась, детали прилипают к ней хорошо и за счет канавок легче отделяются.
Рабочая область уже приближается к полноценным FDM принтерам: 218.88*122.88*260мм, но за счет разрешения 12К, по детализации заметно их опережает. Представьте точку 19 на 24 микрона, её и разглядеть то сложновато будет. Для сравнения, толщина человеческого волоса в среднем 80 микрон.
Разъема Ethernet нет, но Wi-Fi работает стабильно, потери связи я не наблюдал, VoxelDance и Chitubox быстро передают файлы. Флешку вставлял только один раз, чтобы посмотреть чего в нее накидали, всё остальное отправлял во внутреннюю память, 4 гига будут забиваться долго, да и всегда почистить можно прямо из меню принтера.
Новый интерфейс стал более дружелюбным, если бы не кривой перевод одного пункта меню, придраться вообще было бы не к чему. Всё логично, удобно, тач отзывчивый, так что проблем при взаимодействии с принтером не возникало.
Ну и конечно главное достоинство Saturn 3 Ultra это его скорость. 150мм/ч это очень быстро. Это 2.5мм в минуту. Прикиньте сколько времени понадобится FDM принтеру для печати модели 200*100*2.5мм с полным заполнением при высоте слоя 0.1мм. При средней скорости 200мм/с, это займет 40-50 минут )
Да, такие скорости предполагают использование Rapid смолы с коротким временем засветки, но и с классической смолой удалось сократить время на 30% только за счет особенностей новой ACF плёнки с низкой адгезией. Нужно меньше времени на подъем и опускание платформы, к тому же это можно делать быстрее, не переживая, что детали оторвет. Что будет если испортится комплектная плёнка? Ну, можно купить запасную или использовать более дешевые если некуда торопиться. В любом случае получаем принтер с большой областью печати и отличной детализацией.
На время майской распродажи, цена на Elegoo Saturn 3 Ultra снижена до 41000 рублей.
Источник: ae01.alicdn.com











{kind=link}
0 комментариев
Добавить комментарий